 電子發(fā)燒友App
電子發(fā)燒友App



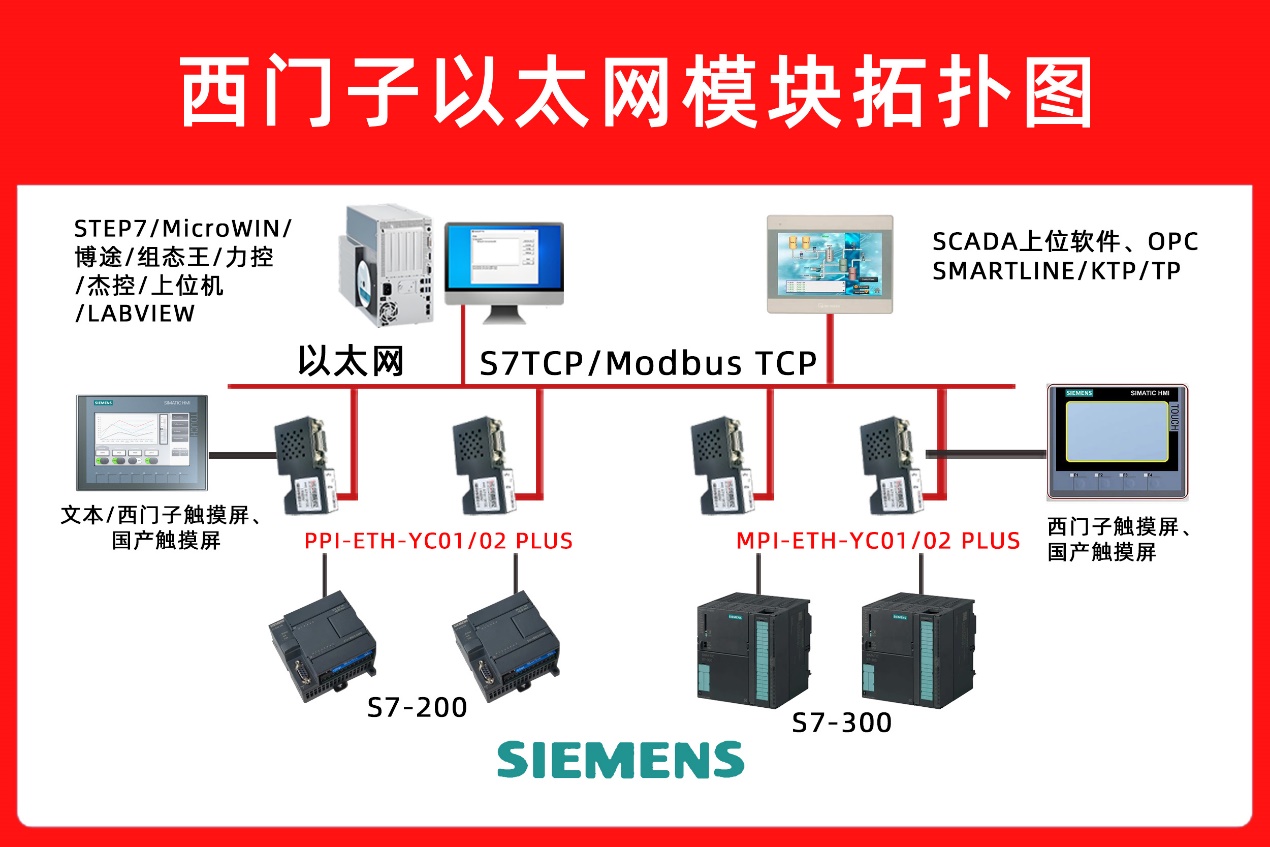
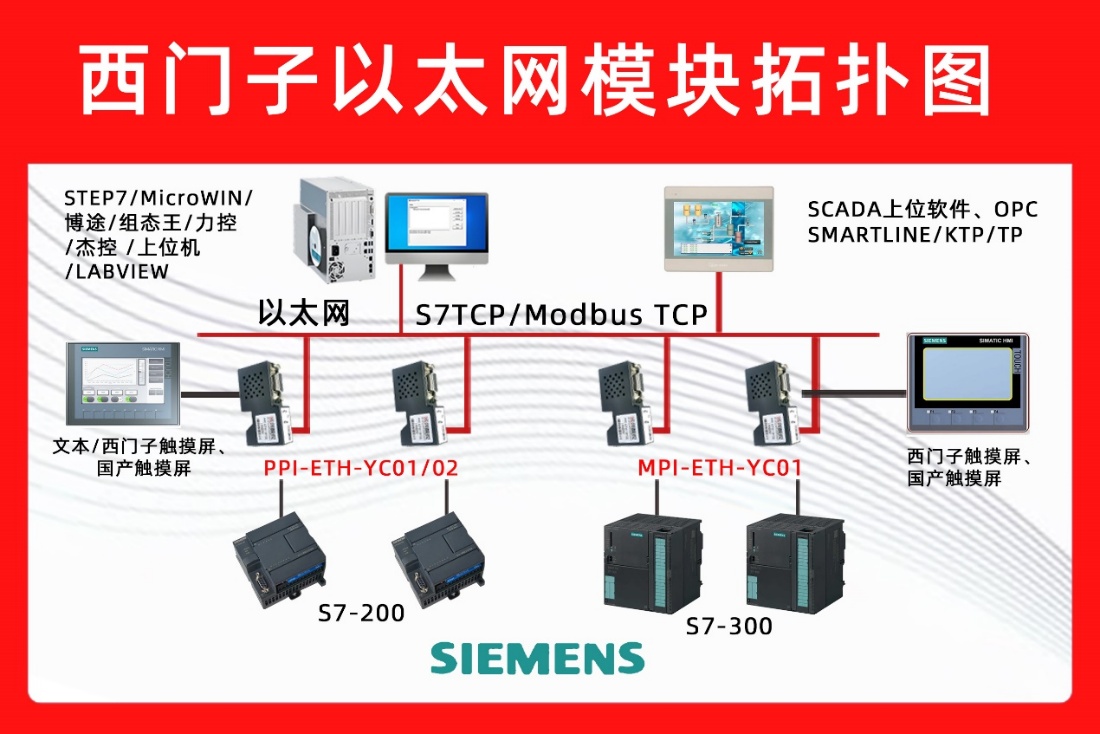
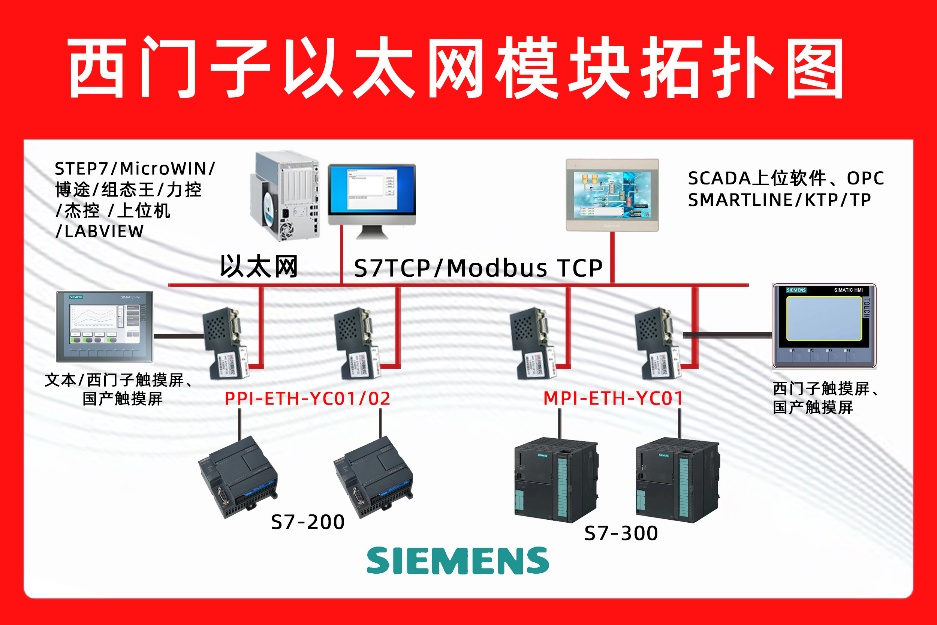
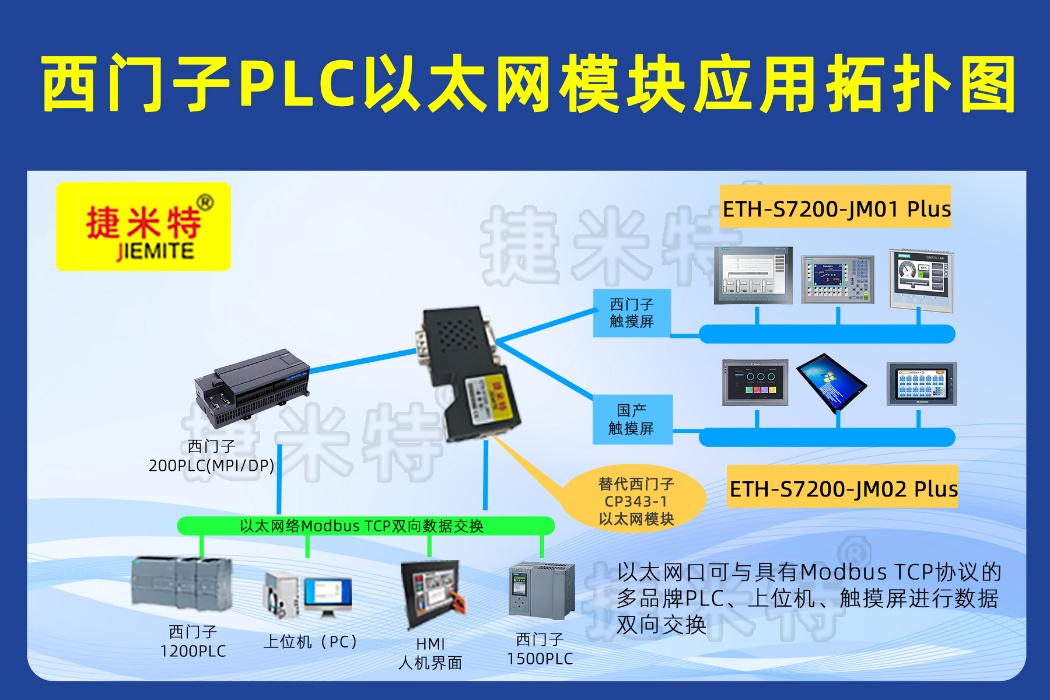
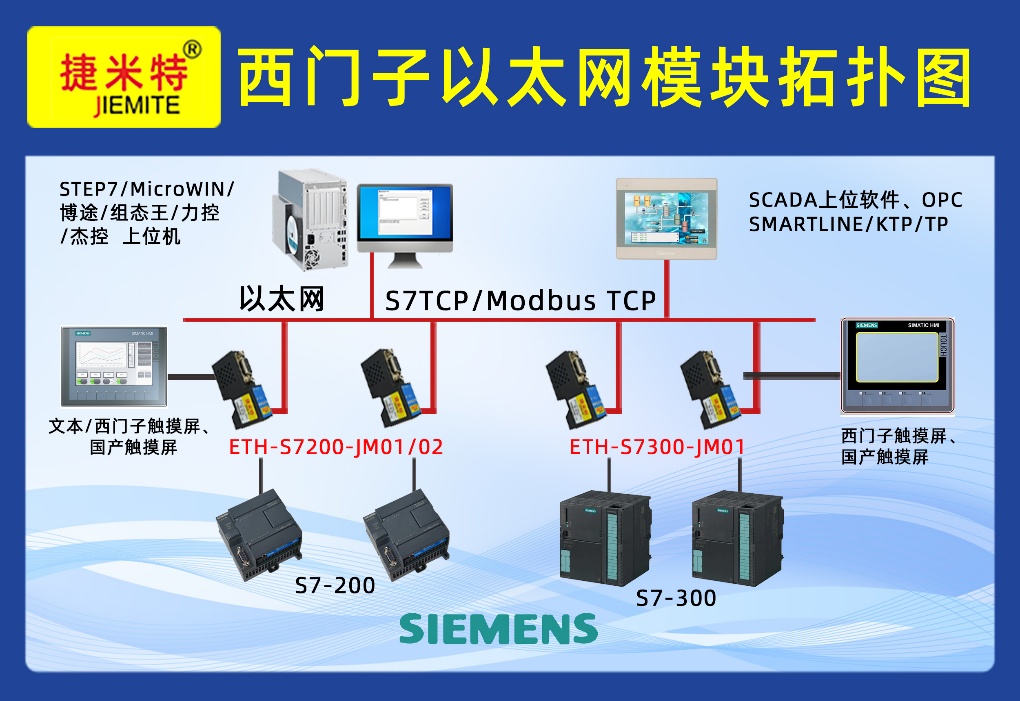
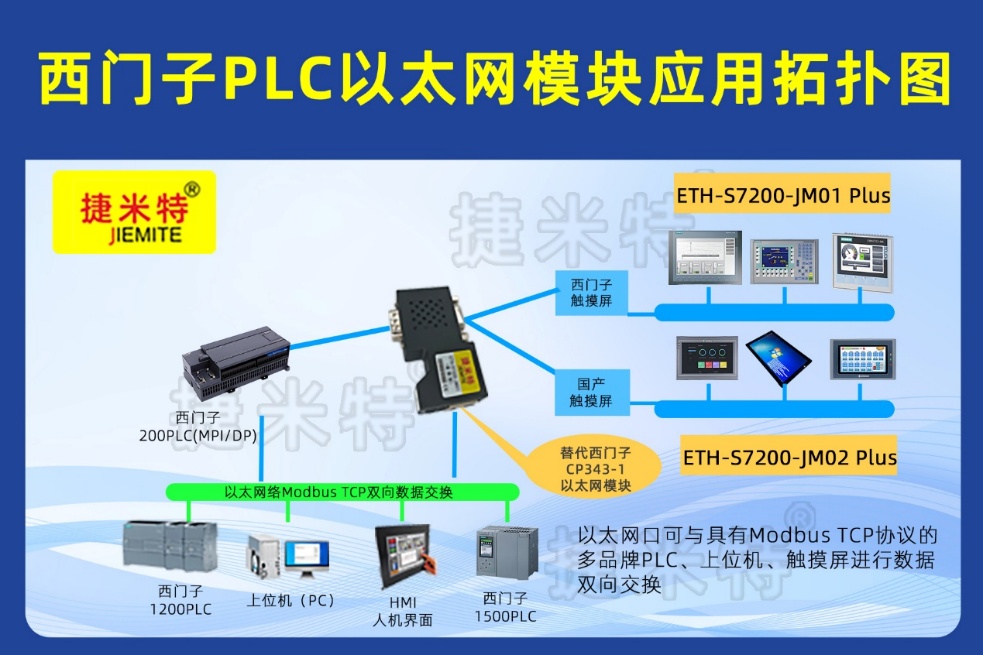
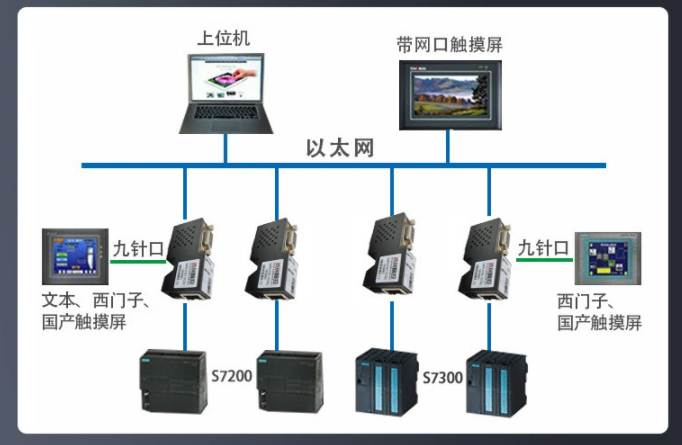
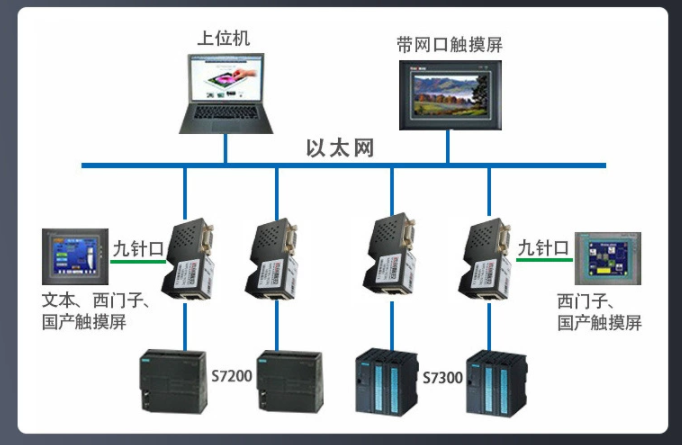
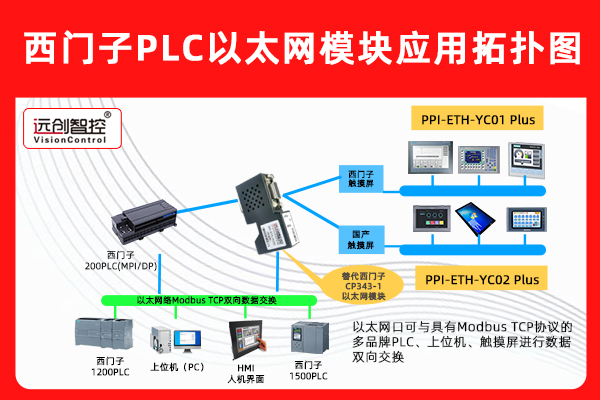
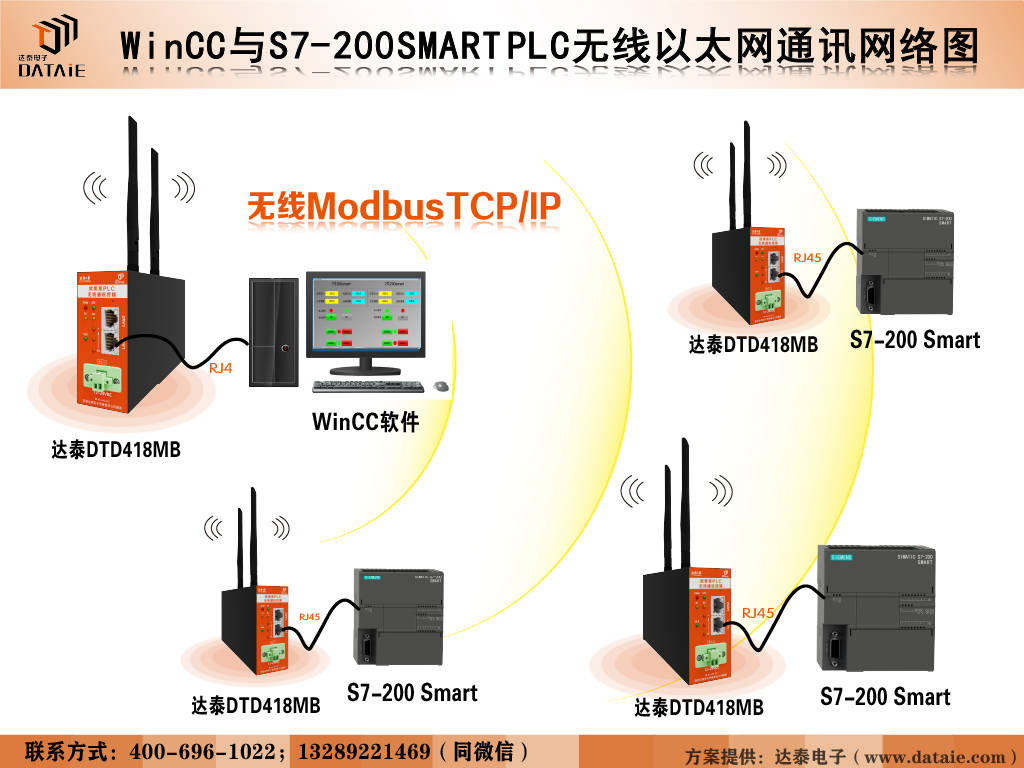
北京華科遠創(chuàng)科技有限研發(fā)的遠創(chuàng)智控ETH-YC模塊適用于西門子S7-200/S7-300/S7-400、SMART S7-200、西門子數(shù)控840D、840DSL、合信、億維PLC的PPI/MPI/PROFIBUS轉以太網(wǎng)。用于西門子S7-200/S7-300/S7-400程序上下載、上位監(jiān)控、設備聯(lián)網(wǎng)和數(shù)據(jù)采集。該產(chǎn)品獲得國家實用新型發(fā)明專利和外觀專利,上市幾年來,得到了眾多用戶的喜愛和親睞。
系列和型號:
ETH-YC產(chǎn)品主分為兩個系列:一、ETH-YC (基本版);二、?ETH-YC (高級版)。
一、ETH-YC(基本版)包括三個型號:
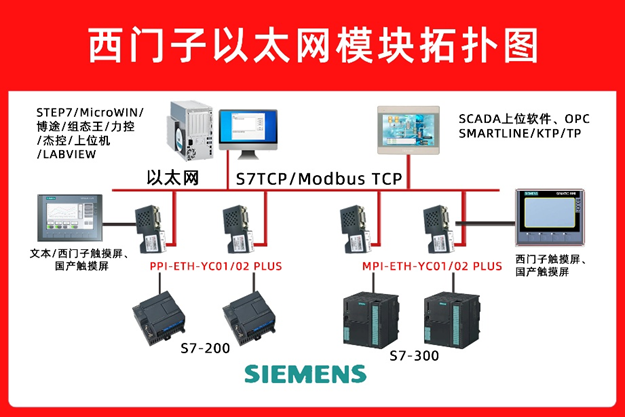
(一) PPI-ETH-YC01 直通型、
(二) PPI-ETH-YC01 橋接型、
(三) MPI-ETH-YC01
(1)PPI-ETH-YC01?直通型:適用于西門子?S7200?系列、SMART 系列等 PLC 控制系統(tǒng)的的以太網(wǎng)通訊;其 X2的擴展接口可以連接支持多主站通訊的觸摸屏(西門子品牌、PROFACE 品牌)和通訊電纜(西門子原裝)。
(2)PPI-ETH-YC01橋接型:適用于西門子?S7200?系列、SMART 系列等 PLC 控制系統(tǒng)的的以太網(wǎng)通訊;其 X2的擴展接口可以連接不支持多主站通訊的觸摸屏(國產(chǎn)觸摸屏品牌:威綸通、步科、昆侖通態(tài)、海泰克等)。
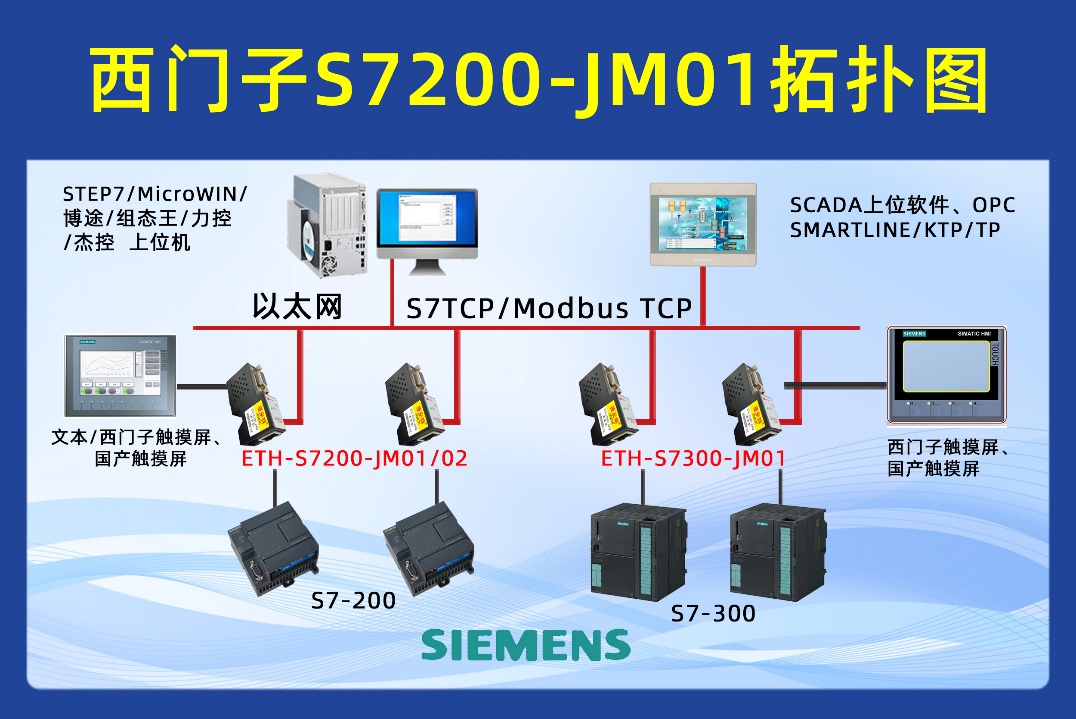
(3)MPI-ETH-YC01:適用于西門子?S7200/300/400?系列等 PLC 控制系統(tǒng)和西門子 840D、840D SL 數(shù)控系統(tǒng)的以太網(wǎng)通訊;其 X2 的擴展接口可以連接支持多主站通訊的觸摸屏(西門子品牌、PROFACE 品牌) 和通訊電纜(西門子原裝)。
二、ETH-YC(高級版)包括四個型號:
(一)PPI-ETH-YC01Plus直通型
(二)PPI-ETH-YC01Plus 橋接型
(三)MPI-ETH-YC01Plus 直通型、
(四)MPI-ETH-YC01Plus 橋接型。
(1)PPI-ETH-YC01Plus?直通型:適用于西門子 S7200 系列、SMART 系列等 PLC 控制系統(tǒng)的的以太網(wǎng)通訊;其X2 的擴展接口可以連接支持多主站通訊的觸摸屏(西門子品牌、PROFACE 品牌)和通訊電纜(西門子原裝)。
(2)?PPI-ETH-YC01Plus?橋接型:適用于西門子 S7200 系列、SMART 系列等 PLC 控制系統(tǒng)的的以太網(wǎng)通訊;其X2 的擴展接口可以連接不支持多主站通訊的觸摸屏(國產(chǎn)觸摸屏品牌:威綸通、步科、昆侖通泰、海泰克等)。
(3)?MPI-ETH-YC01Plus直通型:適用于西門子 S7200/300/400 系列等 PLC 控制系統(tǒng)和西門子 840D、840D SL 數(shù)控系統(tǒng)的以太網(wǎng)通訊;其 X2 的擴展接口可以連接支持多主站通訊的觸摸屏(西門子品牌、PROFACE 品牌)和通訊電纜(西門子原裝)。
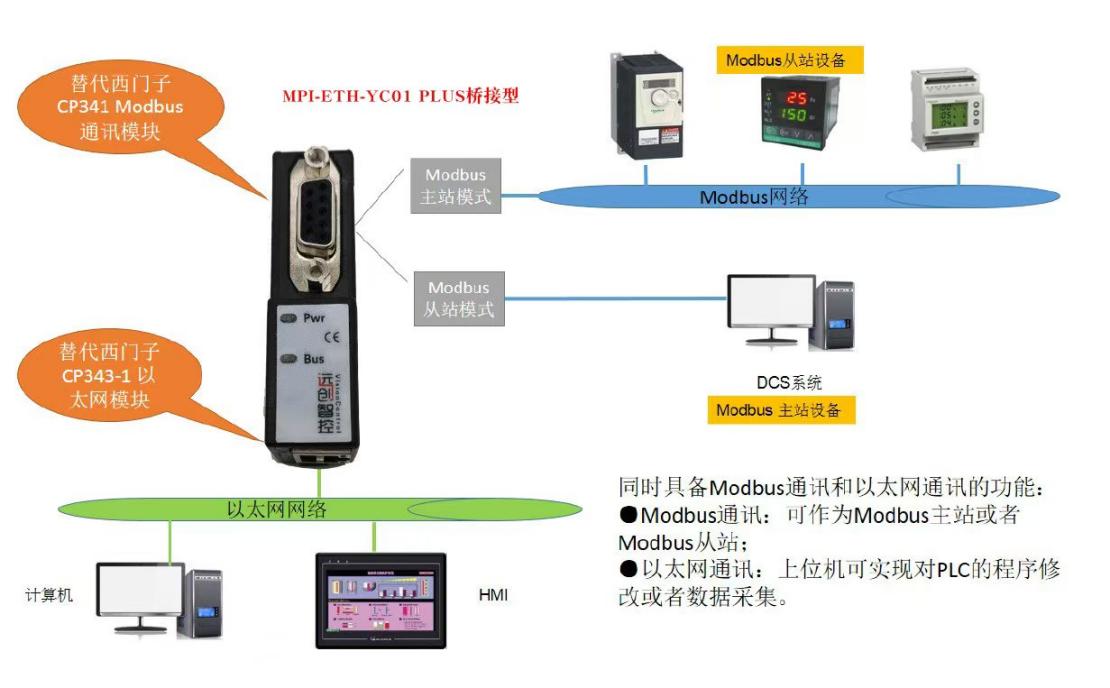
(3)?MPI-ETH-YC01Plus?橋接型:適用于西門子 S7200/300/400 系列等 PLC 控制系統(tǒng)和西門子 840D、840D SL 數(shù)控系統(tǒng)的以太網(wǎng)通訊;其 X2 的擴展接口支持 Modbus 功能(支持Modbus 主站功能和 Modbus 從站功能),實現(xiàn) PLC 與其他Modbus 設備的通訊。
責任編輯:lq

































































 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論