") PLC以太網(wǎng)通訊模塊實現(xiàn):S7-300借MPI轉(zhuǎn)以太網(wǎng)與S7-1500等多設(shè)備通訊
PLC以太網(wǎng)通訊模塊實現(xiàn):S7-300借MPI轉(zhuǎn)以太網(wǎng)與S7-1500等多設(shè)備通訊


一、行業(yè)選擇:光伏產(chǎn)業(yè)
光伏行業(yè)設(shè)備升級需求迫切,產(chǎn)能擴(kuò)張迅速,對設(shè)備數(shù)據(jù)聯(lián)網(wǎng)監(jiān)控、柔性化生產(chǎn)要求極高,是當(dāng)前自動化改造的熱點領(lǐng)域,具備顯著商業(yè)價值。
二、項目場景:光伏單晶爐控制系統(tǒng)升級
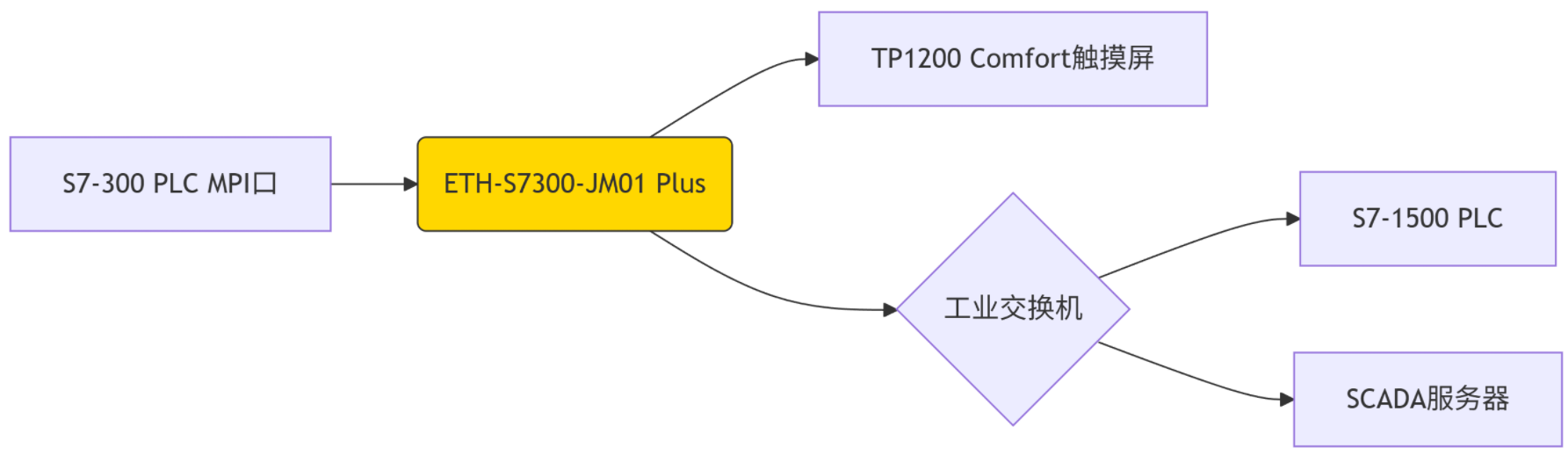
某光伏材料企業(yè)需將車間內(nèi)老式單晶爐的S7-300 PLC(6ES7315-2AG10-0AB0)接入新建的S7-1500中央監(jiān)控系統(tǒng)(6ES7515-2AM02-0AB0),實現(xiàn)工藝參數(shù)遠(yuǎn)程監(jiān)控與大數(shù)據(jù)分析。原系統(tǒng)通過MPI接口連接西門子TP1200 Comfort觸摸屏(6AV2124-0GC01-0AX0)進(jìn)行本地操作。

三、核心痛點
無網(wǎng)口瓶頸:S7-300僅有的MPI口已被觸摸屏占用,無法直接接入以太網(wǎng)
通訊沖突風(fēng)險:傳統(tǒng)方案需斷開觸摸屏,影響設(shè)備本地操作
數(shù)據(jù)孤島:單晶爐溫度、拉速等關(guān)鍵參數(shù)無法上傳至MES系統(tǒng)
改造窗口短:產(chǎn)線僅允許≤2小時停機(jī)改造時間
四、解決方案:
透明橋接技術(shù):在MPI總線上建立雙向數(shù)據(jù)隧道,同時服務(wù)觸摸屏和以太網(wǎng)通訊
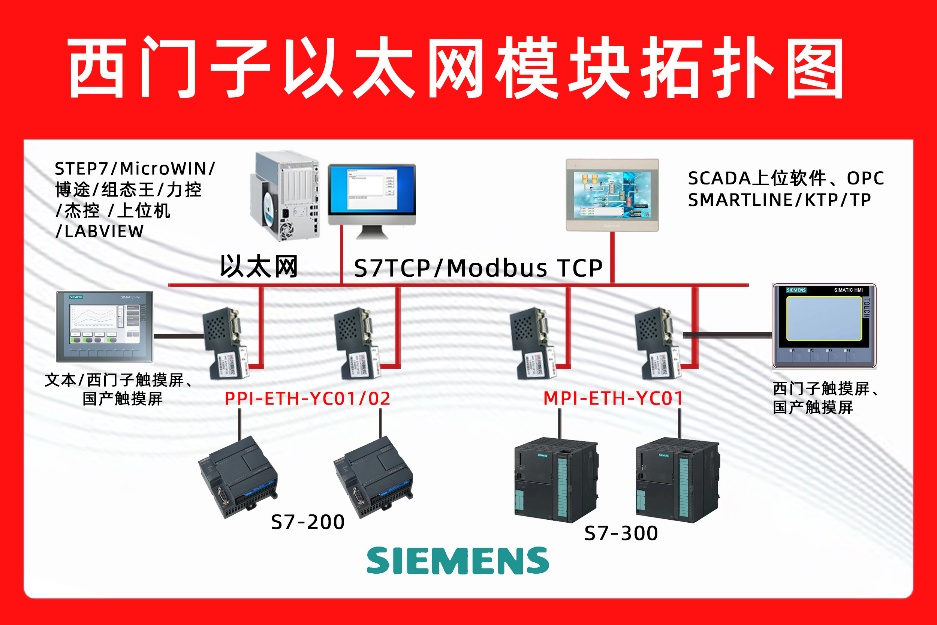
串口轉(zhuǎn)以太網(wǎng):將MPI物理層信號轉(zhuǎn)換為標(biāo)準(zhǔn)Profinet協(xié)議
零配置接入:自動識別波特率(19.2K/187.5Kbps自適應(yīng))
工業(yè)級防護(hù):-25~75℃寬溫,IP30防護(hù),支持DIN導(dǎo)軌安裝
雙通道隔離:電氣隔離保護(hù)PLC端口,抗車間電磁干擾
拓?fù)浣Y(jié)構(gòu)
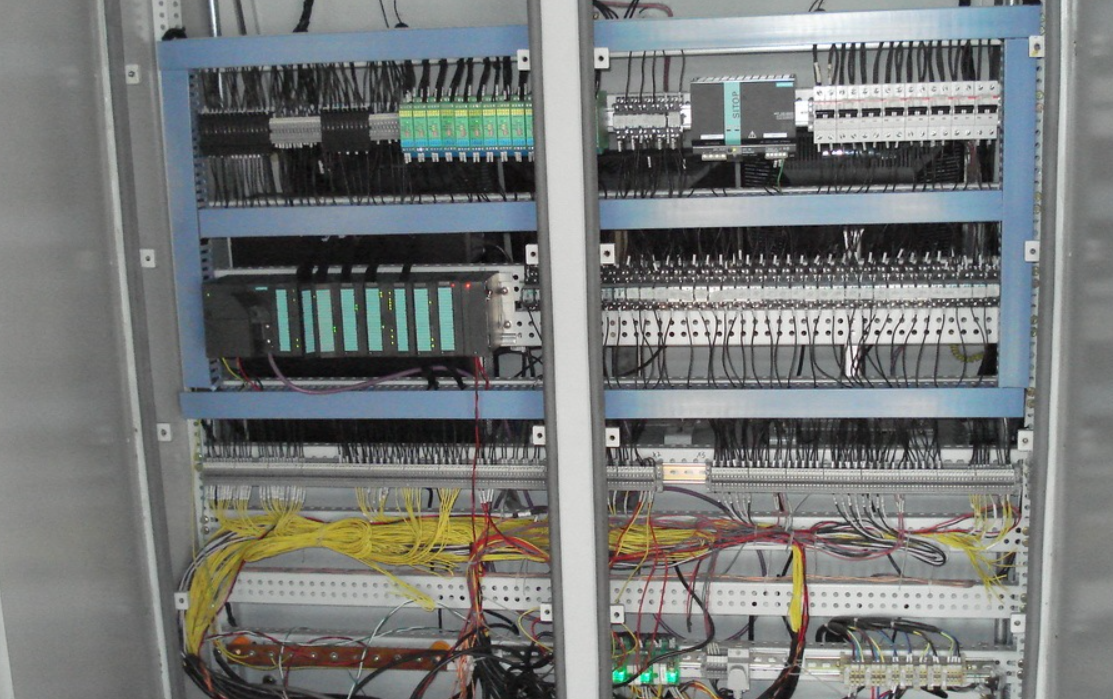
五、實施過程
硬件安裝
網(wǎng)絡(luò)配置
分配模塊IP:192.168.1.50/24(與S7-1500同網(wǎng)段)
功能驗證
觸摸屏操作:手動調(diào)整坩堝升降速度 → 實時響應(yīng)
網(wǎng)絡(luò)通信:SCADA讀取爐溫曲線(1s采樣周期)
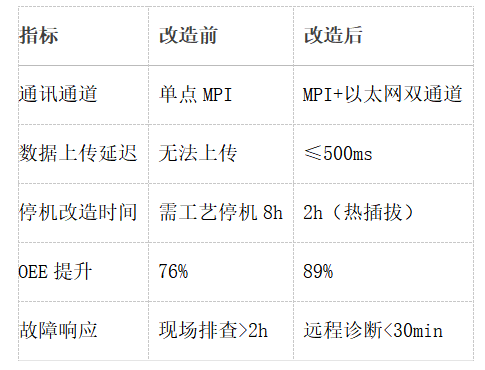
六、應(yīng)用效果對比
行業(yè)拓展建議
鋰電行業(yè):涂布機(jī)PLC數(shù)據(jù)采集(寧德時代模式)
痛點:高精度膜厚數(shù)據(jù)需實時監(jiān)控
方案:ETH模塊傳輸S7-300數(shù)據(jù)至MES
制藥行業(yè):凍干機(jī)合規(guī)性審計追蹤
痛點:FDA 21 CFR Part 11要求數(shù)據(jù)完整性
方案:通過以太網(wǎng)轉(zhuǎn)換器上傳批次參數(shù)

七、項目總結(jié)
捷米特ETH-S7300-JM01 Plus作為串口轉(zhuǎn)以太網(wǎng)的關(guān)鍵設(shè)備,通過創(chuàng)新的以太網(wǎng)橋接器架構(gòu),在光伏單晶爐改造中實現(xiàn):
?零干擾通訊:保留觸摸屏的同時新增以太網(wǎng)通道
?極速部署:2小時/臺的改造效率滿足產(chǎn)線窗口期
?數(shù)據(jù)賦能:關(guān)鍵工藝參數(shù)上傳使良品率提升15%
?投資保護(hù):20年老設(shè)備接入工業(yè)物聯(lián)網(wǎng)系統(tǒng)
該方案已在國內(nèi)TOP3硅片廠商規(guī)模化應(yīng)用,單廠部署超300臺,證明其在高電磁干擾、多粉塵的工業(yè)場景中具備卓越穩(wěn)定性,是傳統(tǒng)設(shè)備網(wǎng)絡(luò)化改造的優(yōu)選方案。
《具體內(nèi)容配置過程及其他相關(guān)咨詢請與武工留言交流》
審核編輯 黃宇
-
以太網(wǎng)
+關(guān)注
關(guān)注
41文章
6085瀏覽量
181283 -
數(shù)據(jù)采集
+關(guān)注
關(guān)注
42文章
8150瀏覽量
121111
發(fā)布評論請先 登錄
S7-300 通過以太網(wǎng)模塊連接上位機(jī)快遞分揀系統(tǒng)
無需修改 PLC 程序 實現(xiàn) S7-200 Smart 與 1500 PLC 以太網(wǎng)實時通訊
西門子 PLC?跨代融合:S7-400 與 S7-1500?以太網(wǎng)通訊在生活用紙造紙線的實戰(zhàn)落地

西門子S7-300系列PLC借助于MPI轉(zhuǎn)以太網(wǎng)模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例

MPI 轉(zhuǎn)以太網(wǎng)模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰(zhàn)

基于以太網(wǎng)模塊:西門子 S7-300PLC 與 LABVIEW 上位機(jī)通訊配置實操

西門子S7-1500 PLC和S7-300 PLC Profibus-DP通訊的組態(tài)實例

西門子S7-400 PLC與S7-1500 PLC以太網(wǎng)通訊及HMI集成實現(xiàn)涂裝車間監(jiān)控的智能化升級

S7-300PLC通過MPI轉(zhuǎn)以太網(wǎng)模塊實現(xiàn)與S7-1500PLC及觸摸屏的協(xié)同通信案例

西門子PLC跨代整合:S7-400與S7-1500以太網(wǎng)通訊在涂裝車間的實戰(zhàn)應(yīng)用

西門子S7-300PLC MPI轉(zhuǎn)以太網(wǎng)通訊模塊在840DSL數(shù)控系統(tǒng)中的應(yīng)用案例

PLC以太網(wǎng)通訊模塊實現(xiàn):西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

MPI 轉(zhuǎn)以太網(wǎng)模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

西門子PLC助力焊接生產(chǎn)線升級:S7-300與S7-1200以太網(wǎng)通訊及HMI集成方案

西門子S7-300PLC通過MPI轉(zhuǎn)以太網(wǎng)模塊實現(xiàn)與S7-1500PLC通信的實操案例




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論