 基恩士KV系列PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例
基恩士KV系列PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

行業痛點與需求
在汽車制造領域,自動化生產線的高效運行離不開PLC的精準控制。然而,基恩士KV系列PLC原本并未配備以太網接口,這給生產管理帶來了諸多不便。一方面,上位機無法通過以太網直接監控PLC的運行數據,導致生產過程的實時監控和遠程管理難以實現;另一方面,觸摸屏與PLC的連接也受到限制,影響了現場操作人員對設備的便捷操作。為解決這一問題,捷米特的JM-ETH-KV以太網通訊模塊應運而生,它為基恩士KV系列PLC提供了以太網連接功能,完美解決了這一行業痛點。
二、項目背景
某汽車制造企業擁有大量基恩士KV系列PLC,用于控制車身焊接、零部件裝配等關鍵生產環節。隨著企業數字化轉型的推進,需要將這些PLC納入以太網監控系統,實現生產數據的實時采集與分析,同時確保現場觸摸屏能夠繼續穩定監控設備運行。
三、解決方案
(一)硬件選型
選用捷米特JM-ETH-KV以太網模塊,該模塊專為基恩士KV系列PLC設計,采用模塊化設計,不占用PLC編程口。它支持ModbusTCP以太網協議,可與各類上位機軟件和觸摸屏無縫對接。
(二)硬件連接
安裝模塊:將捷米特JM-ETH-KV通訊處理器通過導軌安裝在PLC機柜內的合適位置,確保模塊的通風良好,便于散熱。
連接PLC:使用專用的通訊線將模塊與基恩士KV系列PLC的編程口連接,確保連接穩固,避免因接觸不良導致通信中斷。
連接以太網:將模塊的以太網口通過網線接入工廠的以太網交換機,確保模塊與上位機處于同一網絡環境中。
連接觸摸屏:將現場的觸摸屏通過模塊的復用接口X2與PLC連接,保證觸摸屏能夠繼續對PLC進行本地監控。

(三)軟件配置
模塊參數設置:通過模塊自帶的配置軟件,設置JM-ETH-KV的IP地址,使其與上位機網絡在同一網段。同時,配置模塊的通信參數,如波特率、數據位等,確保與PLC的通信協議一致。
上位機軟件配置:在上位機上安裝監控軟件(如組態王、WinCC等),在軟件中添加基恩士KV系列PLC設備,并選擇通過ModbusTCP協議與JM-ETH-KV模塊進行通信。輸入模塊的IP地址及相關通信參數,完成上位機與PLC的通信配置。
觸摸屏配置:在觸摸屏上設置通信參數,使其通過復用接口X2與PLC進行通信。由于模塊支持協議轉換,觸摸屏的通信協議無需更改,可繼續使用原有的通信方式。
四、實施過程
安裝調試:在汽車制造工廠的生產線上,技術人員按照上述硬件連接和軟件配置步驟,逐一安裝并調試了捷米特JM-ETH-KV以太網通訊模塊。在安裝過程中,特別注意模塊的安裝位置和連接的穩固性,確保模塊能夠在復雜的工業環境中穩定運行。
通信測試:完成硬件連接和軟件配置后,進行通信測試。首先,通過上位機的監控軟件發送指令,檢查是否能夠成功讀取PLC的數據,并控制PLC的輸出。其次,檢查觸摸屏是否能夠正常顯示PLC的運行狀態,并對設備進行操作。在測試過程中,發現部分模塊的通信存在延遲,經過仔細排查,發現是網絡配置錯誤導致的,及時調整了網絡參數,解決了問題。
系統優化:在通信測試成功后,對整個系統進行了優化。優化了上位機監控軟件的界面,使其更加直觀地顯示生產數據和設備狀態。同時,對觸摸屏的操作界面進行了優化,增加了報警提示和操作記錄功能,方便現場操作人員及時發現和處理問題。
五、應用效果
數據實時監控:通過捷米特JM-ETH-KVPLC以太網模塊,上位機能夠實時采集基恩士KV系列PLC的運行數據,包括設備的運行狀態、生產進度、報警信息等。這些數據被傳輸到工廠的生產管理系統中,實現了對汽車制造生產線的全面監控和管理。
提高生產效率:實時數據的監控和分析
遠程管理與維護:管理人員可以通過網絡隨時隨地訪問上位機的監控軟件,遠程監控生產線的運行情況。同時,技術人員可以遠程對PLC進行程序上下載和調試,大大提高了設備的維護效率。
更多詳細內容或具體配置過程可咨詢羽工。
審核編輯 黃宇
-
以太網
+關注
關注
41文章
5997瀏覽量
180798 -
plc
+關注
關注
5051文章
14592瀏覽量
486867 -
上位機
+關注
關注
27文章
1002瀏覽量
57045
發布評論請先 登錄
基于以太網模塊:S7-200PLC 與 MicroWIN 上位機通訊配置實操

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操
基恩士KV系列PLC+以太網模塊:上位機與觸摸屏監控配置案例

松下FP2SH PLC借助于以太網模塊與上位機通訊實現觸摸屏監控的應用配置案例

S7-200 SMART PLC借助于PPI轉以太網模塊與上位機通訊實現觸摸屏監控的應用配置案例
歐姆龍CPM1A系列PLC借助以太網模塊同時與上位機和觸摸屏,變頻器高效通訊案例

歐姆龍C200H以太網模塊連接上位機與觸摸屏的配置案例

三菱A系列PLC借助以太網模塊同時與上位機和觸摸屏高效通訊案例

施耐德M200 PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

歐姆龍CP1L PLC借助于歐姆龍以太網模塊與上位機編程軟件通訊實現觸摸屏監控的應用配置案例

三菱FX3S PLC借助于PLC以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

以歐姆龍CP1H PLC以太網模塊構建紡織機械上位機和觸摸屏控制網絡的案例?
plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

施耐德M200 PLC借助以太網模塊實現上位機與觸摸屏監控配置

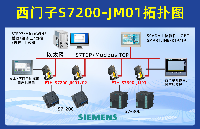
西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例




 工商網監
工商網監
評論