") 西門子S7-300 PLC通過MPI以太網(wǎng)通訊處理器達成與MES雙向通訊
西門子S7-300 PLC通過MPI以太網(wǎng)通訊處理器達成與MES雙向通訊

行業(yè)痛點:傳統(tǒng)PLC的“無網(wǎng)口”困境
在電子制造行業(yè),生產(chǎn)數(shù)據(jù)的實時采集與分析是實現(xiàn)智能制造的核心基礎。某大型電子車間主要生產(chǎn)智能手機主板,車間內多條SMT生產(chǎn)線、插件線均采用西門子S7-300系列PLC進行設備控制——其中主力控制器為西門子CPU315-2DP(型號6ES7315-2AH14-0AB0),配套SM321數(shù)字量輸入模塊(6ES7321-1BH02-0AA0)、SM322數(shù)字量輸出模塊(6ES7322-1BH01-0AA0)及SM331模擬量輸入模塊(6ES7331-7KF02-0AB0),負責管控貼片機、回流焊爐、AOI檢測設備的運行邏輯。

然而,西門子S7-300系列PLC(尤其是早期型號)未集成以太網(wǎng)接口,僅支持MPI(多點接口)和PROFIBUS-DP總線通訊。這導致車間面臨三大痛點:
1. 數(shù)據(jù)采集滯后:傳統(tǒng)通過PROFIBUS-DP總線連接上位機的方式,數(shù)據(jù)刷新周期長達2-3秒,無法滿足MES系統(tǒng)對實時生產(chǎn)狀態(tài)(如設備稼動率、產(chǎn)能數(shù)據(jù))的監(jiān)控需求;
2. 擴展成本高:若更換帶網(wǎng)口的新型PLC(如S7-1200/1500系列),需重新編寫程序、更換I/O模塊,單條產(chǎn)線改造成本超10萬元,且停產(chǎn)改造會影響訂單交付;
3. 協(xié)議兼容性差:車間MES系統(tǒng)(基于甲骨文MES套件)僅支持TCP/IP協(xié)議的數(shù)據(jù)接入,而PLC原生的MPI/DP協(xié)議需通過專用網(wǎng)關轉換,穩(wěn)定性差且調試復雜。
解決方案:捷米特ETH-S7300-JM01 MPI以太網(wǎng)通訊處理器的“橋梁”作用
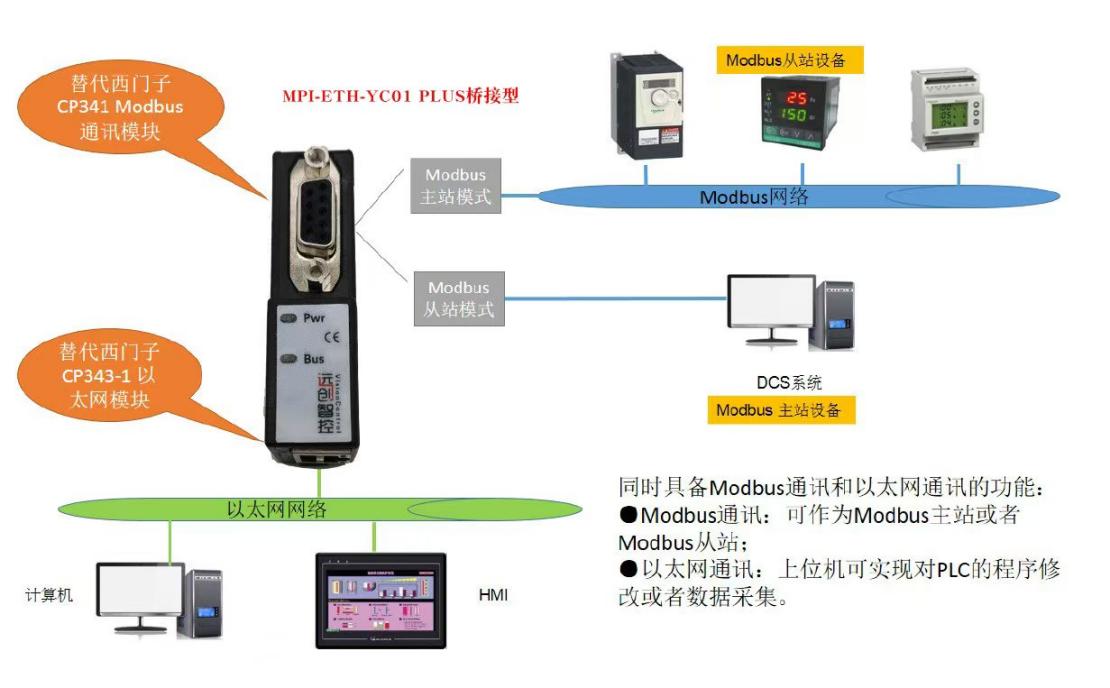
為解決“無網(wǎng)口”痛點,車間技術團隊經(jīng)調研測試,選擇捷米特(JMT)的ETH-S7300-JM01 MPI以太網(wǎng)通訊模塊作為核心升級部件。該模塊專為西門子S7-300 PLC設計,具備以下特性:
· 硬件接口:一端通過MPI/DP接口直接連接S7-300 PLC的通訊端口,另一端集成10/100M自適應以太網(wǎng)口,支持TCPClient/Server模式;
· 協(xié)議支持:內置西門子S7通訊協(xié)議(S7COMM),可直接讀取PLC內部的輸入/輸出(I/Q)、定時器(T)、計數(shù)器(C)及數(shù)據(jù)塊(DB)數(shù)據(jù),無需修改PLC原有程序;
· 穩(wěn)定性:工業(yè)級設計(-40℃~85℃工作溫度,IP30防護),支持斷線重連和數(shù)據(jù)緩存,適配電子車間多粉塵、強電磁干擾的環(huán)境。
實施過程:從硬件部署到數(shù)據(jù)打通的全流程
1.設備清單與拓撲設計
本次改造涉及的核心設備包括:
· 控制層:西門子S7-300 PLC(CPU315-2DP)及配套I/O模塊;
· 通訊層:捷米特ETH-S7300-JM01 MPI以太網(wǎng)通訊模塊(數(shù)量:6臺,每條產(chǎn)線1臺)、華為S1700-24GR工業(yè)交換機(2臺,冗余部署);
· 管理層:MES服務器(戴爾PowerEdgeR750)、數(shù)據(jù)采集終端(研華IPC-610L)。
網(wǎng)絡拓撲采用“星型結構”:每臺ETH-S7300-JM01 MPI以太網(wǎng)模塊通過MPI電纜(西門子6ES7901-0BF00-0AA0)連接PLC的MPI端口,模塊以太網(wǎng)口通過超五類網(wǎng)線接入車間局域網(wǎng)交換機,交換機再通過光纖鏈路連接至MES服務器所在的中控室網(wǎng)絡,實現(xiàn)“PLC→以太網(wǎng)模塊→交換機→MES”的層級數(shù)據(jù)傳輸。
2.模塊配置與參數(shù)匹配
ETH-S7300-JM01 MPI以太網(wǎng)通訊模塊的配置通過捷米特專用軟件“JMT-ETH-ConfigV2.3”完成,關鍵步驟如下:
· 基礎參數(shù)設置:為模塊分配靜態(tài)IP(如192.168.1.101~106,與MES服務器IP192.168.1.200同網(wǎng)段),子網(wǎng)掩碼255.255.255.0,網(wǎng)關192.168.1.1;設置MPI通訊速率為187.5kbps(與PLC的MPI端口速率一致),PLC地址設為2(默認值,與車間PLC地址規(guī)劃匹配)。
· 數(shù)據(jù)點映射:根據(jù)MES需求,定義需采集的12類關鍵數(shù)據(jù),包括:
o 設備運行狀態(tài)(DB1.DBX0.0:1=運行,0=停機);
o 實時產(chǎn)量(DB1.DBW2:整數(shù)型,單位:片);
o 回流焊爐溫度(DB2.DBD4:浮點型,單位:℃);
o AOI檢測不良數(shù)(DB3.DBW0:整數(shù)型);
o 設備報警代碼(DB4.DBW2:整數(shù)型,如1001=電機故障)。
軟件支持“地址拖拽式”配置,無需手動編寫通訊代碼,映射完成后生成XML格式配置文件,導入模塊即可生效。
· TCP通訊設置:將模塊設為TCPClient模式,目標IP指向MES服務器(192.168.1.200),端口號502(MES系統(tǒng)預設的ModbusTCP端口),數(shù)據(jù)發(fā)送周期設為100ms(滿足實時性要求),并啟用“斷網(wǎng)緩存”功能(緩存容量1000條,網(wǎng)絡恢復后自動補發(fā))。
3.MES端對接與調試
MES系統(tǒng)側通過定制開發(fā)的“PLC數(shù)據(jù)接入服務”接收模塊發(fā)送的數(shù)據(jù),該服務基于C#語言開發(fā),采用Socket通訊機制,核心功能包括:
· 數(shù)據(jù)解析:將模塊發(fā)送的二進制數(shù)據(jù)流(遵循S7COMM協(xié)議格式)解析為可讀的生產(chǎn)數(shù)據(jù),如將DB1.DBW2的十六進制值0x03E8轉換為十進制1000(即產(chǎn)量1000片);
· 異常處理:當接收超時(超過3秒未收到數(shù)據(jù))時,觸發(fā)報警并記錄日志,同時向模塊發(fā)送“重傳指令”;
· 數(shù)據(jù)存儲:解析后的數(shù)據(jù)實時寫入MES數(shù)據(jù)庫(Oracle19c),供生產(chǎn)看板、報表分析模塊調用。
調試階段重點驗證了三項指標:
· 通訊穩(wěn)定性:連續(xù)72小時測試,模塊與MES的通訊中斷次數(shù)為0,數(shù)據(jù)丟包率<0.01%;
· 實時性:數(shù)據(jù)從PLC到MES的傳輸延遲穩(wěn)定在150-200ms,滿足車間“秒級監(jiān)控”需求;
· 兼容性:模塊采集的數(shù)據(jù)與PLC編程軟件(STEP7V5.6)監(jiān)控的實時值一致,誤差率為0。
應用效果:從“數(shù)據(jù)孤島”到“透明化生產(chǎn)”
改造完成后,車間實現(xiàn)了三大提升:
1. 生產(chǎn)效率提升:MES系統(tǒng)可實時監(jiān)控每條產(chǎn)線的設備狀態(tài),當某臺貼片機出現(xiàn)“供料不足”報警(代碼2003)時,系統(tǒng)自動推送消息至物料員的PDA,響應時間從原來的5-8分鐘縮短至1分鐘內,設備稼動率提升8%;
2. 質量追溯優(yōu)化:通過采集AOI檢測的不良數(shù)據(jù),MES可實時統(tǒng)計不良率,當某批次主板不良率超過3%時,自動觸發(fā)停線檢查,減少返工成本約12萬元/月;
3. 改造成本可控:單條產(chǎn)線改造僅需ETH-S7300-JM01 MPI以太網(wǎng)通訊處理器,僅為更換新型PLC方案的5%,且改造可在設備換班間隙完成,無需停產(chǎn)。
總結
捷米特ETH-S7300-JM01 MPI以太網(wǎng)通訊模塊通過“即插即用”的方式,完美解決了西門子S7-300 PLC無網(wǎng)口的行業(yè)痛點,為電子車間搭建了從控制層到管理層的實時數(shù)據(jù)通道。該方案不僅降低了數(shù)字化改造的成本與風險,更驗證了“老舊設備升級無需全盤替換”的可行性,為同類制造企業(yè)的智能制造轉型提供了可復制的參考范例。
-
以太網(wǎng)
+關注
關注
41文章
6089瀏覽量
181304 -
西門子
+關注
關注
98文章
3350瀏覽量
120565 -
智能制造
+關注
關注
48文章
6260瀏覽量
80074
發(fā)布評論請先 登錄
西門子 S7-300 PLC?借助于 MPI?以太網(wǎng)通訊模塊與上位機通訊實現(xiàn)觸摸屏監(jiān)控快遞分揀中心的應用配置案例

西門子S7-300與S7-1200 PLC以太網(wǎng)通訊及HMI集成 實現(xiàn)瓶裝飲用水灌裝生產(chǎn)線監(jiān)控智能化升級

西門子 S7-300 PLC?通過 MPI?以太網(wǎng)模塊與上位機通訊實現(xiàn)飲料生產(chǎn)線狀態(tài)監(jiān)控的應用配置案例

西門子S7-300系列PLC借助于MPI轉以太網(wǎng)模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例

西門子S7-300系列PLC借助于以太網(wǎng)轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

基于以太網(wǎng)模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操

西門子S7-1500 PLC和S7-300 PLC Profibus-DP通訊的組態(tài)實例

西門子S7-300 PLC借助于MPI以太網(wǎng)通訊處理器實現(xiàn)與MES的雙向通訊

西門子S7-400 PLC與S7-1500 PLC以太網(wǎng)通訊及HMI集成實現(xiàn)涂裝車間監(jiān)控的智能化升級

西門子S7-300PLC MPI轉以太網(wǎng)通訊模塊在840DSL數(shù)控系統(tǒng)中的應用案例

PLC以太網(wǎng)通訊模塊實現(xiàn):西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

PLC 以太網(wǎng)通訊模塊:助力 S7-300 同時聯(lián)動 S7-1200、觸摸屏與 Modbus RTU 變頻器
MPI 轉以太網(wǎng)模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

plc以太網(wǎng)通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子PLC助力焊接生產(chǎn)線升級:S7-300與S7-1200以太網(wǎng)通訊及HMI集成方案




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論