 以太網通訊模塊實現西門子S7-300PLC與MES的雙向通訊
以太網通訊模塊實現西門子S7-300PLC與MES的雙向通訊

一、行業痛點:傳統PLC的“聯網困境”
在制造業智能化轉型過程中,生產數據的實時采集與分析已成為提升生產效率、優化工藝流程的核心環節。然而,許多仍在服役的傳統工業PLC(可編程邏輯控制器)因設計年代較早,普遍缺乏以太網接口,無法直接與上層管理系統(如MES、ERP)實現數據互通,形成了“信息孤島”。
為解決上述問題,企業曾考慮兩種改造方案:一是更換為帶以太網接口的新型PLC(如西門子S7-1200/1500系列),但單條生產線的PLC及配套程序改造費用超過20萬元,且需停產3天以上;二是采用工業網關中轉,但傳統網關存在兼容性差、配置復雜、數據傳輸延遲高等問題。最終,企業選擇通過遠創智控MPI-ETH-YC01以太網通訊處理器實現低成本、高效率的改造。
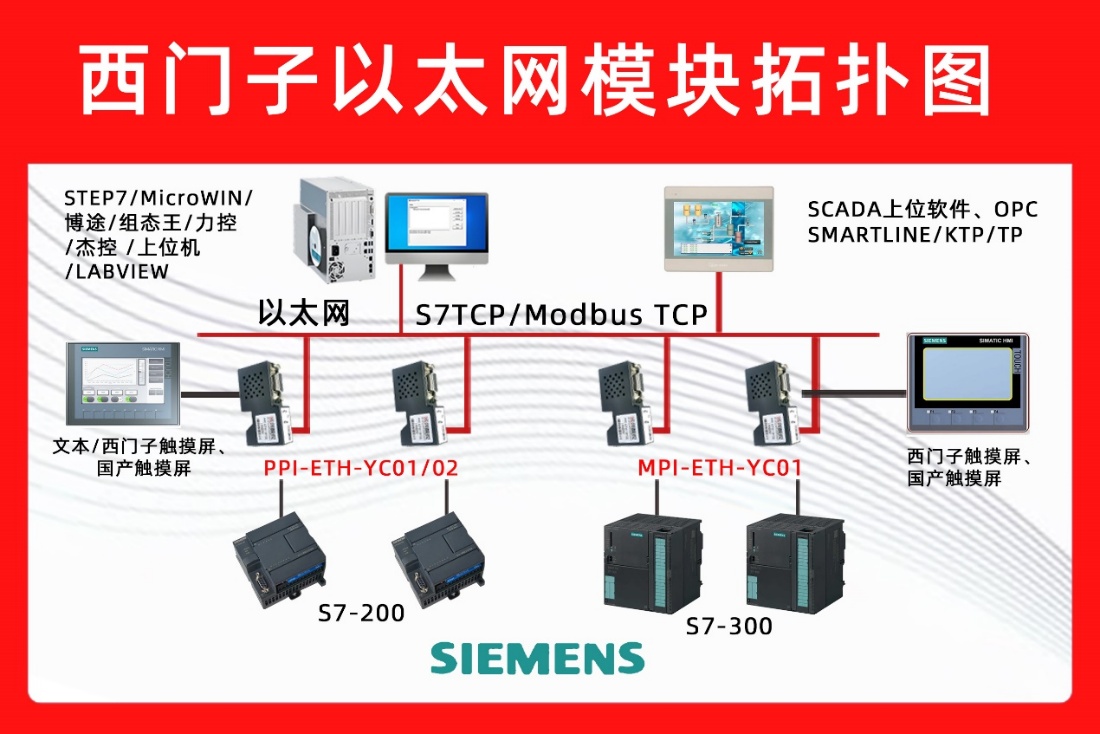
二、方案設計:基于MPI-ETH-YC01以太網通訊模塊的通信橋梁搭建
1.核心設備選型
·主控制器:西門子S7-315-2DPPLC(已運行8年,控制12臺生產設備);
·以太網模塊:遠創智控MPI-ETH-YC01以太網通訊模塊(支持MPI協議轉以太網TCP/IP,兼容西門子S7-300/400系列PLC);
·上層系統:西門子系統(負責生產數據整合與分析);
·輔助設備:華為S5720系列工業交換機(支持冗余環網,確保通信穩定)、研華UNO-2484G工業電腦(作為數據采集服務器)。
2.網絡架構設計
方案采用“PLC-以太網模塊-MES”三層架構:
·底層:西門子S7-315-2DP通過MPI接口(速率187.5kbps)與MPI-ETH-YC01以太網通訊處理器連接,模塊通過撥碼開關設置為“從站模式”,地址與PLC的MPI地址(默認2號)匹配;
·中層:MPI-ETH-YC01通訊模塊RJ45接口接入工業交換機,配置靜態IP(192.168.1.10),與數據采集服務器(192.168.1.20)處于同一網段;
·上層:MES系統通過OPCUA協議從數據采集服務器讀取數據,實現生產監控、報表生成和異常預警。
三、實施過程:從硬件安裝到數據互通
1.硬件安裝
·關閉PLC電源,將MPI-ETH-YC01以太網通訊模塊的MPI接口通過專用電纜(遠創智控配套MPI總線纜,長度2米)連接至S7-315-2DP的MPI端口;
·模塊固定在PLC控制柜的DIN導軌上,通過DC24V電源適配器供電(電流≤500mA);
·用超五類工業網線連接模塊以太網口與交換機,完成物理鏈路搭建。
2.模塊參數配置
通過遠創智控提供的軟件(支持Windows系統)進行參數配置:
1.用USB轉RS232電纜連接模塊調試口與電腦,打開配置軟件,自動搜索設備并讀取當前參數;
2.設置MPI通信參數:波特率187.5kbps(與PLC一致),PLC站號2,數據采集周期100ms;
3.配置以太網參數:IP地址192.168.1.10,子網掩碼255.255.255.0,網關192.168.1.1;
4.定義數據點映射:將PLC內部寄存器(如DB1.DBW2為溫度值,DB2.DBX0.0為設備運行狀態)映射為TCP協議的寄存器地址,支持浮點數、布爾值、整數等格式轉換;
5.啟用“心跳檢測”功能,當模塊與PLC通信中斷時,自動向服務器發送報警信息。
3.PLC程序適配
無需修改S7-315-2DP的核心控制程序,僅通過西門子STEP7軟件新增數據塊(DB10),用于存儲需上傳至MES的關鍵數據:
·DB10.DBW0:實時產量(整數,單位:件);
·DB10.DBD4:沖壓溫度(浮點數,單位:℃);
·DB10.DBX8.0:設備運行狀態(1=運行,0=停機);
·DB10.DBW10:報警代碼(整數,0=無報警)。
4.MES系統對接
數據采集服務器通過C#開發的客戶端程序,基于TCP協議與MPI-ETH-YC01串口轉以太網模塊建立連接(端口號502,采用ModbusTCP協議),實現數據雙向交互:
·定時讀取:每100ms讀取一次DB10數據塊,存儲至SQLServer數據庫;
·指令下發:MES系統可通過寫入模塊寄存器,遠程控制PLC的輔助功能(如啟動/停止數據記錄);
·異常處理:當通信中斷超過3秒,服務器自動觸發聲光報警,并記錄中斷時間戳。
四、應用效果:數據驅動生產效率提升
1.實時性與準確性提升
·數據采集延遲從原來的2小時縮短至100ms,實現生產狀態“秒級監控”;
·數據記錄誤差率從3%-5%降至0.1%以下,為質量追溯提供可靠依據。
2.管理效率優化
·MES系統基于實時數據生成OEE(設備綜合效率)報表,生產線綜合效率從68%提升至79%;
·通過分析設備運行數據,優化熱處理工序參數,產品合格率從92%提升至96.5%。
3.擴展性優勢
·模塊支持最多32個客戶端同時連接,后續可無縫接入ERP系統和工廠數字孿生平臺;
·采用標準ModbusTCP協議,兼容第三方SCADA軟件(如WinCC、Intouch),為未來智能化升級預留接口。
五、總結與展望
本案例通過遠創智控MPI-ETH-YC01以太網模塊,解決了西門子S7-300PLC的“無網口”痛點,為老舊生產線的智能化改造提供了經濟高效的解決方案。未來,隨著制造業數字化轉型的深入,此類 “傳統設備 + 網絡模塊” 的改造模式將成為中小制造企業的主流選擇,而遠創智控等品牌的以太網模塊也將在接口兼容性、數據處理能力、邊緣計算功能等方面持續升級,助力更多工業設備接入智能制造網絡。
(技術相關問題可聯系楊工)
-
以太網
+關注
關注
41文章
5997瀏覽量
180802 -
數據采集
+關注
關注
41文章
8037瀏覽量
120877 -
網關
+關注
關注
9文章
6767瀏覽量
56254
發布評論請先 登錄
MPI 轉以太網模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操

西門子S7-1500 PLC和S7-300 PLC Profibus-DP通訊的組態實例

西門子S7-300 PLC借助于MPI以太網通訊處理器實現與MES的雙向通訊

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

西門子SMARTS7-200PLC與S7-1500PLC以太網通訊及PPI集成實現分布式IO控制

S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC及觸摸屏的協同通信案例

西門子PLC跨代整合:S7-400與S7-1500以太網通訊在涂裝車間的實戰應用

西門子S7-300PLC MPI轉以太網通訊模塊在西門子840D數控系統中的應用案例

西門子S7-300PLC MPI轉以太網通訊模塊在840DSL數控系統中的應用案例
PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC通信的實操案例

西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例




 工商網監
工商網監
評論