 西門子PLC跨代通訊:SMARTS7-200與S7-1500以太網模塊組網控制數控機床
西門子PLC跨代通訊:SMARTS7-200與S7-1500以太網模塊組網控制數控機床

一.行業痛點與需求背景
在現代數控機床加工車間,自動化設備的互聯互通已成為提升生產效率、實現智能化管理的核心需求。然而,許多仍在服役的西門子S7-200系列PLC(尤其是SMART200型號)因硬件設計限制,未配備以太網接口,僅通過9針RS485串口實現有限通訊,這一缺陷成為制約車間智能化升級的主要瓶頸。
某重型機械制造企業的精密加工車間正面臨這一困境:車間內12臺數控車床均采用西門子SMARTS7-200PLC(型號ST40)作為控制核心,負責主軸轉速、進給量、刀庫切換等關鍵動作的邏輯控制。隨著企業推進智能制造改造,需要將這些設備接入以西門子S7-1500PLC(型號1511-1PN)為核心的車間級控制系統,并實現與上位機SCADA系統(WinCCV7.5)的數據交互。同時,車間原有3臺昆侖通態TPC1061H觸摸屏和2臺威綸通MT8102iE觸摸屏需保留使用,實現對單臺設備的本地操作與監控。
傳統解決方案存在明顯局限:若通過串口服務器實現通訊轉換,不僅需要復雜的協議轉換配置,還存在數據傳輸速率低(最高115200bps)、連接穩定性差等問題;若整體更換為帶以太網接口的新型PLC,將導致近30萬元的設備采購成本,且需重新編寫控制程序,停機改造周期長達2周,嚴重影響生產計劃。
二.解決方案與設備選型
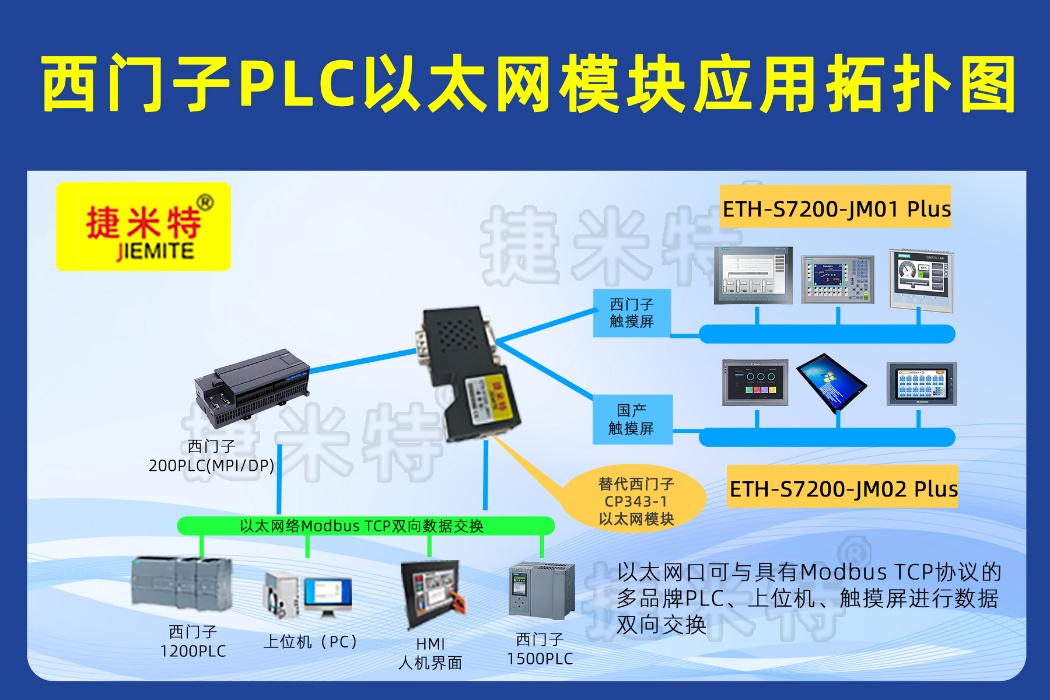
經過技術調研與方案論證,該企業最終選擇捷米特(Jiemite)ETH-S7200-JM01Plus直通型以太網通訊處理器作為核心轉換設備,構建低成本、高可靠性的通訊網絡。該模塊的核心優勢在于:
1.硬件兼容性:專為西門子S7-200系列PLC設計,通過9針DB9接口與SMARTS7-200的PORT0/1串口直接連接,無需改動PLC內部程序
2.多協議支持:同時支持西門子S7協議(Client/Server模式)、ModbusTCP協議,可無縫對接S7-1500PLC與各類上位機系統
3.接口擴展性:保留原9針串口的通訊能力,支持RS485/232切換,可同時連接不同品牌觸摸屏(兼容ModbusRTU協議)
4.工業級設計:寬溫工作范圍(-40℃~85℃)、抗電磁干擾(EMCLevel3),滿足機床車間惡劣電磁環境需求
本次改造涉及的主要設備清單如下:
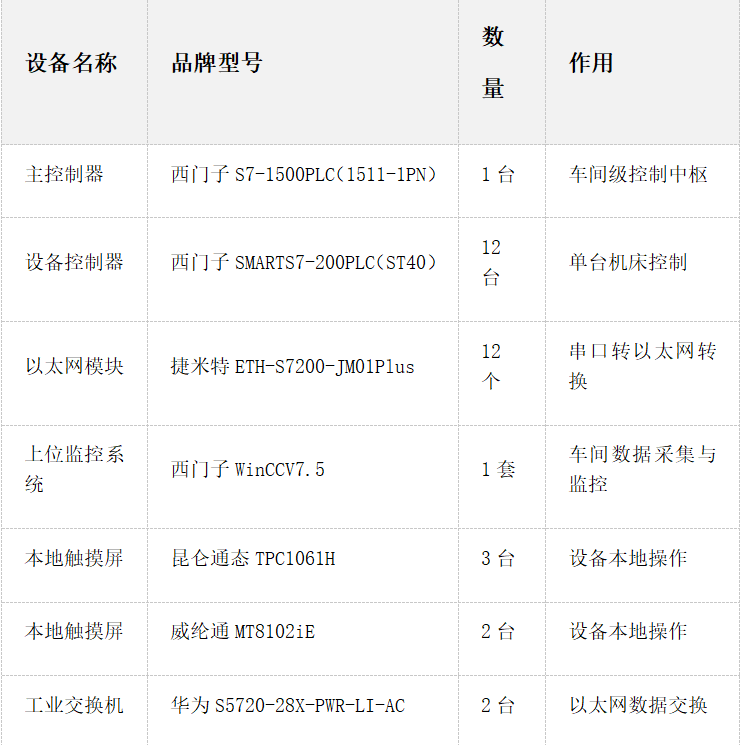
系統架構設計
整個通訊系統采用三層架構設計,實現設備層、控制層與監控層的無縫銜接:
1.設備層:12臺數控車床的SMARTS7-200PLC通過捷米特ETH-S7200-JM01Plus模塊實現串口轉以太網,每臺PLC的PORT0口連接以太網模塊,PORT1口保留用于連接本地觸摸屏(其中3臺連接昆侖通態觸摸屏,2臺連接威綸通觸摸屏,其余7臺暫未配置本地屏)
2.控制層:西門子S7-1500PLC作為主站,通過工業以太網與12個捷米特模塊建立S7協議通訊,實現對各設備的集中控制與數據采集
3.監控層:上位機WinCC系統通過ModbusTCP協議與捷米特模塊通訊,實時顯示設備運行參數、報警信息,并記錄生產數據
網絡拓撲采用星型結構:所有捷米特模塊與S7-1500PLC均接入華為工業交換機,交換機通過光纖與監控室上位機連接,保障數據傳輸穩定性。為避免網絡風暴,在交換機上配置了VLAN,將控制網絡與監控網絡邏輯隔離。
硬件安裝與接線
捷米特ETH-S7200-JM01Plus模塊的安裝過程遵循工業設備安裝規范:
1.模塊固定:將模塊通過DIN導軌安裝在數控機床的電氣柜內,與S7-200PLC保持5cm以上距離,避免電磁干擾
2.電源連接:采用DC24V供電,與PLC共用開關電源,確保接地可靠(接地電阻≤4Ω)
3.串口連接:使用捷米特原廠DB9公頭線纜(型號JM-CAB-003)連接模塊的COM口與S7-200PLC的PORT0口,接線定義如下:
o模塊3腳(A+)→PLC3腳(A)
o模塊8腳(B-)→PLC8腳(B)
o模塊5腳(GND)→PLC5腳(SG)
4.以太網連接:使用超五類屏蔽網線連接模塊ETH口與工業交換機,網線兩端做好屏蔽層接地
5.觸摸屏連接:對于需要本地操作的機床,將觸摸屏通過另一根DB9線纜連接至S7-200PLC的PORT1口,昆侖通態與威綸通觸摸屏均采用標準ModbusRTU通訊接線(A接A,B接B,GND接GND)
安裝完成后,檢查各連接點是否牢固,用扎帶整理線纜,避免與強電線路并行敷設。
三.模塊參數配置
捷米特ETH-S7200-JM01Plus模塊支持Web配置與專用軟件配置兩種方式,本次采用后者(捷米特ConfigToolV2.3.5)進行參數設置:
1.網絡參數設置:
oIP地址:192.168.0.101~192.168.0.112(按設備編號遞增)
o子網掩碼:255.255.255.0
o網關:192.168.0.1(與S7-1500PLC網關一致)
2.串口參數設置(與S7-200PLCPORT0匹配):
o波特率:187500bps(S7-200默認最高波特率)
o數據位:8位
o停止位:1位
o校驗位:無
o通訊協議:PPI(西門子專用協議)
3.以太網協議設置:
o主協議:S7Server(允許S7-1500PLC作為Client訪問)
o從協議:ModbusTCPServer(允許WinCC上位機訪問)
o數據映射:將S7-200的V區(V0.0~V500.0)映射為Modbus地址(40001~45001)
4.高級設置:
o心跳檢測:使能(超時時間30秒)
o數據緩存:使能(緩存大小1024字節)
o斷線重連:自動重連(間隔5秒)
配置完成后,點擊"寫入設備"按鈕將參數下載至模塊,重啟模塊使配置生效。通過ConfigTool的"設備搜索"功能確認所有模塊均能正常通訊。
S7-1500PLC通訊程序開發
西門子S7-1500PLC作為主站,需編寫通訊程序實現與12個捷米特模塊的數據交互,采用TIAPortalV16編程環境:
1.硬件組態:
o在項目中添加S7-1500PLC(1511-1PN),配置其PROFINET接口IP為192.168.0.1
o添加"通用TCP/IP"設備,分別對應12個捷米特模塊,設置IP地址與模塊一一對應
2.通訊程序設計:
o使用"TSEND_C"和"TRCV_C"指令實現基于S7協議的客戶端通訊
o采用輪詢機制與12個模塊依次通訊,每個模塊的通訊周期設為100ms
o發送區:DB1.DBW0~DB1.DBW20(控制指令,如主軸啟動、進給控制等)
o接收區:DB2.DBW0~DB2.DBW50(狀態數據,如當前轉速、進給量、報警代碼等)
3.錯誤處理:
o檢測通訊超時(設置超時時間500ms)
o記錄通訊錯誤代碼(存儲在DB3中)
o實現錯誤重試機制(最多3次重試)
程序片段示例:
plaintext
//捷米特模塊1通訊控制
IF"模塊1_通訊允許"THEN
"TSEND_C_模塊1".REQ:=TRUE;
"TSEND_C_模塊1".DATA:="控制指令_模塊1";
IF"TSEND_C_模塊1".DONETHEN
"TRCV_C_模塊1".REQ:=TRUE;
IF"TRCV_C_模塊1".DONETHEN
"狀態數據_模塊1":="TRCV_C_模塊1".DATA;
"模塊1_通訊正常":=TRUE;
END_IF;
END_IF;
END_IF;
上位機與觸摸屏配置
1.WinCC上位機配置:
o在WinCC中添加ModbusTCP驅動,創建12個驅動連接,分別指向各捷米特模塊IP
o定義變量標簽:對應Modbus地址40001~45001(映射S7-200的V區數據)
o設計監控畫面:包含設備運行狀態、實時參數曲線、報警信息列表等
o配置數據歸檔:每5秒記錄一次關鍵參數,存儲周期為30天
2.觸摸屏配置:
o昆侖通態TPC1061H:在MCGS組態軟件中選擇"西門子S7-200PPI"驅動,設置波特率187500bps,讀取PLC的I區和V區數據
o威綸通MT8102iE:在EBPro軟件中選擇"ModbusRTU"驅動,配置串口參數與PLCPORT1匹配,實現數據讀寫
四.系統調試與運行效果
系統調試分為三個階段進行:
1.單體調試:逐一檢查每個捷米特模塊的通訊狀態,通過ConfigTool的"數據監視"功能確認模塊能正確讀取S7-200PLC的V區數據,寫入測試數據驗證通訊雙向性
2.聯機調試:啟動S7-1500PLC程序,監控數據收發情況,調整輪詢周期確保所有設備通訊流暢;測試上位機WinCC與模塊的Modbus通訊,驗證數據一致性
3.負載測試:模擬12臺設備同時運行的工況,連續72小時監控通訊穩定性,記錄數據傳輸延遲(平均12ms)和丟包率(0%)
實際運行效果顯示:
1.通訊性能:數據更新周期縮短至100ms,較原串口方案提升10倍以上
2.可靠性:連續運行3個月無通訊中斷,平均無故障工作時間(MTBF)達1800小時
3.擴展性:新增2臺設備時,僅需配置新模塊IP地址即可接入系統,調試時間不足1小時
4.經濟性:整體改造成本約8萬元,僅為更換PLC方案的27%,且實現了原有觸摸屏的復用
五.應用總結與擴展建議
捷米特ETH-S7200-JM01Plus網關模塊在本次數控機床通訊升級項目中表現出顯著優勢,成功解決了S7-200PLC無以太網接口的行業痛點,同時兼顧了多品牌觸摸屏的兼容需求。該方案的核心價值在于:
1.兼容性設計:既支持西門子專有協議,又兼容標準Modbus協議,實現了新舊設備的無縫對接
2.雙接口設計:保留原串口功能,避免了觸摸屏的重復投資,降低改造成本
3.工業級可靠性:在機床車間強電磁干擾環境下保持穩定運行,滿足工業控制要求
對于后續擴展,建議:
1.增加OPCUA服務器功能,實現與MES系統的數據對接
2.配置模塊的SNMP功能,實現遠程診斷與維護
3.對于有更高實時性要求的場景,可升級至捷米特ETH-S7200-JM02型號(支持PROFINET協議)
本案例證明,采用專業的串口轉以太網模塊是解決老舊PLC通訊升級的經濟有效方案,尤其適合對生產連續性要求高、預算有限的制造企業。捷米特ETH-S7200-JM01Plus模塊憑借其穩定的性能和靈活的配置,為數控機床智能化改造提供了可靠的通訊保障。
更多詳細內容或具體配置過程可咨詢羽工。
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6117瀏覽量
181407 -
plc
+關注
關注
5053文章
14728瀏覽量
488107 -
數據采集
+關注
關注
42文章
8267瀏覽量
121187
發布評論請先 登錄
無需修改 PLC 程序 實現 S7-200 Smart 與 1500 PLC 以太網實時通訊
西門子 PLC?跨代融合:S7-400 與 S7-1500?以太網通訊在生活用紙造紙線的實戰落地

西門子 S7-200?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車涂裝車間監控智能化升級

西門子 S7-200 SMART?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車車身焊裝車間監控智能化升級
基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操

西門子S7-1500 PLC和S7-300 PLC Profibus-DP通訊的組態實例

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

西門子SMARTS7-200PLC與S7-1200PLC以太網通訊及PPI集成實現工業機械控制

西門子SMARTS7-200與S7-1200PLC以太網通訊配置詳解(含上位機對接)

西門子SMARTS7-200PLC與S7-1500PLC以太網通訊及PPI集成實現分布式IO控制

西門子PLC跨代整合:S7-400與S7-1500以太網通訊在涂裝車間的實戰應用

西門子S7-200與S7-1200通過PPI以太網模塊通訊,賦能汽車制造行業發展

西門子S7-300PLC MPI轉以太網通訊模塊在840DSL數控系統中的應用案例

MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例




 工商網監
工商網監
評論