 電子發燒友App
電子發燒友App



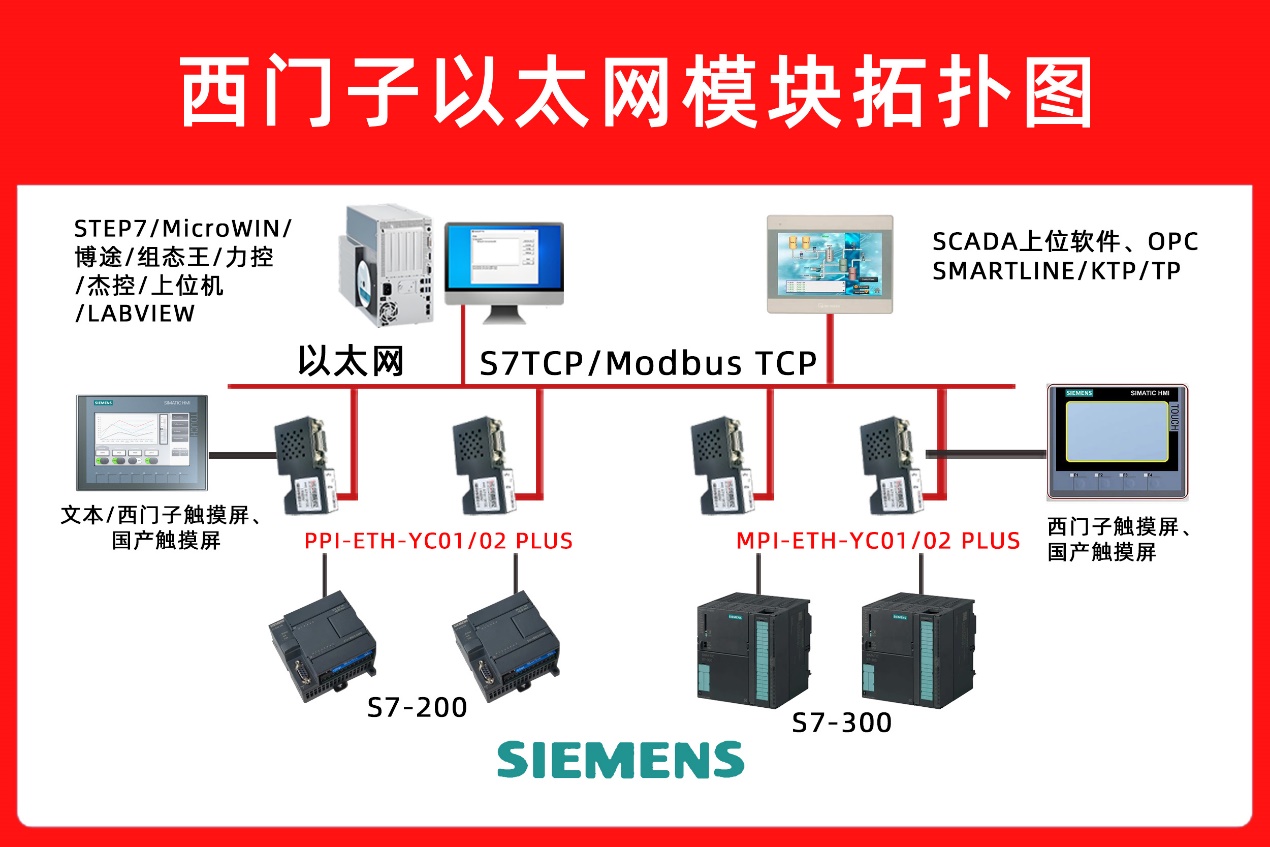
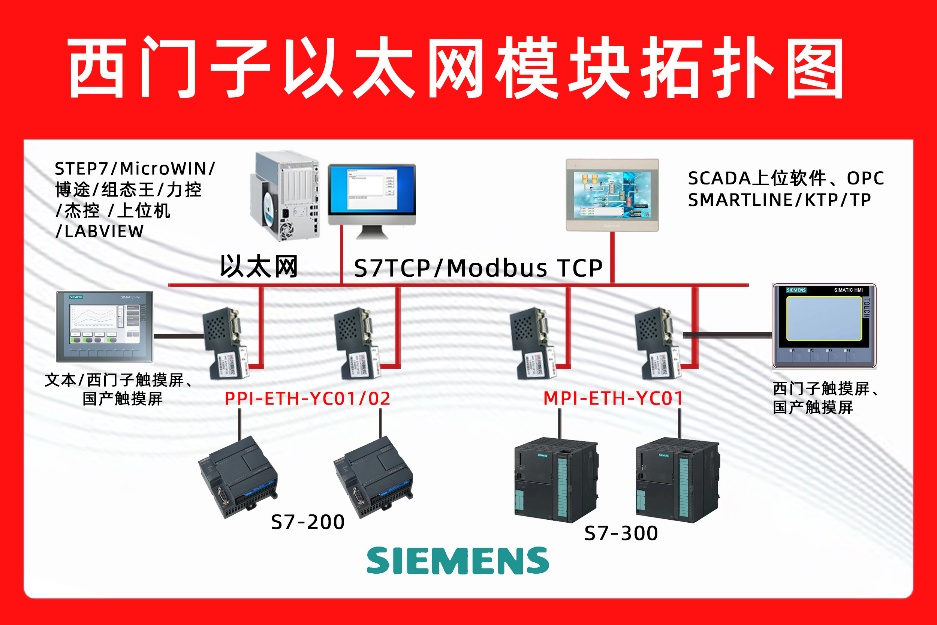
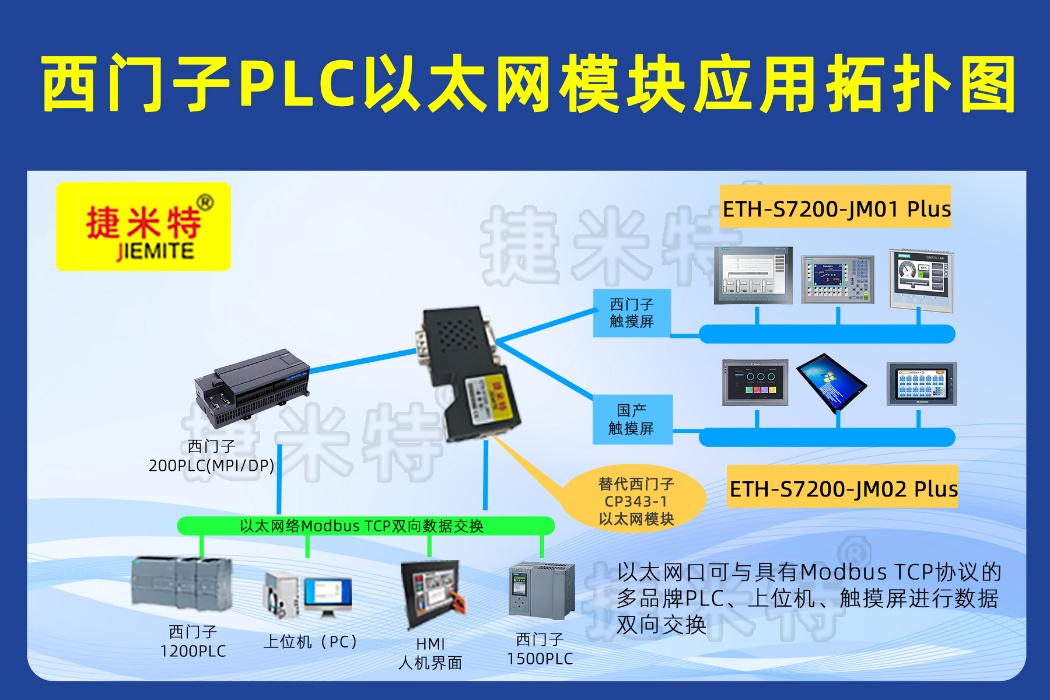
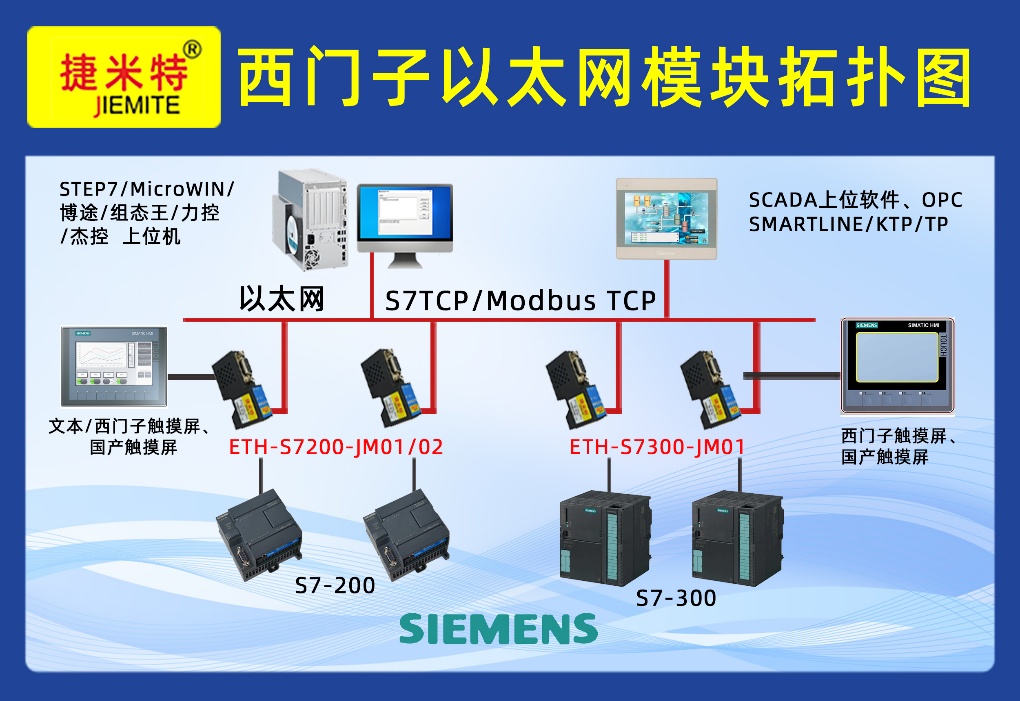
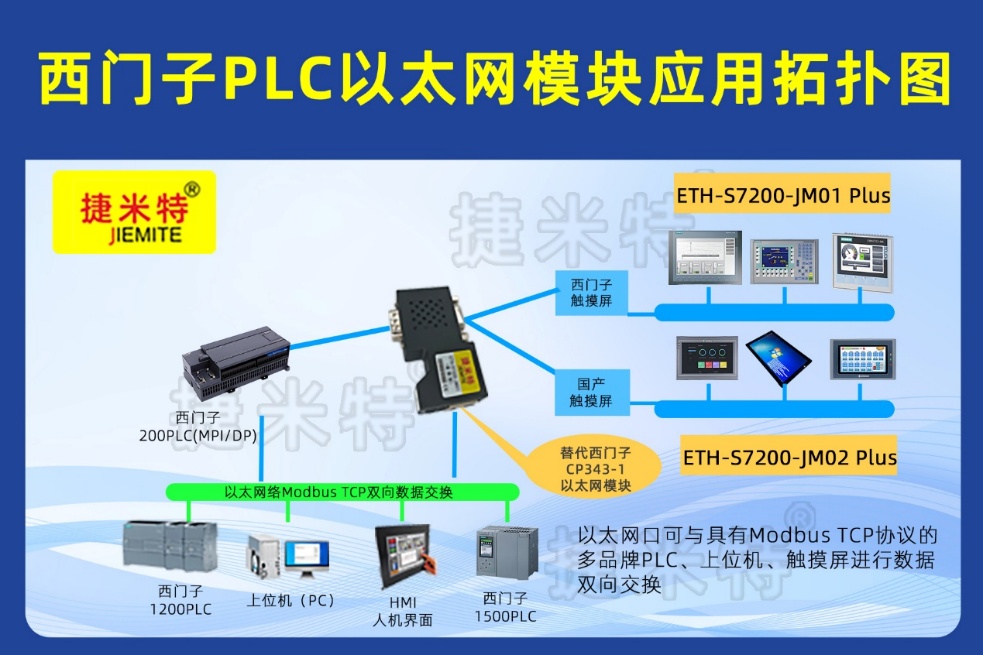
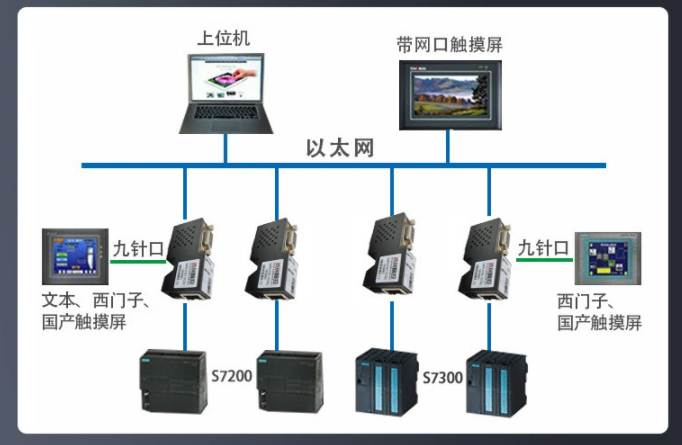
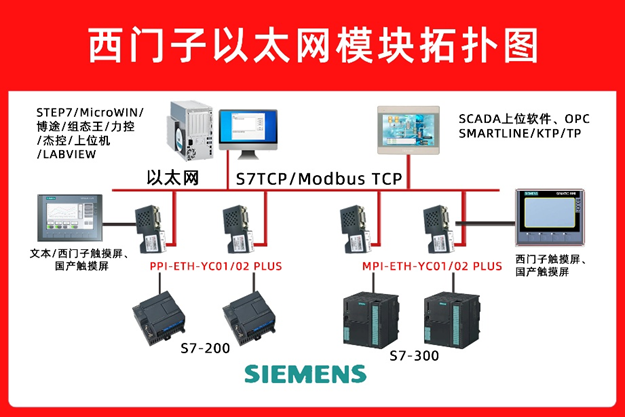
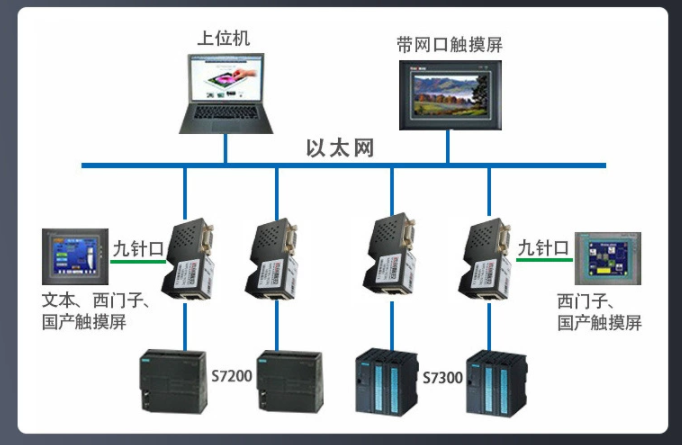
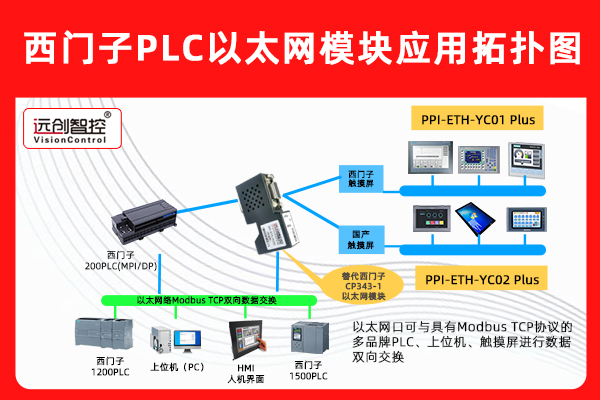
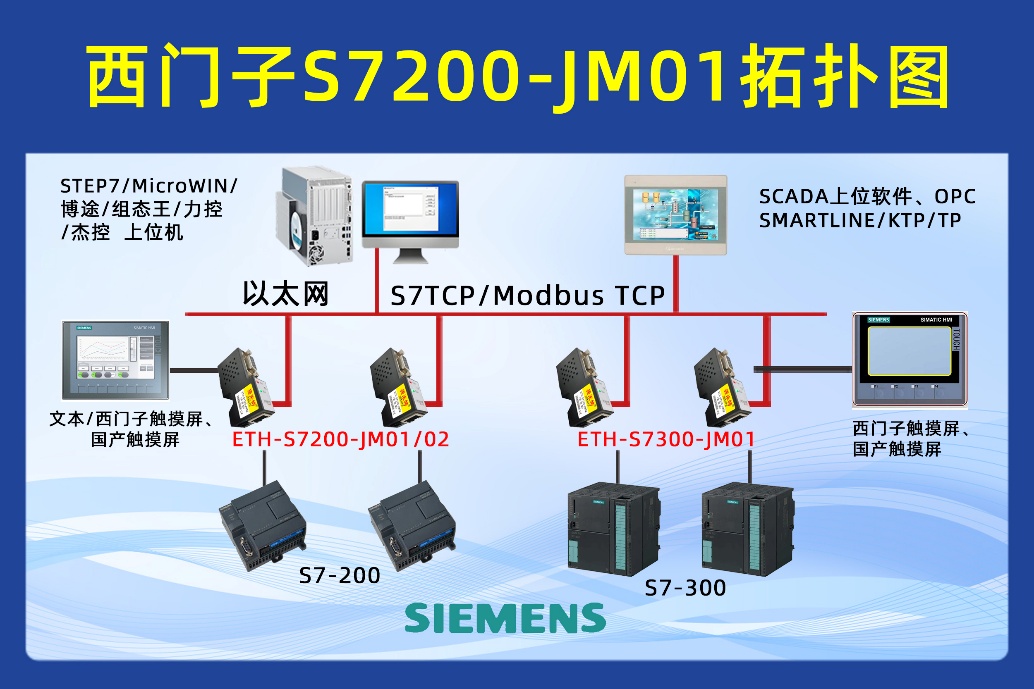
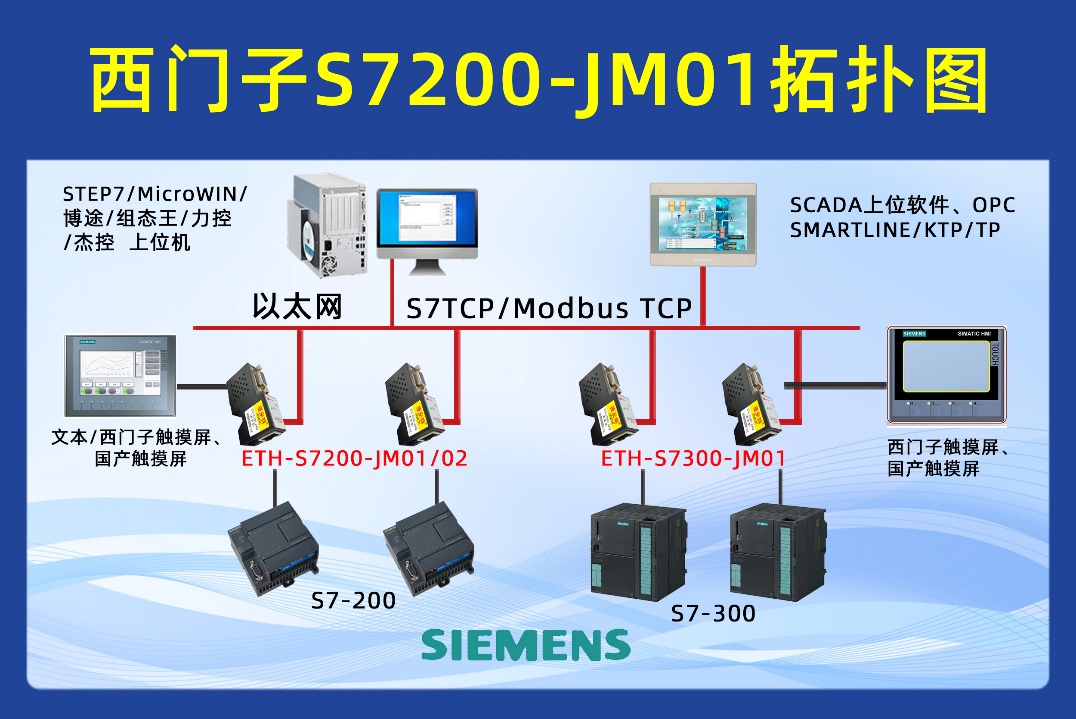
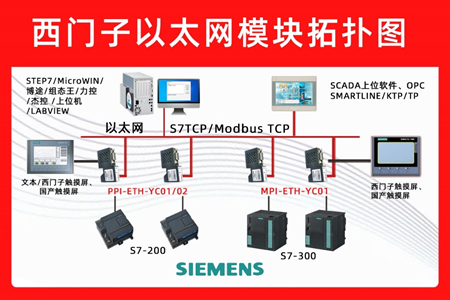
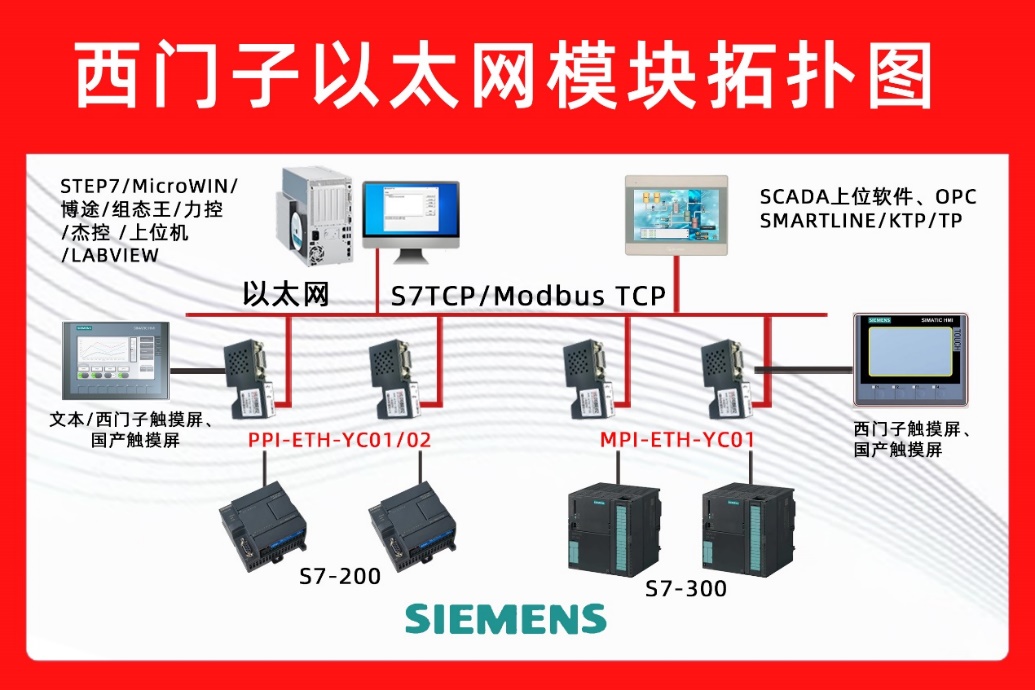
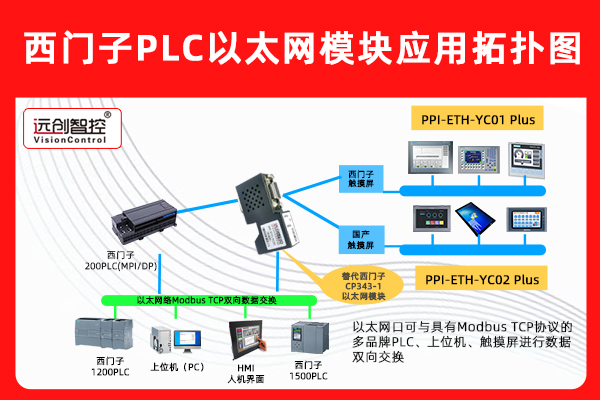
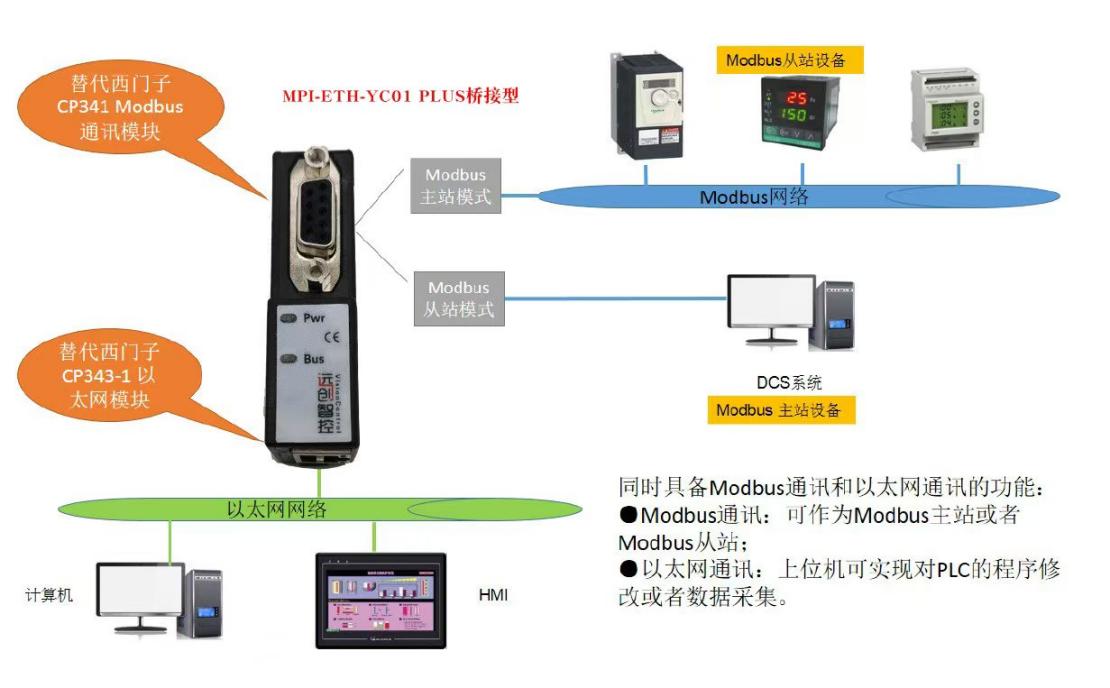
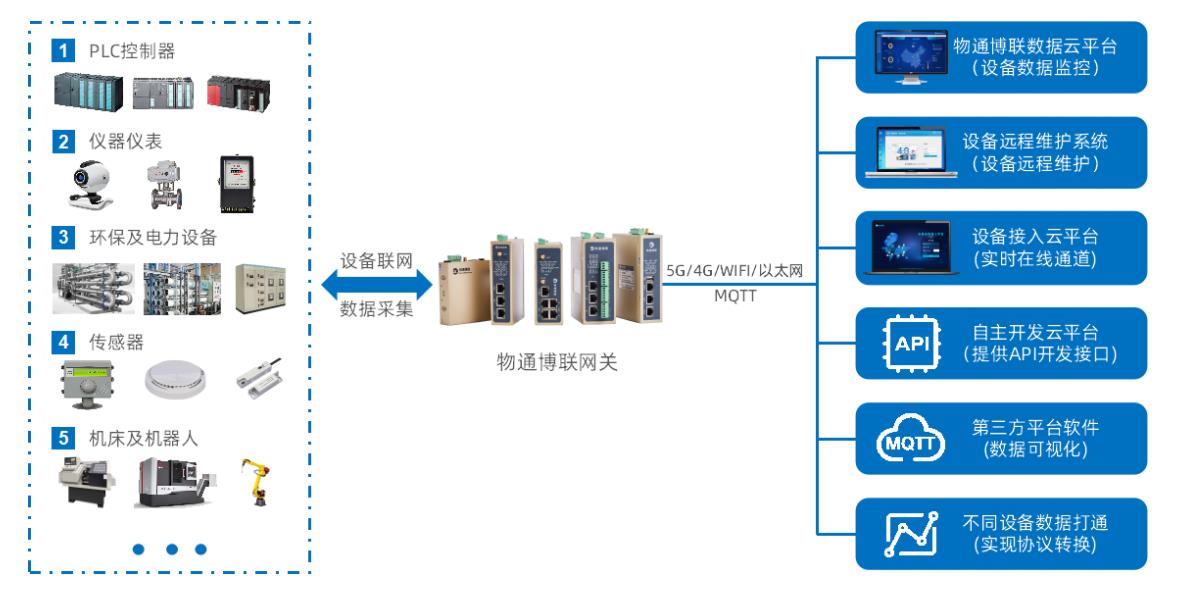
北京華科遠創科技有限研發的遠創智控ETH-YC模塊,型號有MPI-ETH-YC01和PPI-ETH-YC01,適用于西門子S7-200/S7-300/S7-400、SMART S7-200、西門子數控840D、840DSL、合信、億維PLC的PPI/MPI/PROFIBUS轉以太網。PLC轉以太網模塊用于西門子S7-200/S7-300/S7-400程序上下載、上位監控、設備??聯網和數據采集。支持與 S7-200SMART 、S7-1200/1500、S7-200/300/400的以太網接口進行通訊的功能和ModbusTCP主從站功能。直通型和橋接型可撥碼選擇,直通型的九針母口,可以連西門子和Proface觸摸屏和主站,橋接型的九針母口可以連非西門子觸摸屏。不占用PLC編程口,即編程軟件/上位機軟件通過以太網對PLC數據監控和采集的同時,觸摸屏可以通過擴展RS485口與PLC進行通訊。可以連非西門子觸摸屏,如昆侖通態、威綸、臺達、步科等。
MPI&PPI-ETH-YC01?以太網模塊觸摸屏以太網通訊
一、?西門子 KTP/TP 系列觸摸屏通訊
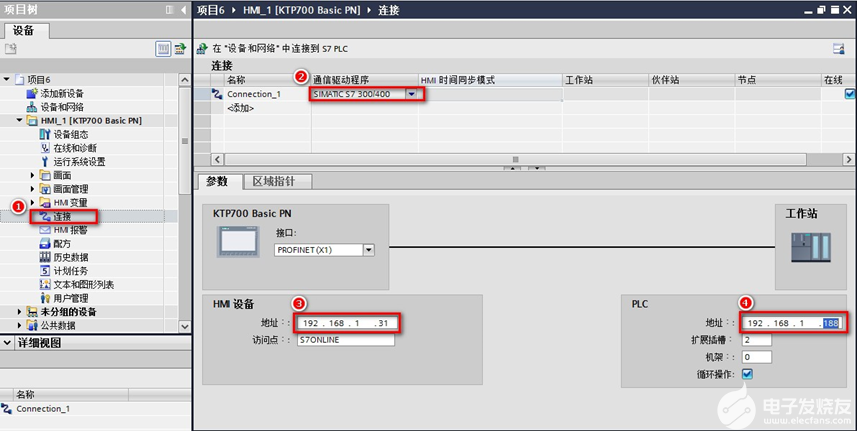
MPI&PPI-ETH-YC01 模塊可以和西門子的 KTP/TP 系列觸摸屏以太網通訊,這里以 KTP700 為例介紹參數設置。
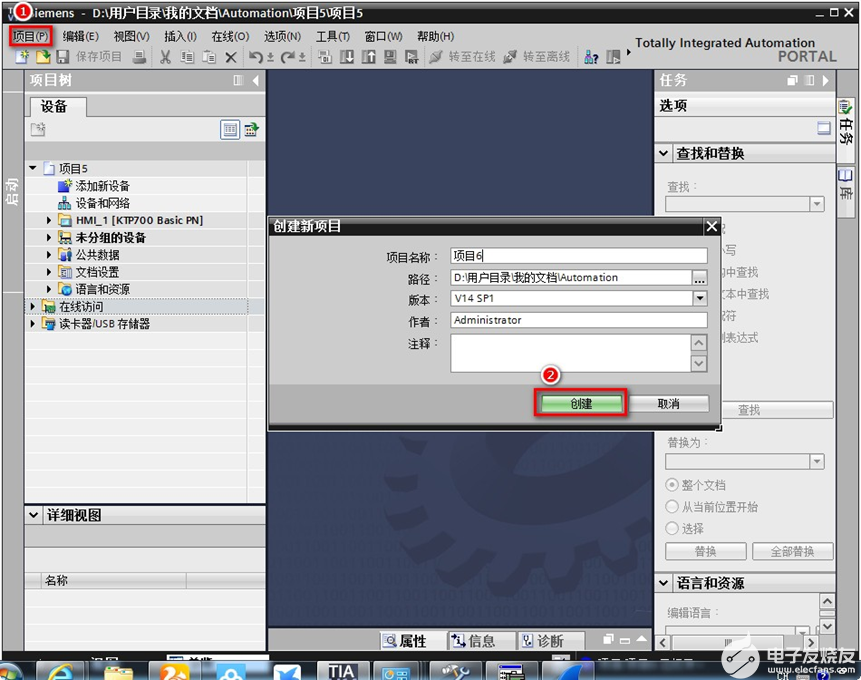
1、新建項目;
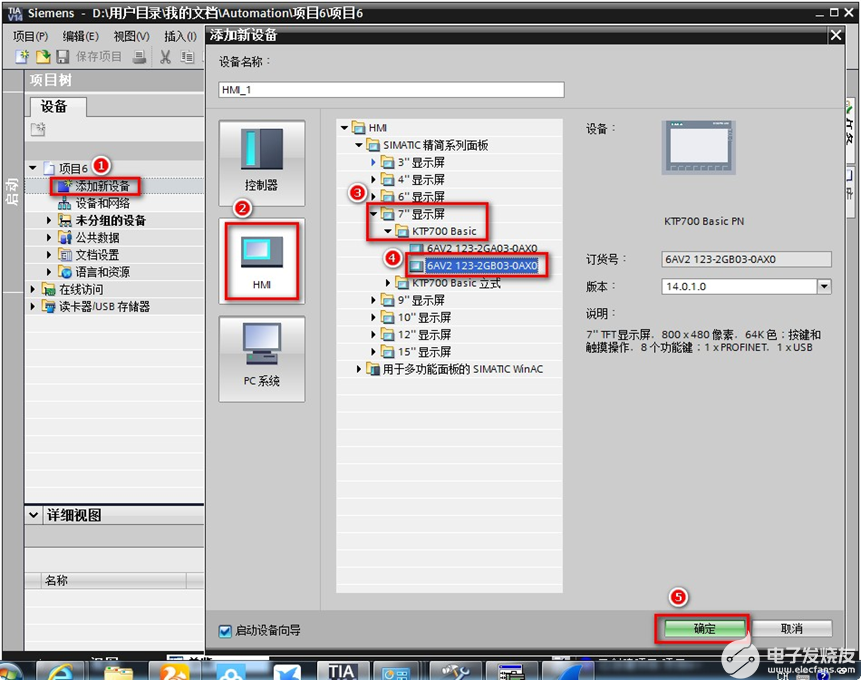
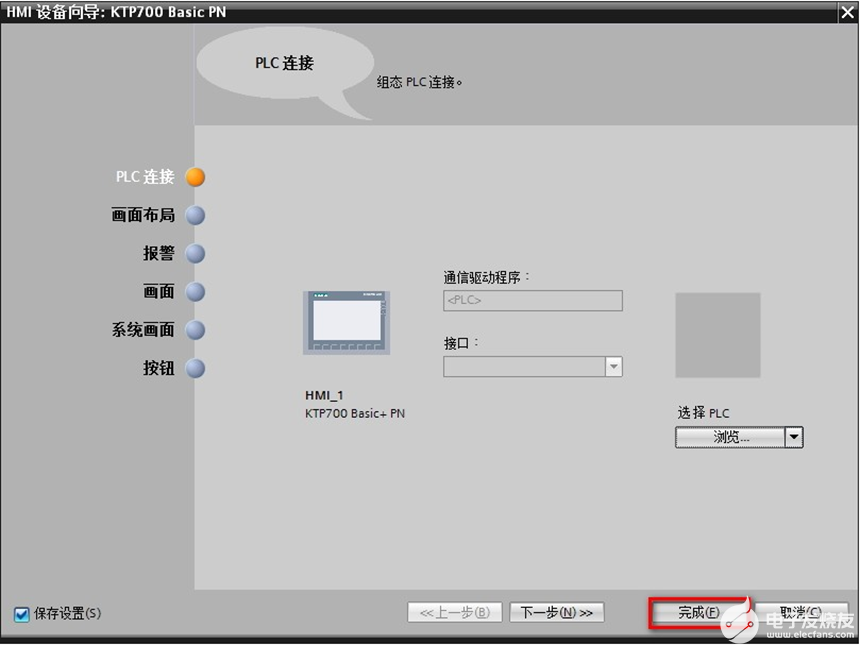
2、添加觸摸屏設備;
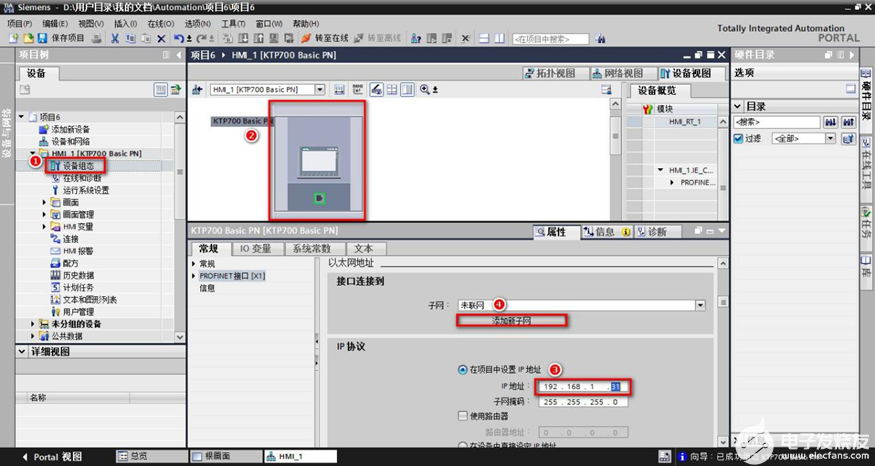
3、新建【連接】,在【通信驅動程序】中選擇 SIMATIC S7 300/400,在【HMI 設備】-【地址】填入觸摸屏的 IP 地址,在【PLC】-【地址】填入 ETH-YC模塊的 IP 地址。
責任編輯:lq


































































 工商網監
工商網監
評論