 西門子S7-300PLC MPI轉以太網通訊模塊在西門子840D數控系統中的應用案例
西門子S7-300PLC MPI轉以太網通訊模塊在西門子840D數控系統中的應用案例


一.痛點分析
在精密機械加工領域,許多老舊的西門子840D數控系統配套的S7-300PLC(如CPU315-2DP)普遍存在硬件接口局限性問題。這些PLC通常僅配備MPI(多點接口)和DP(Profibus-DP)通信接口,缺乏以太網接口,導致無法直接接入工廠局域網實現遠程監控與數據采集。隨著工業4.0理念的深入推進,生產企業對設備狀態實時監控、數據追溯分析的需求日益迫切,傳統PLC的通信方式已成為制約智能化升級的瓶頸:一方面,維護人員需在設備現場通過編程器連接MPI接口進行調試,效率低下;另一方面,生產管理層難以實時獲取設備運行數據,無法實現精準的生產調度與預測性維護。
二.背景
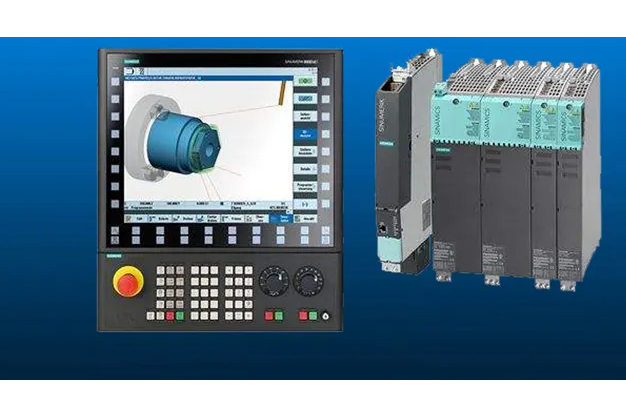
某重型機床制造企業于2010年投入使用的5臺西門子840D數控鏜銑床(型號SINUMERIK840Dsl),其控制系統由以下核心設備組成:
·數控系統:西門子SINUMERIK840Dsl(型號6FC5370-0AA00-3AA0)
·配套PLC:西門子S7-300系列CPU315-2DP(型號6ES7315-2AG10-0AB0)
·操作面板:西門子OP015(型號6FC5203-0AF02-0AA1)
該批設備主要用于加工大型風電設備法蘭盤,單臺設備日均運行16小時。隨著企業數字化車間建設推進,需要將這些設備的運行狀態(如主軸轉速、進給速度、報警信息等)實時上傳至MES系統,并在車間監控中心實現集中監控。由于S7-300PLC無以太網接口,無法直接與上位機通信,成為數字化改造的主要障礙。

三.解決方案
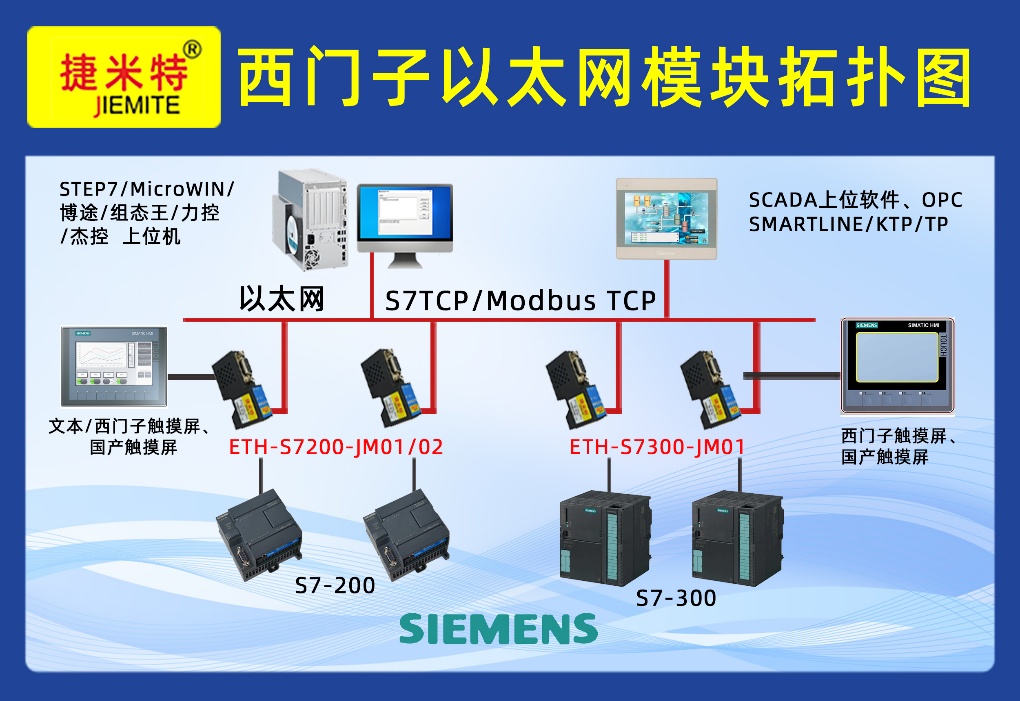
經過技術調研與方案對比,企業最終選擇采用遠創智控的MPI-ETH-YC01以太網模塊作為通信橋梁,構建"PLC-以太網模塊-上位機/觸摸屏"的通信架構。該方案具有以下優勢:
1.無需改造原有PLC硬件,通過MPI接口擴展以太網功能,降低改造風險
2.支持標準Modbus-TCP協議,可直接與主流SCADA軟件、觸摸屏兼容
3.工業級設計(工作溫度-40℃~85℃),適應車間復雜環境
4.支持10/100Mbps自適應以太網接口,滿足實時通信需求
四.核心設備清單
·以太網模塊:遠創智控MPI-ETH-YC01(型號MPI-ETH-YC01-V2.0)
·觸摸屏:威綸通MT8102iE(型號MT8102iE10.1英寸)
·上位機:研華IPC-610L(配置i5-8500處理器,8GB內存)
·組態軟件:西門子WinCCV7.5
五.實施過程
1.硬件連接
(1)MPI接口連接:使用西門子MPI專用電纜(型號6ES7901-0BF00-0AA0),一端連接S7-300PLC的MPI接口(位于CPU正面),另一端連接MPI-ETH-YC01模塊的MPI接口(采用DB9母頭)。
(2)以太網連接:通過超五類工業以太網電纜,將MPI-ETH-YC01模塊的RJ45接口連接至工業交換機;同時將觸摸屏和上位機分別接入同一交換機,形成局域網。
(3)供電配置:MPI-ETH-YC01模塊采用DC24V供電,從機床控制柜內的24V直流電源取電,確保與PLC共地,減少干擾。
2.模塊參數配置
使用遠創智控提供的ConfigTool軟件對MPI-ETH-YC01模塊進行參數配置:
·通信參數:MPI波特率設置為187.5kbps(與PLC的MPI接口保持一致),PLC地址設為2(原PLC默認地址)
·網絡參數:IP地址設置為192.168.1.10(與上位機、觸摸屏同網段),子網掩碼255.255.255.0
·協議設置:啟用Modbus-TCP服務器模式,映射PLC的數據區(輸入IB、輸出QB、定時器T、計數器C、數據塊DB)至Modbus地址空間
3.通信測試
通過ModbusPoll測試軟件驗證模塊通信功能:
·讀取PLC輸入點IB0(地址00001),對應機床急停信號
·讀取數據塊DB1.DBW2(地址40003),對應主軸實際轉速
·寫入輸出點QB0(地址00001),控制機床冷卻泵啟停
測試結果顯示,數據讀寫響應時間穩定在50ms以內,滿足實時監控需求。
4.上位機與觸摸屏組態
(1)WinCC組態:在WinCC中創建Modbus-TCP驅動連接,指向MPI-ETH-YC01模塊的IP地址,建立數據變量與Modbus地址的映射關系,開發包含以下功能的監控畫面:
·設備運行狀態總覽(主軸負載、進給速度、運行模式)
·報警信息實時顯示與歷史查詢
·關鍵工藝參數趨勢圖(如切削溫度、振動值)
·遠程控制權限管理
(2)觸摸屏組態:在威綸通EasyBuilderPro軟件中配置與MPI-ETH-YC01的Modbus-TCP連接,設計操作界面供現場操作人員使用,主要包含:
·手動/自動模式切換
·主軸參數設置
·故障復位操作
·生產計數統計
六.應用效果
項目實施后,系統運行穩定,主要實現了以下效益:
1.通信可靠性:模塊平均無故障運行時間(MTBF)超過10,000小時,數據傳輸準確率100%
2.維護效率提升:工程師可在辦公室通過上位機遠程監控PLC程序運行狀態,故障排查時間從平均2小時縮短至30分鐘
3.生產管理優化:通過實時采集設備運行數據,生產計劃達成率提升15%,設備利用率提高8%
4.成本節約:相比更換帶以太網接口的新型PLC方案,采用MPI-ETH-YC01模塊的改造成本降低60%
七.總結
遠創智控MPI-ETH-YC01以太網模塊通過創新的MPI轉以太網技術,成功解決了西門子S7-300PLC缺乏以太網接口的行業痛點,為老舊設備的數字化升級提供了經濟高效的解決方案。該案例表明,在工業自動化改造中,采用合適的通信擴展模塊可以在保護既有投資的前提下,快速實現設備的網絡化與智能化,為企業構建智能工廠奠定基礎。目前,該企業已將此方案推廣至其他12臺同類型設備,均取得良好應用效果。
更多詳細內容或具體配置過程可咨詢羽工。
審核編輯 黃宇
-
數據采集
+關注
關注
42文章
8100瀏覽量
121070 -
MPI
+關注
關注
2文章
125瀏覽量
20539 -
以太網通訊
+關注
關注
0文章
30瀏覽量
7546
發布評論請先 登錄
西門子 S7-300 PLC?借助于 MPI?以太網通訊模塊與上位機通訊實現觸摸屏監控快遞分揀中心的應用配置案例

西門子S7-300系列PLC借助于MPI轉以太網模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例

西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

MPI 轉以太網模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操

西門子S7-300PLC+以太網模塊:840D數控機床與上位機高速通信解決方案
S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC及觸摸屏的協同通信案例

西門子S7-300PLC借助于MPI轉以太網模塊同時和S7-1500PLC、觸摸屏以及Modbus RTU協議的變頻器通訊案例

西門子S7-300PLC MPI轉以太網通訊模塊在840DSL數控系統中的應用案例
西門子S7-300PLC借助于MPI轉以太網模塊同時與S7-1500PLC和西門子觸摸屏及Modbus RTU協議的變頻器通訊案例

西門子S7-300PLC借助于MPI轉以太網模塊同時和S7-1200PLC、觸摸屏以及ModbusRTU協議的變頻器通訊案例

MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊
plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC通信的實操案例

西門子840D數控系統備份及恢復方法



 工商網監
工商網監
評論