 老舊PLC逆襲:S7-300用網口模塊牽手S7-1200與KTP1200實現工業4.0
老舊PLC逆襲:S7-300用網口模塊牽手S7-1200與KTP1200實現工業4.0

一、應用場景
在光伏電池片高速生產線中,一臺西門子S7-300 PLC(6ES7315-2AG10-0AB0)通過MPI接口連接西門子KTP700 Basic觸摸屏,控制精密涂布機。為提升整線協同效率,需將涂布機數據接入基于S7-1200的MES監控系統,原有MPI通訊鏈路必須保持暢通。
二、項目核心痛點
通訊瓶頸:S7-300僅有MPI/DP口,無法直連以太網工業環網
改造限制:產線24小時運轉,禁止停機擴展硬件
成本敏感:整套系統改造預算低于5000元
技術風險:第三方通訊協議可能引發觸摸屏掉站(歷史故障率達35%)
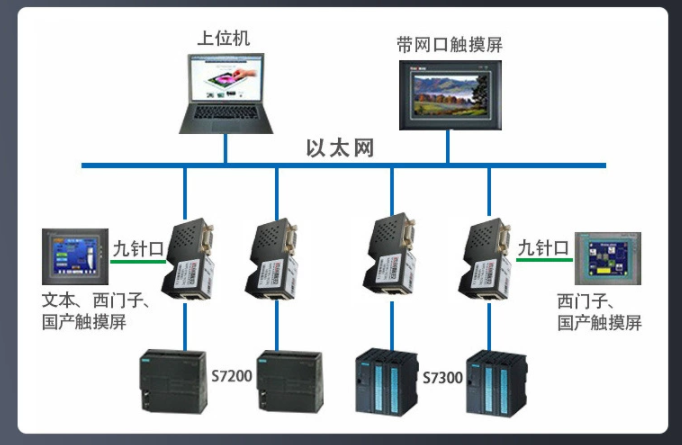
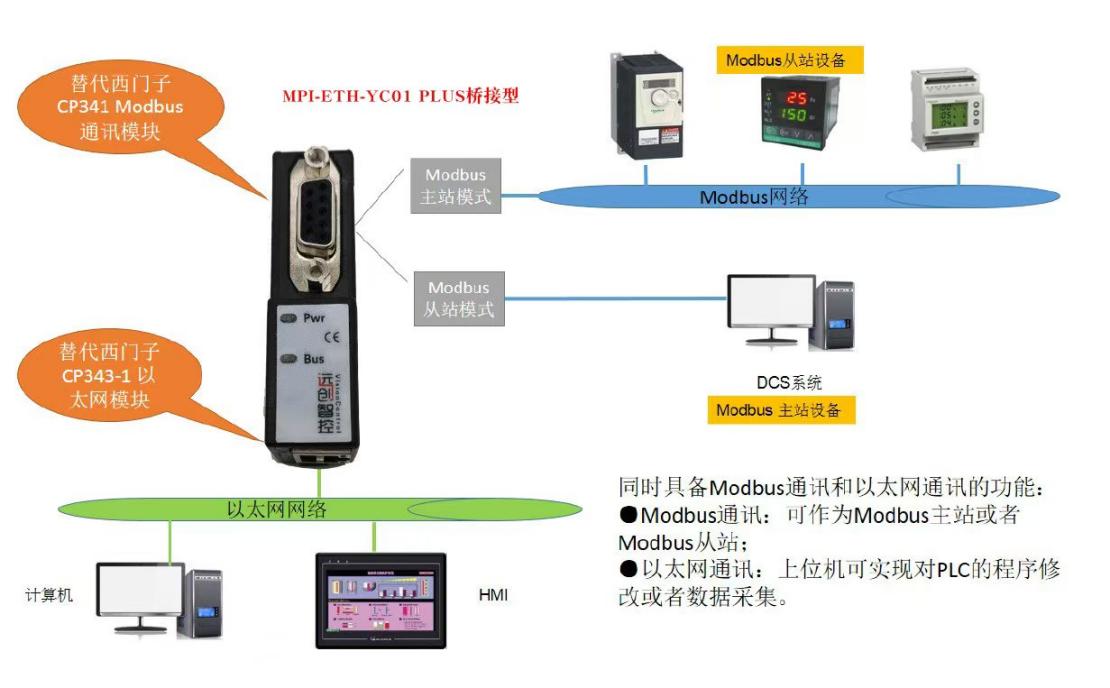
遠創智控MPI-ETH-YC01 Plus核心功能
透明傳輸:內置MPI協議棧,波特率自適應(19.2K-12Mbps)
雙通道架構:MPI側與以太網側物理隔離,杜絕數據沖突
西門子深度兼容:支持S7通信/TCP-ISO協議,Ping延遲<3ms
零配置部署:DIP開關設置IP后即插即用(支持192.168.1.100等標準網段)
三、解決方案
硬件部署
斷開MPI總線終端電阻
將模塊MPI口插入PLC MPI插座
觸摸屏MPI線接入模塊擴展口
以太網口連接交換機
建立DB10與S7-300的DB5數據映射
觸摸屏優化
修改WinCC Flexible項目:
增加以太網備用路徑
設置通訊超時閾值至500ms
四、實施效果對比
| 數據采集周期 | 手動抄表/4h | 實時/200ms |
| 設備停機時間 | 8h/月 | 0h |
| 故障診斷效率 | ≥2小時 | 5分鐘 |
| 擴展接口成本 | 新增CP卡>¥4000 | 模塊¥980 |
| 指標 | 改造前 | 改造后 |
|---|
推薦光伏行業應用:
2023年中國光伏設備市場規模突破1000億,年增速超60%
雙碳政策驅動下,產線智能化改造需求爆發
老舊PLC占比高達45%(S7-300/400系列為主)
醫藥行業謹慎進入
GMP認證對設備變更要求嚴苛
驗證周期長達3-6個月
優先選擇非無菌制劑產線試點
五、總結
通過串口轉以太網技術,MPI-ETH-YC01 Plus以太網轉換器成功實現MPI到以太網的協議轉換。其以太網橋接器特性在保證原有觸摸屏通訊的同時,為S7-300 PLC打通了工業4.0數據通道。在光伏行業智能化改造浪潮中,此類解決方案可實現:
? 老舊設備利用率提升300%
? 改造投資回收期<6個月
? 產線OEE提升22%以上
故障率為0。隨著制造業數字化轉型深化,設備通訊協議轉換將成為老舊生產線升級的標準配置,市場空間將持續擴大。
審核編輯 黃宇
-
plc
+關注
關注
5053文章
14728瀏覽量
488085 -
網口
+關注
關注
0文章
147瀏覽量
8022
發布評論請先 登錄
基于 PROFINET 的通訊優化:S7-1200 PLC 聯動 S7-300 PLC 賦能瓶裝水灌裝產線智能管控
西門子S7-300與S7-1200 PLC以太網通訊及HMI集成 實現瓶裝飲用水灌裝生產線監控智能化升級

西門子S7-300系列PLC借助于MPI轉以太網模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例

西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

S7-300通過以太網轉換模塊實現與S7-1200及觸摸屏的多設備通信方案

西門子S7-1200和S7-1500 PLC系列模擬量傳感器怎么接線

MPI 轉以太網模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰

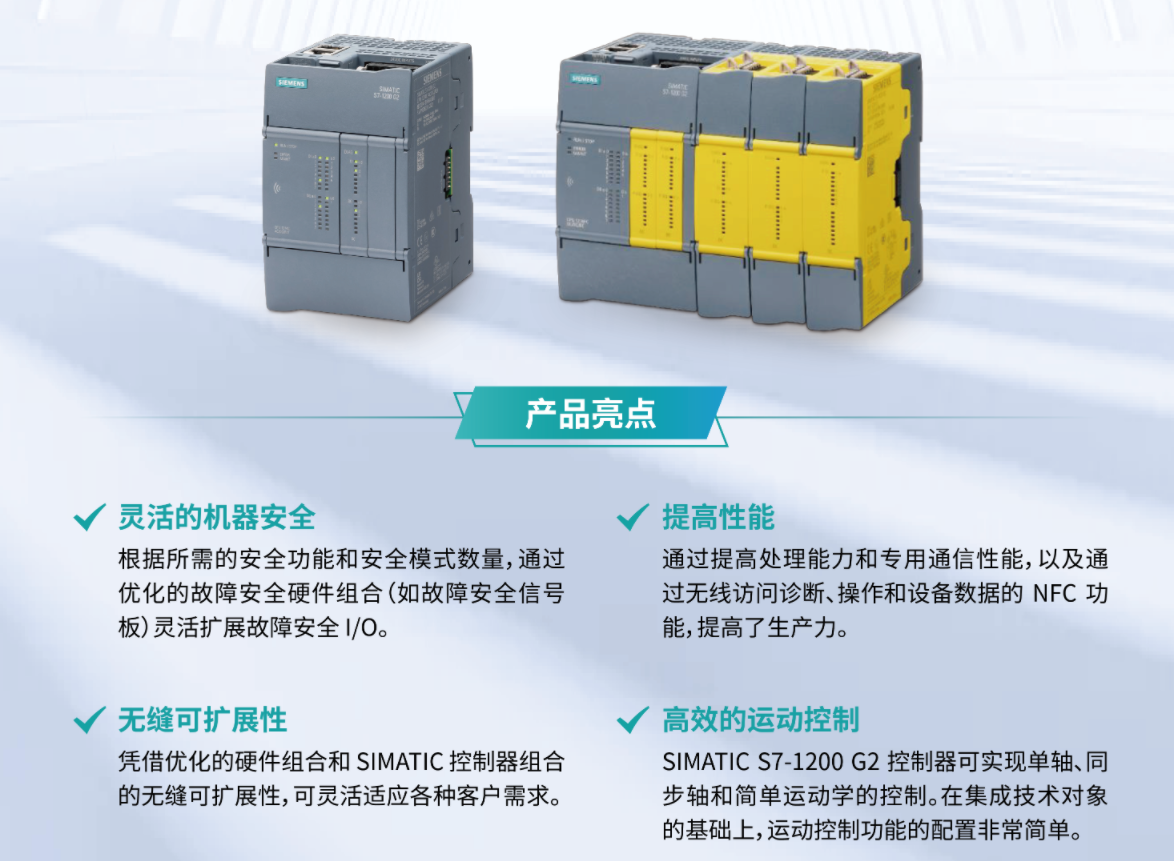
天拓四方分享:什么事S7-1200 G2++?
plc以太網通訊模塊實現:S7-200與S7-1200借PPI助力農業自動化發展
老舊S7-300煥新生:MPI轉網口一網打盡S7-1200、觸摸屏、ModbusRTU變頻
PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

PLC 以太網通訊模塊:助力 S7-300 同時聯動 S7-1200、觸摸屏與 Modbus RTU 變頻器
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

西門子PLC(S7-1200/1500/300/400)的數據采集與監控方案
西門子S7-1200 G2的7大亮點及最新功能



 工商網監
工商網監
評論