 實戰指南:實現S7-200 PLC通過PPI-以太網通訊模塊與西門子觸摸屏的通訊配置
實戰指南:實現S7-200 PLC通過PPI-以太網通訊模塊與西門子觸摸屏的通訊配置

一、行業背景與痛點分析
在現代制造業中,自動化控制系統的高效通信與數據交互是保障生產連續性、提升管理效率的核心環節。然而,部分仍在服役的傳統PLC設備因技術迭代限制,存在顯著的通信瓶頸——以西門子S7-200系列PLC為例,其作為早期主流小型PLC,廣泛應用于機床、流水線、包裝設備等場景,但硬件設計中未集成以太網接口,僅支持PPI(點對點接口)等串行通信方式。
某汽車零部件制造廠便面臨這一典型問題。該工廠的發動機缸體加工線采用西門子S7-226 CN PLC作為控制核心,負責統籌20余臺伺服電機、傳感器及執行器的協同工作。隨著智能制造升級需求,工廠計劃引入人機交互界面實現生產參數實時監控、故障報警及工藝調整,但傳統方案存在三大痛點:
1.通信方式受限:S7-226CN僅通過RS485接口支持PPI協議,若直接連接觸摸屏需采用串行總線布線,傳輸速率僅為187.5kbps,無法滿足大量實時數據(如主軸轉速、進給量、溫度等)的高頻交互需求。
2.布線復雜度高:生產線長約50米,若采用串行通信需單獨布設屏蔽線纜,且需考慮接地與抗干擾設計,不僅增加材料成本,還會因線路故障導致停機風險上升。
3.擴展性不足:未來計劃接入MES系統實現生產數據上傳,但PPI協議不支持以太網層級的網絡互聯,難以融入工廠局域網架構。
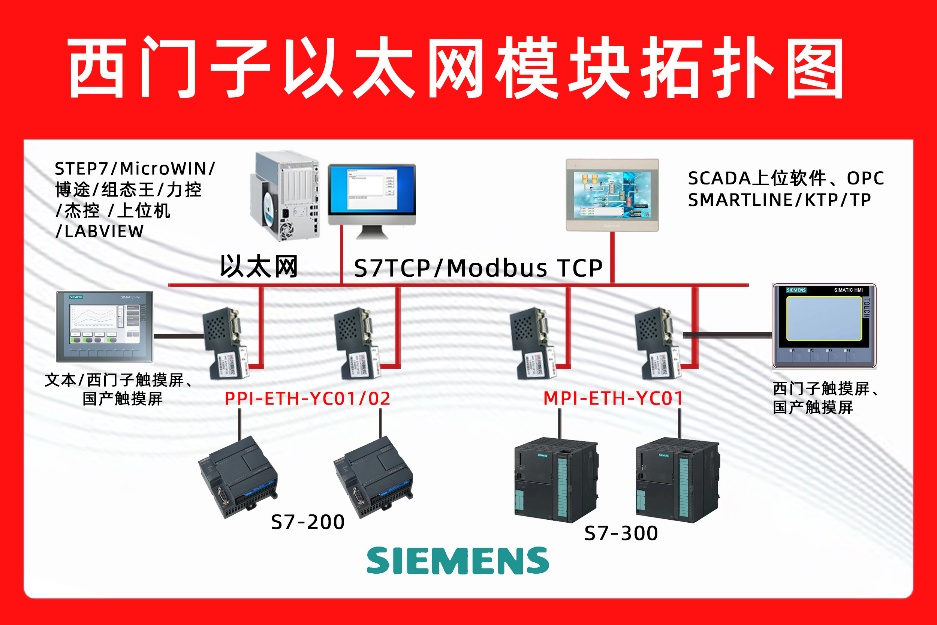
針對上述問題,技術團隊經過調研,最終選擇通過遠創智控PPI-ETH-YC01以太網通訊模塊實現PLC與觸摸屏的以太網通信,突破傳統硬件限制。

二、解決方案與設備選型
1.核心設備清單
·主控設備:西門子S7-200 PLC,負責生產線邏輯控制與數據采集。
·以太網轉換模塊:遠創智控PPI-ETH-YC01以太網通訊處理器,支持PPI協議與以太網協議的雙向轉換,實現PLC的網絡擴展。
·人機界面:西門子Smart700IEV3觸摸屏(6AV6648-0CC11-3AX0),7英寸高清顯示,支持以太網通信與畫面組態。
·輔助設備:超五類網線、DC24V電源模塊(輸出電流2A)、DIN導軌(35mm標準)、端子排等。
2.方案原理
遠創智控PPI-ETH-YC01以太網通訊處理器作為通信中介,通過九針串口(兼容PPI協議)直接連接S7-226CN的RS485接口,同時通過自身以太網口接入局域網,與Smart700IEV3觸摸屏建立TCP/IP通信。模塊內置協議轉換引擎,可將PLC的PPI幀數據轉換為以太網數據包,反之亦然,實現兩種協議的無縫對接。

三、實施過程與配置細節
1.硬件連接步驟
(1)模塊安裝:將PPI-ETH-YC01串口轉以太網模塊固定在PLC控制柜的DIN導軌上,與S7-226CN保持10cm以上距離,避免電磁干擾;模塊供電采用DC24V電源,正負極分別接入模塊的“+24V”與“GND”端子,確保電壓穩定。
(2)串口連接:使用遠創智控配套的九針串口線(型號YC-CAB-001),一端連接PPI-ETH-YC01以太網通訊模塊的“PPI接口”(DB9母頭),另一端連接S7-226CN的“PORT0”接口(DB9)。接線遵循PPI協議標準:3腳(RS485-A)接3腳,8腳(RS485-B)接8腳,5腳(GND)接5腳。
(3)以太網連接:用超五類網線連接PPI-ETH-YC01以太網通訊處理器的“ETH”網口與Smart700IEV3的“ETHERNET”網口,形成點對點以太網鏈路;若需后續接入工廠局域網,可將模塊網口連接至交換機,再由交換機分線至觸摸屏與上位機。
2.模塊參數配置
(1)模塊初始化:通過電腦連接PPI-ETH-YC01以太網模塊的網口,將電腦IP設置為“192.168.1.XXX”(與模塊默認IP“192.168.1.100”同網段);打開瀏覽器輸入模塊IP,登錄配置界面(默認用戶名admin,密碼123456)。
(2)PPI參數設置:在“串口配置”頁面,選擇波特率為“187500bps”(與S7-226CN的PORT0默認波特率一致),數據位“8”,停止位“1”,校驗位“無”,協議類型選擇“西門子PPI”。
(3)以太網參數設置:在“網絡配置”頁面,修改模塊IP為“192.168.0.10”(與觸摸屏同網段),子網掩碼“255.255.255.0”,網關“192.168.0.1”(與工廠局域網網關一致);設置完成后點擊“保存重啟”,模塊自動生效新配置。

3.觸摸屏組態配置
(1)軟件環境:使用西門子WinCCflexibleSmartV3組態軟件,新建項目并選擇設備型號“Smart700IEV3”。
(2)連接配置:在“項目→連接”中添加“西門子S7-200”驅動,通信方式選擇“以太網”,設置PLCIP為“192.168.0.10”(即PPI-ETH-YC01模塊的IP,模塊會自動轉發至S7-226CN),端口號保持默認“102”。
(3)變量關聯:在“變量管理”中創建與PLC對應的變量,例如將“DB1.DBW0”(主軸轉速)關聯至觸摸屏的數值顯示控件,將“M0.0”(啟動信號)關聯至按鈕控件;通過“測試連接”功能驗證變量通信狀態,確保數據讀寫正常。
(4)畫面設計:組態包含“主監控畫面”(顯示實時參數)、“報警畫面”(記錄故障代碼與時間)、“參數設置畫面”(可修改工藝參數)的界面,設置數據刷新周期為100ms,滿足實時性需求。
四、總結與展望
本案例通過遠創智控PPI-ETH-YC01以太網通訊處理器,成功解決了西門子S7-200系列PLC無以太網接口的痛點,實現了與西門子Smart700IEV3觸摸屏的高速通信。方案不僅滿足了生產監控的實時性需求,還為工廠后續的智能制造升級(如工業互聯網接入、數據analytics應用)奠定了硬件基礎。
具體內容配置過程及其他相關咨詢可聯系楊工。)
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6097瀏覽量
181329 -
plc
+關注
關注
5051文章
14694瀏覽量
487876 -
西門子
+關注
關注
98文章
3354瀏覽量
120582 -
觸摸屏
+關注
關注
42文章
2488瀏覽量
122333
發布評論請先 登錄
無需修改 PLC 程序 實現 S7-200 Smart 與 1500 PLC 以太網實時通訊
西門子 S7-200 PLC?與 S7-1200 PLC?以太網通訊及 HMI?集成實現風力發電場的智能化升級
西門子 S7-200?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車涂裝車間監控智能化升級

西門子 S7-200 PLC?借助 PPI?以太網通訊模塊與上位機通訊實現觸摸屏監控紡織印染設備的應用配置案例
西門子200PLC通過串口轉以太網直連昆侖通泰觸摸屏實現本地操作與遠程監控同步
西門子?S7-200 SMART PLC借助于PPI以太網通訊處理器與西門子觸摸屏通訊的應用配置案例

西門子SMARTS7-200PLC與S7-1500PLC以太網通訊及PPI集成實現分布式IO控制

西門子S7-200與S7-1200通過PPI以太網模塊通訊,賦能汽車制造行業發展

PLC以太網通訊模塊:S7-200實現產線多設備零延遲協同控制
PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子 S7-200 SMART PLC 借助以太網模塊與上位機、觸摸屏通訊案例

依托PPI以太網模塊,西門子S7-200與S7-1200通訊助力食品加工行業進步

西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例




 工商網監
工商網監
評論