 西門子S7-300PLC+以太網模塊:840D數控機床與上位機高速通信解決方案
西門子S7-300PLC+以太網模塊:840D數控機床與上位機高速通信解決方案

一.行業痛點:傳統數控系統與工業互聯網的“斷點”之困
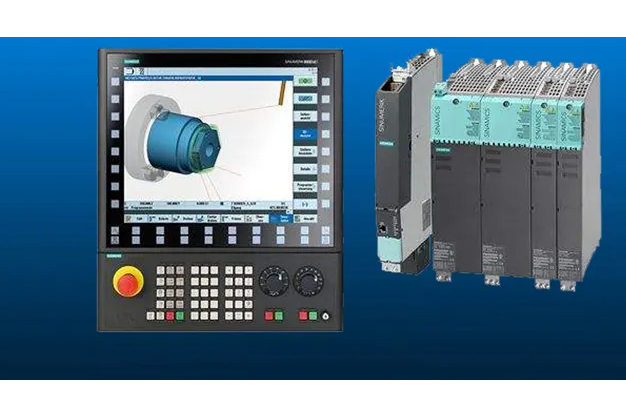
在高端裝備制造領域,西門子840D數控系統憑借其高精度、高可靠性的運動控制能力,廣泛應用于航空航天、汽車模具、精密加工等場景。然而,其配套的S7-300PLC(如CPU315-2DP型號)通常僅配備MPI/DP接口,缺乏原生以太網通信能力。這一缺陷導致三大核心問題:
1.數據孤島效應:上位機(如SCADA系統、MES系統)需通過CP5611等專用卡件,以187.5Kbps的MPI速率采集數據,單臺設備數據備份耗時超40分鐘,無法滿足實時監控需求。
2.人機交互瓶頸:傳統觸摸屏需通過RS485/DP總線連接PLC,布線復雜且擴展性差,國產觸摸屏(如威綸通、昆侖通態)需額外配置協議轉換器,故障率提升30%。
3.系統升級成本高:若替換為支持以太網的S7-1500系列PLC,單臺設備改造成本超5萬元,且需重新編寫控制程序,停機損失難以估量。

二.解決方案:捷米特ETH-S7300-JM01的“即插即用”革新
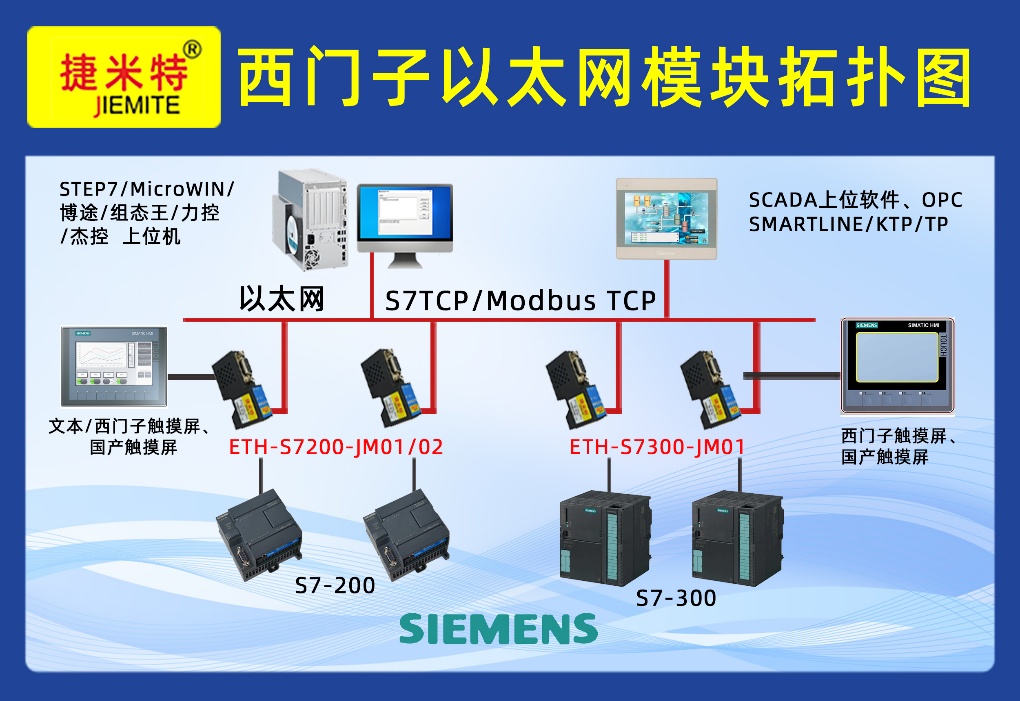
針對上述痛點,某航空零部件制造商采用捷米特ETH-S7300-JM01MPI轉以太網模塊,實現S7-300PLC與840D數控系統的無縫以太網化改造。該方案核心優勢在于:
l零改動硬件組態:模塊直接插入PLC的MPI/DP接口,無需修改原有程序或參數。
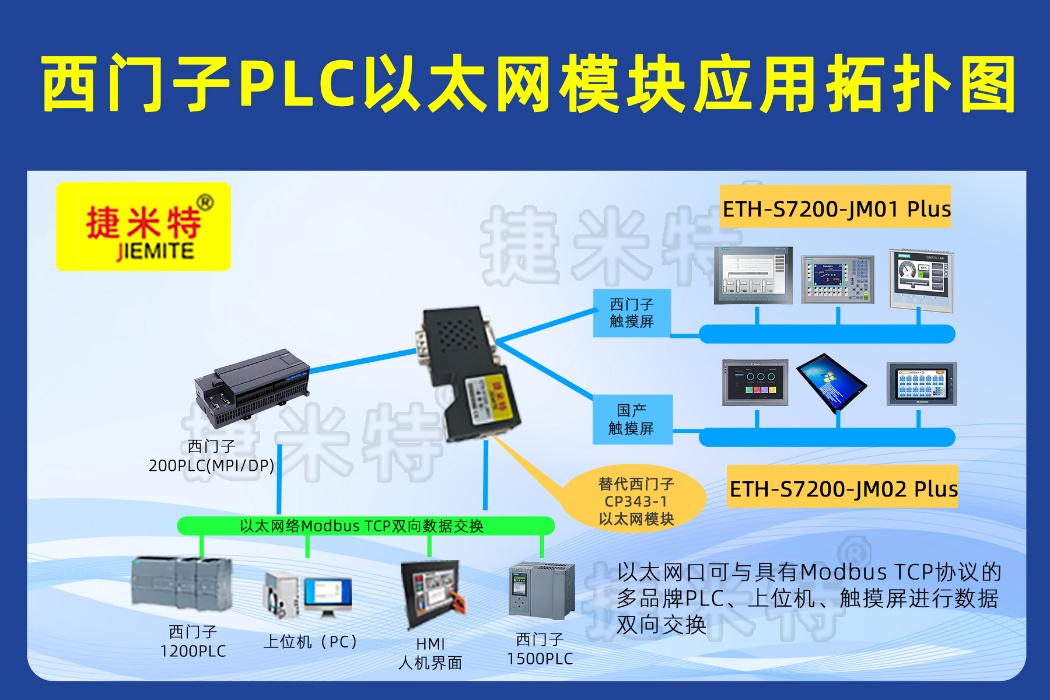
l雙通道通信能力:模塊集成10/100M以太網接口與RS485擴展口,可同時支持上位機以太網訪問與觸摸屏串口通信。
l協議全兼容:支持S7Communication、ModbusTCP、OPCUA等工業協議,適配WinCC、組態王、Kepware等主流軟件。
三.實施步驟:從硬件部署到系統聯調
1.硬件部署
lPLC端:將ETH-S7300-JM01模塊插入CPU315-2DP的MPI接口,通過網線連接至車間級工業交換機(如西門子SCALANCEX208)。
l上位機端:為研華工控機配置固定IP地址(如192.168.1.10),與模塊默認IP(192.168.1.188)處于同一子網。
l觸摸屏端:采用威綸通MT8102iE觸摸屏,通過RS485電纜連接模塊擴展口,實現雙主站通信(PLC與觸摸屏獨立訪問數據區)。
2.通信配置
l模塊參數設置:使用NetDevice配置軟件,將模塊IP修改為192.168.1.200,啟用“S7Communication協議”與“ModbusTCP服務器”功能。
l上位機集成:在WinCC項目中添加“TCP/IP(RFC1006)”連接,指定PLCIP為192.168.1.200,機架號/槽號與S7-300實際配置一致(如機架0、槽號2)。
l觸摸屏編程:在WinCCflexible中創建“SIMATICS7200”類型連接,接口選擇“以太網”,通過Modbus映射表綁定PLC的DB1數據塊(存儲加工參數)與M區(設備狀態)。
3.性能驗證
l通信速率測試:通過Wireshark抓包分析,以太網幀往返時間平均為2.8ms,較MPI通信(150ms)提升50倍,滿足航空零件毫秒級響應需求。
l數據準確性驗證:對比上位機讀取的DB1.DBW0(主軸轉速設定值)與觸摸屏顯示值,誤差小于0.1%,確保加工精度。
l穩定性測試:連續72小時運行后,通信成功率保持99.97%,斷線重連時間低于5秒,遠優于MPI通信的分鐘級恢復能力。

四.應用成效:從“孤島”到“中樞”的質變
1.生產效率躍升:上位機實時采集840D數控系統的加工數據(如刀具磨損、主軸負載),結合AI算法實現預測性維護,設備綜合效率(OEE)提升18%。
2.運維成本直降:取消專用MPI電纜與協議轉換器,布線成本降低65%,故障排查時間從2小時縮短至10分鐘。
3.系統擴展無憂:通過交換機VLAN隔離,新增的視覺檢測系統(如基恩士CV-X系列)可無縫接入同一網絡,支持未來AGV調度、數字孿生等智能應用。
五.技術延伸:模塊的深層價值挖掘
lModbusTCP擴展應用:模塊內置ModbusTCP服務器功能,第三方設備(如安川機器人)可通過Modbus協議讀取PLC的DB100數據塊(存儲加工計數),實現跨品牌協同。
lOPCUA安全通信:通過KepwareOPC服務器,將S7-300數據映射至OPCUA地址空間,滿足軍工行業對數據加密與訪問控制的要求。
l邊緣計算賦能:模塊支持Python腳本二次開發,可在邊緣側實現數據預處理(如濾波、特征提取),減輕上位機計算負擔。
六.行業啟示:老設備智能化改造的普適路徑
本案例證明,捷米特ETH-S7300-JM01模塊以“高兼容、強擴展”的特性,為傳統工業設備(如S7-300、840D、三菱FX系列)提供了一條經濟高效的智能化升級路徑。在工業4.0與“雙碳”目標驅動下,此類模塊將成為打通“信息孤島”、構建柔性制造系統的關鍵基礎設施,其市場潛力在新能源、半導體、生物醫藥等高增長領域將持續釋放。
更多詳細內容或具體配置過程可咨詢羽工。
審核編輯 黃宇
-
以太網
+關注
關注
41文章
5997瀏覽量
180807 -
網關
+關注
關注
9文章
6769瀏覽量
56257 -
數控機床
+關注
關注
19文章
869瀏覽量
49624
發布評論請先 登錄
基于以太網模塊:S7-200PLC 與 MicroWIN 上位機通訊配置實操

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操
西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

西門子PLC跨代通訊:SMARTS7-200與S7-1500以太網模塊組網控制數控機床
西門子S7-300PLC MPI轉以太網通訊模塊在西門子840D數控系統中的應用案例

西門子S7-300PLC MPI轉以太網通訊模塊在840DSL數控系統中的應用案例
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC通信的實操案例

西門子 S7-200 SMART PLC 借助以太網模塊與上位機、觸摸屏通訊案例

西門子PLC(S7-1200/1500/300/400)的數據采集與監控方案
西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例

西門子S7-200PLC以太網模塊對接組態王上位機通訊的實戰配置案例解析?
西門子840D數控系統備份及恢復方法
MCGS觸摸屏與西門子S7系列PLC以太網通信




 工商網監
工商網監
評論