") 西門子S7-200PLC通過以太網(wǎng)模塊與S7-1200數(shù)據(jù)交互的5大步驟
西門子S7-200PLC通過以太網(wǎng)模塊與S7-1200數(shù)據(jù)交互的5大步驟

一、行業(yè)痛點(diǎn)與需求背景
在工業(yè)自動(dòng)化領(lǐng)域,西門子S7-200系列PLC憑借其高可靠性和性價(jià)比,長期以來在中小型自動(dòng)化項(xiàng)目中占據(jù)重要地位。然而,該系列PLC設(shè)計(jì)年代較早,硬件上未集成以太網(wǎng)接口,僅通過RS485接口(9針端口)支持PPI協(xié)議通訊。隨著工業(yè)4.0和智能制造的推進(jìn),生產(chǎn)數(shù)據(jù)的實(shí)時(shí)采集、遠(yuǎn)程監(jiān)控及多設(shè)備協(xié)同成為現(xiàn)代化工廠的基本需求,S7-200PLC的通訊局限性逐漸凸顯:
1.數(shù)據(jù)孤島問題:無法直接接入工廠以太網(wǎng),難以與上位機(jī)、MES系統(tǒng)及其他以太網(wǎng)設(shè)備實(shí)現(xiàn)數(shù)據(jù)交互,形成信息孤島。
2.擴(kuò)展限制:傳統(tǒng)PPI協(xié)議通訊速率低(最高187.5kbps),且最多支持31個(gè)從站,無法滿足大規(guī)模數(shù)據(jù)采集需求。
3.維護(hù)成本高:依賴專用編程電纜或串口服務(wù)器進(jìn)行數(shù)據(jù)傳輸,穩(wěn)定性差,且需專業(yè)人員維護(hù)。
4.多系統(tǒng)集成難:無法直接與西門子S7-1200等新型PLC實(shí)現(xiàn)無縫對(duì)接,影響生產(chǎn)線升級(jí)改造。
某汽車零部件制造廠在生產(chǎn)線自動(dòng)化改造中便面臨上述問題。該廠沖壓車間仍在使用3臺(tái)西門子S7-200PLC(CPU226CN)控制沖壓設(shè)備,而新升級(jí)的裝配車間采用了2臺(tái)西門子S7-1200PLC(CPU1214CDC/DC/DC)。為實(shí)現(xiàn)全車間數(shù)據(jù)集中監(jiān)控,需解決S7-200與S7-1200PLC的跨系統(tǒng)通訊,同時(shí)接入上位機(jī)監(jiān)控系統(tǒng),并保留原有臺(tái)達(dá)DOP-B系列觸摸屏的本地操作功能。
二、解決方案與設(shè)備選型
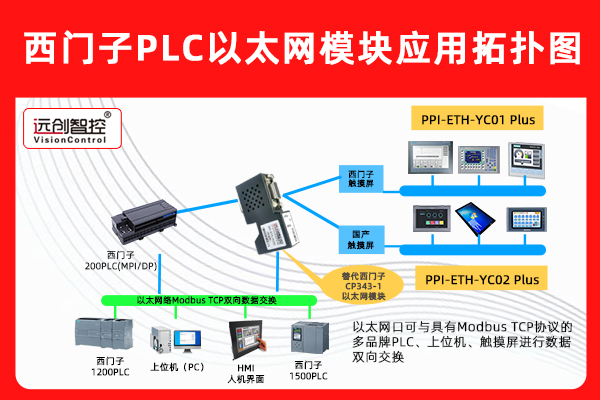
針對(duì)上述需求,經(jīng)過技術(shù)論證,最終選擇遠(yuǎn)創(chuàng)智控PPI-ETH-YC01Plus直通型以太網(wǎng)通訊處理器作為核心轉(zhuǎn)換設(shè)備。該模塊的核心優(yōu)勢在于:
1.協(xié)議轉(zhuǎn)換能力:可將S7-200PLC的PPI協(xié)議轉(zhuǎn)換為以太網(wǎng)協(xié)議,實(shí)現(xiàn)與S7-1200PLC及上位機(jī)的雙向數(shù)據(jù)通訊。
2.多接口兼容:配備1個(gè)9針PPI接口(兼容RS485)和1個(gè)RJ45以太網(wǎng)接口,9針口可同時(shí)連接S7-200PLC和第三方觸摸屏,無需額外分配接口。
3.工業(yè)級(jí)設(shè)計(jì):支持寬溫(-40℃~85℃)、抗電磁干擾,符合工業(yè)現(xiàn)場環(huán)境要求。
4.快速配置:通過網(wǎng)頁端即可完成參數(shù)設(shè)置,無需復(fù)雜編程,降低技術(shù)門檻。
主要設(shè)備清單:
| 設(shè)備名稱 | 品牌型號(hào) | 數(shù)量 | 作用 |
| 可編程控制器 | 西門子S7-200CPU226CN(6ES7216-2BD23-0XB8) | 3臺(tái) | 控制沖壓設(shè)備 |
| 可編程控制器 | 西門子S7-1200CPU1214C(6ES7214-1AG40-0XB0) | 2臺(tái) | 控制裝配線設(shè)備 |
| 以太網(wǎng)通訊處理器 | 遠(yuǎn)創(chuàng)智控PPI-ETH-YC01Plus | 3臺(tái) | 實(shí)現(xiàn)PPI與以太網(wǎng)協(xié)議轉(zhuǎn)換 |
| 觸摸屏 | 臺(tái)達(dá)DOP-B10S411 | 3臺(tái) | 本地設(shè)備操作與監(jiān)控 |
| 工業(yè)交換機(jī) | 華為S5720-28X-PWR-LI-AC | 1臺(tái) | 構(gòu)建工業(yè)以太網(wǎng) |
| 上位機(jī) | 研華IPC-610L | 1臺(tái) | 集中監(jiān)控與數(shù)據(jù)存儲(chǔ) |
| 編程軟件 | 西門子STEP7-Micro/WINV4.0SP9 | 1套 | S7-200PLC編程 |
| 編程軟件 | 西門子TIAPortalV16 | 1套 | S7-1200PLC編程 |
三、系統(tǒng)架構(gòu)設(shè)計(jì)
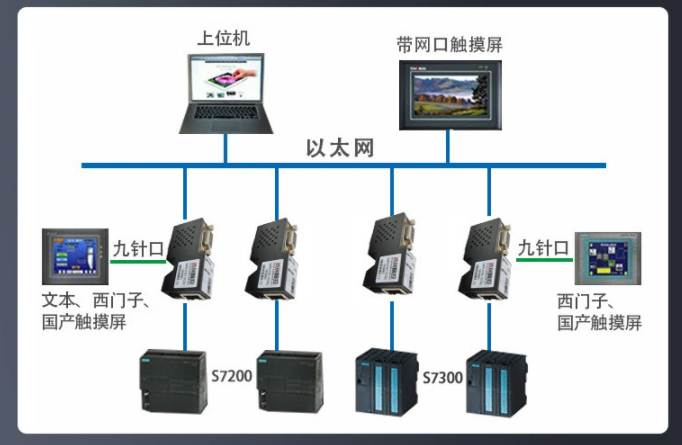
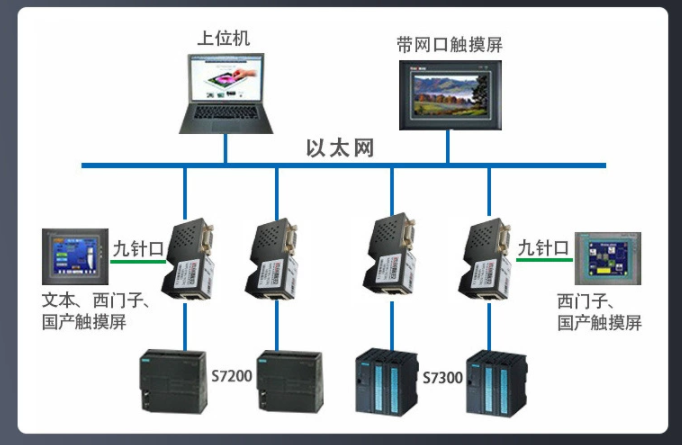
本系統(tǒng)采用三層架構(gòu)設(shè)計(jì),實(shí)現(xiàn)從設(shè)備層到監(jiān)控層的全鏈路數(shù)據(jù)交互:
1.設(shè)備層:3臺(tái)S7-200PLC分別通過9針PPI接口連接遠(yuǎn)創(chuàng)智控PPI-ETH-YC01Plus網(wǎng)關(guān)模塊,同時(shí)每臺(tái)模塊的9針口并聯(lián)接入臺(tái)達(dá)觸摸屏,實(shí)現(xiàn)本地操作與遠(yuǎn)程監(jiān)控的并行運(yùn)行。
2.通訊層:通過華為工業(yè)交換機(jī)構(gòu)建星型以太網(wǎng)拓?fù)洌瑢?臺(tái)遠(yuǎn)創(chuàng)智控模塊與2臺(tái)S7-1200PLC、1臺(tái)上位機(jī)連接,形成統(tǒng)一通訊網(wǎng)絡(luò)。
3.監(jiān)控層:上位機(jī)安裝WinCC監(jiān)控軟件,實(shí)時(shí)采集S7-200和S7-1200PLC的生產(chǎn)數(shù)據(jù),實(shí)現(xiàn)設(shè)備狀態(tài)監(jiān)控、報(bào)警記錄和數(shù)據(jù)趨勢分析。
系統(tǒng)數(shù)據(jù)流向設(shè)計(jì):
·S7-200PLC→遠(yuǎn)創(chuàng)智控模塊→以太網(wǎng)→S7-1200PLC(實(shí)現(xiàn)跨PLC數(shù)據(jù)交互)
·S7-200PLC→遠(yuǎn)創(chuàng)智控模塊→以太網(wǎng)→上位機(jī)(實(shí)現(xiàn)數(shù)據(jù)采集)
·上位機(jī)→以太網(wǎng)→遠(yuǎn)創(chuàng)智控模塊→S7-200PLC(實(shí)現(xiàn)遠(yuǎn)程控制)
·S7-200PLC?臺(tái)達(dá)觸摸屏(保留本地操作功能)
四、詳細(xì)配置過程
1.遠(yuǎn)創(chuàng)智控PPI-ETH-YC01Plus模塊參數(shù)配置
(1)硬件連接:將模塊的9針PPI接口通過西門子原裝PPI電纜(6ES7901-3CB30-0XA0)連接至S7-200CPU226的PORT0接口,同時(shí)通過分支電纜連接臺(tái)達(dá)觸摸屏的RS485接口;模塊的RJ45接口接入工業(yè)交換機(jī)。
(2)網(wǎng)絡(luò)參數(shù)設(shè)置:
·給模塊供電后,通過電腦直連模塊默認(rèn)IP(192.168.1.100),登錄網(wǎng)頁配置界面(用戶名/密碼:admin/admin)。
·在"網(wǎng)絡(luò)設(shè)置"頁面,修改IP地址為192.168.0.101(與工廠網(wǎng)段保持一致),子網(wǎng)掩碼255.255.255.0,網(wǎng)關(guān)192.168.0.1。
(3)PPI協(xié)議配置:
·在"串口設(shè)置"頁面,選擇PPI協(xié)議模式,波特率設(shè)置為187.5kbps(與S7-200PLC默認(rèn)波特率一致),校驗(yàn)位無,數(shù)據(jù)位8,停止位1。
·在"S7-200設(shè)置"頁面,填寫S7-200PLC的站號(hào)(默認(rèn)2),勾選"允許讀寫"權(quán)限,設(shè)置數(shù)據(jù)刷新周期為100ms。
(4)西門子協(xié)議配置:
·在"西門子協(xié)議"頁面,啟用S7Server功能,設(shè)置通訊端口102,支持S7協(xié)議客戶端訪問。
·配置數(shù)據(jù)映射表,將S7-200PLC的V存儲(chǔ)區(qū)(如VW100-VW200)映射為以太網(wǎng)寄存器,方便S7-1200PLC和上位機(jī)訪問。
2.S7-1200PLC通訊配置
(1)在TIAPortalV16中創(chuàng)建新項(xiàng)目,添加CPU1214C,配置其IP地址為192.168.0.201。
(2)添加S7通訊伙伴:
·在項(xiàng)目樹中選擇"添加新設(shè)備",通過"更多選項(xiàng)"添加"SIMATICS7-200"作為通訊伙伴。
·在網(wǎng)絡(luò)視圖中,通過拖拽建立S7-1200與S7-200(通過遠(yuǎn)創(chuàng)智控模塊映射)的S7連接。
(3)編程實(shí)現(xiàn)數(shù)據(jù)讀寫:
·使用"GET"指令讀取S7-200PLC的V區(qū)數(shù)據(jù)(如VW100為沖壓壓力值),通過映射地址192.168.0.101讀取。
·使用"PUT"指令向S7-200PLC寫入控制指令(如VW300為啟動(dòng)信號(hào)),實(shí)現(xiàn)遠(yuǎn)程控制。
//S7-1200PLC讀取S7-200數(shù)據(jù)示例代碼
CALL"GET","S7Connection_1"
REQ:=TRUE
ADDR_1:=W#16#1000//數(shù)據(jù)區(qū)起始地址
DATA_1:="Stamping_Pressure"http://存儲(chǔ)讀取的沖壓壓力值
NDR:="Data_Received"http://數(shù)據(jù)接收完成信號(hào)
ERROR:="Read_Error"http://讀取錯(cuò)誤信號(hào)
3.上位機(jī)監(jiān)控系統(tǒng)配置
(1)在研華IPC上安裝WinCCV7.5,創(chuàng)建新項(xiàng)目并添加"SIMATICS7-200/300/400"驅(qū)動(dòng)。
(2)添加通訊連接:
·新建S7-200連接,設(shè)置IP地址為192.168.0.101(遠(yuǎn)創(chuàng)智控模塊IP),端口102。
·配置數(shù)據(jù)變量,對(duì)應(yīng)S7-200PLC的V區(qū)地址(如VW100對(duì)應(yīng)"沖壓壓力",VW102對(duì)應(yīng)"溫度值")。
(3)畫面設(shè)計(jì):
·創(chuàng)建設(shè)備監(jiān)控主畫面,添加數(shù)據(jù)顯示控件、趨勢圖、報(bào)警窗口等元素。
·設(shè)置數(shù)據(jù)刷新周期為500ms,實(shí)現(xiàn)實(shí)時(shí)數(shù)據(jù)展示。
·配置操作權(quán)限,添加啟停控制按鈕,實(shí)現(xiàn)遠(yuǎn)程操作功能。
4.觸摸屏配置
臺(tái)達(dá)DOP-B10S411觸摸屏通過RS485接口與S7-200PLC的PORT0接口并聯(lián)連接(遠(yuǎn)創(chuàng)智控模塊支持PPI協(xié)議的多主站功能),在臺(tái)達(dá)ScreenEditor軟件中配置PPI通訊參數(shù):
·通訊協(xié)議:PPI
·波特率:187.5kbps
·PLC站號(hào):2
·數(shù)據(jù)地址:與S7-200PLC的V區(qū)對(duì)應(yīng)
五、系統(tǒng)調(diào)試與運(yùn)行效果
1.調(diào)試過程
(1)單機(jī)調(diào)試:分別測試S7-200與遠(yuǎn)創(chuàng)智控模塊的通訊,通過模塊網(wǎng)頁端的"數(shù)據(jù)監(jiān)控"功能驗(yàn)證V區(qū)數(shù)據(jù)是否正常刷新。
(2)聯(lián)機(jī)調(diào)試:
·測試S7-1200與S7-200的通訊:在TIAPortal中監(jiān)控"GET/PUT"指令的執(zhí)行狀態(tài),確認(rèn)數(shù)據(jù)讀寫正常。
·測試上位機(jī)與S7-200的通訊:在WinCC中強(qiáng)制變量,檢查S7-200PLC的響應(yīng)是否正確。
·測試觸摸屏與PLC的兼容性:操作觸摸屏按鈕,驗(yàn)證是否與上位機(jī)監(jiān)控畫面同步顯示狀態(tài)變化。
(3)壓力測試:模擬3臺(tái)S7-200PLC同時(shí)發(fā)送100點(diǎn)數(shù)據(jù),持續(xù)運(yùn)行24小時(shí),監(jiān)控系統(tǒng)穩(wěn)定性,無數(shù)據(jù)丟失或延遲現(xiàn)象。
2.運(yùn)行效果
(1)數(shù)據(jù)采集實(shí)時(shí)性:S7-200PLC的生產(chǎn)數(shù)據(jù)(如沖壓壓力、運(yùn)行速度、溫度等)可在100ms內(nèi)同步至S7-1200PLC和上位機(jī),滿足實(shí)時(shí)監(jiān)控需求。
(2)多系統(tǒng)協(xié)同:實(shí)現(xiàn)了沖壓車間與裝配車間的設(shè)備聯(lián)動(dòng),當(dāng)S7-200檢測到?jīng)_壓件不合格時(shí),通過遠(yuǎn)創(chuàng)智控模塊將信號(hào)發(fā)送至S7-1200,自動(dòng)暫停裝配線,避免不良品流入下工序。
(3)操作兼容性:臺(tái)達(dá)觸摸屏與上位機(jī)可同時(shí)對(duì)S7-200PLC進(jìn)行操作,模塊內(nèi)置的檢測機(jī)制確保了操作指令的優(yōu)先級(jí)執(zhí)行,避免控制不通。
(4)維護(hù)便捷性:通過以太網(wǎng)可遠(yuǎn)程下載S7-200PLC程序,無需到現(xiàn)場連接編程電纜,降低了維護(hù)成本。

六、案例總結(jié)與效益分析
1.解決的核心問題
(1)突破S7-200PLC無以太網(wǎng)接口的硬件限制,實(shí)現(xiàn)了與S7-1200PLC的跨系統(tǒng)通訊。
(2)保留原有觸摸屏的本地操作功能,無需更換設(shè)備即可完成系統(tǒng)升級(jí),降低改造成本。
(3)構(gòu)建了統(tǒng)一的以太網(wǎng)通訊網(wǎng)絡(luò),為后續(xù)接入MES系統(tǒng)和工業(yè)互聯(lián)網(wǎng)平臺(tái)奠定基礎(chǔ)。
2.經(jīng)濟(jì)效益
(1)改造費(fèi)用:相比更換3臺(tái)S7-200PLC為S7-1200PLC(約需15萬元),采用遠(yuǎn)創(chuàng)智控模塊方案僅投入3.5萬元(含模塊、交換機(jī)等設(shè)備),節(jié)省成本77%。
(2)生產(chǎn)效率:通過數(shù)據(jù)實(shí)時(shí)監(jiān)控和設(shè)備聯(lián)動(dòng),減少因信息滯后導(dǎo)致的停機(jī)時(shí)間,每月可增加有效生產(chǎn)時(shí)間約30小時(shí),按每小時(shí)產(chǎn)值5000元計(jì)算,年增產(chǎn)值約180萬元。
(3)維護(hù)成本:遠(yuǎn)程維護(hù)功能使工程師無需到現(xiàn)場即可處理問題,每年可節(jié)省差旅和工時(shí)成本約5萬元。
3.應(yīng)用擴(kuò)展
該方案不僅適用于汽車零部件行業(yè),還可廣泛應(yīng)用于食品飲料、包裝機(jī)械、水處理等使用S7-200PLC的工業(yè)場景。遠(yuǎn)創(chuàng)智控PPI-ETH-YC01Plus模塊的多協(xié)議支持能力(除PPI外,還可擴(kuò)展支持ModbusTCP/IP、OPCUA等),使其能夠適應(yīng)不同品牌設(shè)備的集成需求,具有較高的靈活性和性價(jià)比。
通過本案例可見,在工業(yè)自動(dòng)化升級(jí)過程中,無需完全淘汰老舊設(shè)備,選擇合適的通訊轉(zhuǎn)換模塊即可實(shí)現(xiàn)新老系統(tǒng)的無縫對(duì)接,以最小成本獲取最大效益,這正是工業(yè)通訊技術(shù)創(chuàng)新帶來的價(jià)值所在。
更多詳細(xì)內(nèi)容或具體配置過程可咨詢羽工。
審核編輯 黃宇
-
以太網(wǎng)
+關(guān)注
關(guān)注
41文章
6091瀏覽量
181311 -
plc
+關(guān)注
關(guān)注
5051文章
14682瀏覽量
487802 -
數(shù)據(jù)采集
+關(guān)注
關(guān)注
42文章
8182瀏覽量
121123 -
工業(yè)自動(dòng)化
+關(guān)注
關(guān)注
17文章
3192瀏覽量
70015
發(fā)布評(píng)論請(qǐng)先 登錄
西門子S7-200PLC借助于以太網(wǎng)轉(zhuǎn)換模塊同時(shí)與S7-1200PLC和西門子觸摸屏通訊案例

西門子S7-300系列PLC借助于以太網(wǎng)轉(zhuǎn)換模塊同時(shí)與S7-1200PLC和觸摸屏、通訊案例

西門子S7-1200和S7-1500 PLC系列模擬量傳感器怎么接線

西門子SMARTS7-200PLC與S7-1200PLC以太網(wǎng)通訊及PPI集成實(shí)現(xiàn)工業(yè)機(jī)械控制

西門子PLC工業(yè)控制案例:S7-200與S7-1200以太網(wǎng)通信實(shí)現(xiàn)多機(jī)協(xié)同

西門子SMARTS7-200與S7-1200PLC以太網(wǎng)通訊配置詳解(含上位機(jī)對(duì)接)

西門子S7-200與S7-1200通過PPI以太網(wǎng)模塊通訊,賦能汽車制造行業(yè)發(fā)展

西門子 S7-200?與 S7-1200?借 PPI?以太網(wǎng)模塊通訊,賦能食品行業(yè)進(jìn)步
依托 PPI 以太網(wǎng)模塊,西門子 S7-200 與 S7-1200 通訊助推食品行業(yè)前行
PLC以太網(wǎng)通訊模塊實(shí)現(xiàn):西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

MPI 轉(zhuǎn)以太網(wǎng)模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

plc以太網(wǎng)通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

依托PPI以太網(wǎng)模塊,西門子S7-200與S7-1200通訊助力食品加工行業(yè)進(jìn)步

西門子PLC(S7-1200/1500/300/400)的數(shù)據(jù)采集與監(jiān)控方案
西門子S7-200PLC借助于以太網(wǎng)模塊與STEP7上位機(jī)通訊應(yīng)用配置案例




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論