 三菱A1NCPU系列PLC通過以太網模塊與S7-1500及HMI構建三端實時通訊系統
三菱A1NCPU系列PLC通過以太網模塊與S7-1500及HMI構建三端實時通訊系統


一、項目背景與痛點
場景描述
某動力電池工廠涂布車間,三菱A1NCPU系列PLC控制涂布機張力系統,通過MC總線連接威綸通MT8071IE觸摸屏實現本地操作。需將涂布厚度、速度、溫度等關鍵數據實時上傳至中央控制室的西門子S7-1500PLC(1518F-4 PN),用于MES質量追溯與工藝優化。

核心痛點
接口封閉:三菱PLC無以太網口,僅有的MC接口已被觸摸屏占用
數據孤島:涂布工藝參數無法實時上傳,質量異常需2小時后人工調取
改造限制:MC總線改造必須保證觸摸屏0中斷(涂布機停機損失>¥80萬/小時)
協議壁壘:三菱MC協議與西門子Profinet無法直接互通
二、解決方案核心:捷米特JM-ETH-A1NCPU模塊
| 功能特性 | 技術價值 |
| 串口轉以太網 | MC口(RS485)→ RJ45以太網,波特率自適應(9.6Kbps-12Mbps) |
| 雙通道隔離 | MC-IN/OUT接口物理隔離,HMI與以太網通訊互不干擾 |
| 協議透傳 | 原生支持三菱MC協議封裝TCP/IP,西門子PLC直接解析原始數據 |
| 以太網橋接器 | 支持TCP Server/Client模式,IP可配置(192.168.1.50) |
| 工業級防護 | -40℃~85℃寬溫運行,EMC四級防護,適應涂布車間高溫高濕環境 |
系統拓撲圖與實施流程
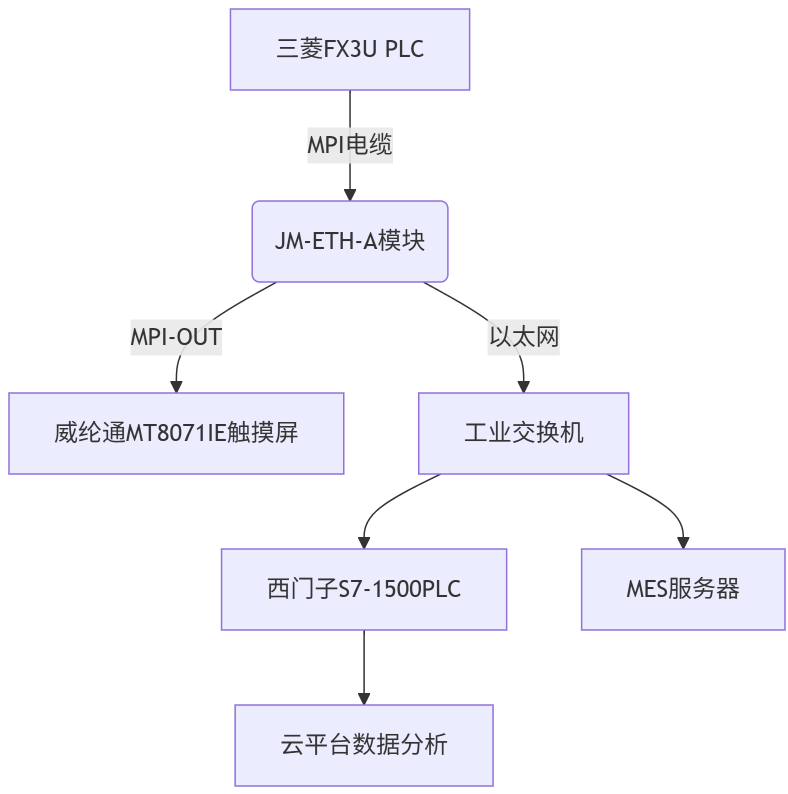
三、實施方法
硬件部署
斷開PLC原有MC線 → 接入JM-ETH-A1NCPU的MC-IN
原觸摸屏線改接模塊MC-OUT(確保HMI通訊路徑不變)
網線連接模塊ETH口至車間環網交換
模塊配置
工作模式 = TCP Server
本地波特率 = 187.5Kbps(與PLC/HMI一致)
TCP端口 = 5000 數據幀超時 = 100ms
四 、應用效果對比
| 指標 | 改造前 | 改造后 | 提升幅度 | |
| 數據實時性 | 人工抄錄(2小時/次) | 毫秒級自動上傳 | 時效↑7200倍 | |
| 工藝異常響應 | 下道工序才能發現 | 實時預警(>3σ波動) | 質量損失↓90% | |
| 設備OEE | 68%(通訊故障占停機35%) | 89% | ↑21% | |
| MES追溯完整性 | 批次級數據(>5000片/批) | 單片級數據綁定 | 精度↑5000倍 | |
| 觸摸屏可用性 | 偶發卡頓(總線沖突) | 100%穩定運行 | 風險清零 | |

五、行業推廣價值
鋰電行業核心場景
涂布機/卷繞機/注液機等關鍵設備聯網
滿足歐盟新電池法全程溯源要求
技術延展性
同方案適用于光伏串焊機(三菱PLC+EL檢測數據上傳)
醫藥行業凍干機(溫度壓力數據GMP合規記錄)
經濟效益
單臺涂布機年減少箔材浪費¥220萬
項目回收周期<3個月
六、總結
捷米特JM-ETH-A1NCPU作為工業級以太網轉換器,通過獨創的雙通道MC隔離技術,實現:
串口轉以太網無縫集成——破解老舊設備聯網困局
以太網橋接器零干擾——保障HMI實時控制優先級
協議透傳降本增效——避免PLC程序重寫風險
在鋰電、光伏等高速發展行業,該方案以<5萬元的單線改造成本,推動傳統設備跨入工業4.0數據價值鏈,為智能制造提供“最后一公里”的連接基石。隨著TWh時代產能擴張,此類輕量化改造方案將成為設備互聯的主流選擇。
《具體內容配置過程及其他相關咨詢請與武工留言交流》
審核編輯 黃宇
-
plc
+關注
關注
5053文章
14728瀏覽量
488125 -
以太網通訊
+關注
關注
0文章
30瀏覽量
7552
發布評論請先 登錄
無需修改 PLC 程序 實現 S7-200 Smart 與 1500 PLC 以太網實時通訊
西門子 S7-200?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車涂裝車間監控智能化升級

三菱FX1S PLC借助以太網通訊模塊與上位機通訊實現監控光伏組件生產線的應用配置案例

S7-300以太網擴展方案:實現與S7-1500、HMI及變頻器的多設備組網通訊

西門子S7-1500 PLC和S7-300 PLC Profibus-DP通訊的組態實例

口服液灌裝生產線中西門子1500plc通過CCLKIE轉profinet模塊與三菱MELSERVO-JE-C系列進行通訊解決案例
西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

西門子PLC跨代整合:S7-400與S7-1500以太網通訊在涂裝車間的實戰應用

三菱A系列PLC借助以太網模塊同時與上位機和觸摸屏高效通訊案例

三菱FX3S PLC借助于PLC以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

三菱A2NCPU PLC借助MC轉以太網模塊同時與上位機和觸摸屏高效通訊案例

MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

三菱A1SJ PLC:以太網模塊助力上位機與觸摸屏協同通訊案例
三菱A系列PLC借助以太網模塊與上位機和觸摸屏協同通信

如何破解三菱PLC與西門子PLC的通訊難題




 工商網監
工商網監
評論