 電子發(fā)燒友App
電子發(fā)燒友App



?
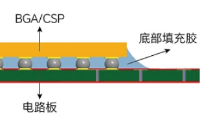
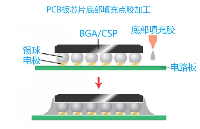
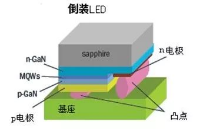
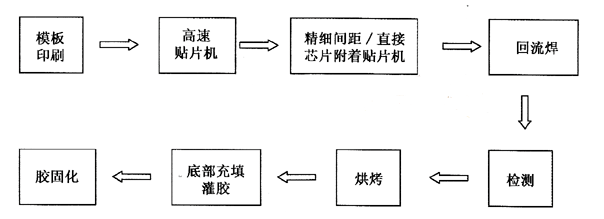
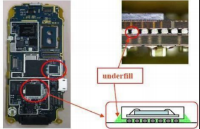
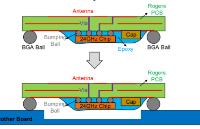
在倒裝芯片制造過(guò)程中,非流動(dòng)型底部填充劑主要應(yīng)該考慮以下幾個(gè)工藝:
*涂敷必須覆蓋形成電氣接點(diǎn)的區(qū)域,避免在底充膠中形成多余空隙。
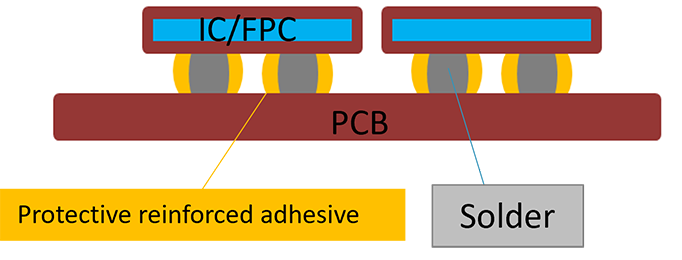
*貼片力量必須足以將底充膠擠出,以保證焊料球與基板焊盤(pán)間形成良好接觸。
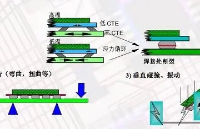
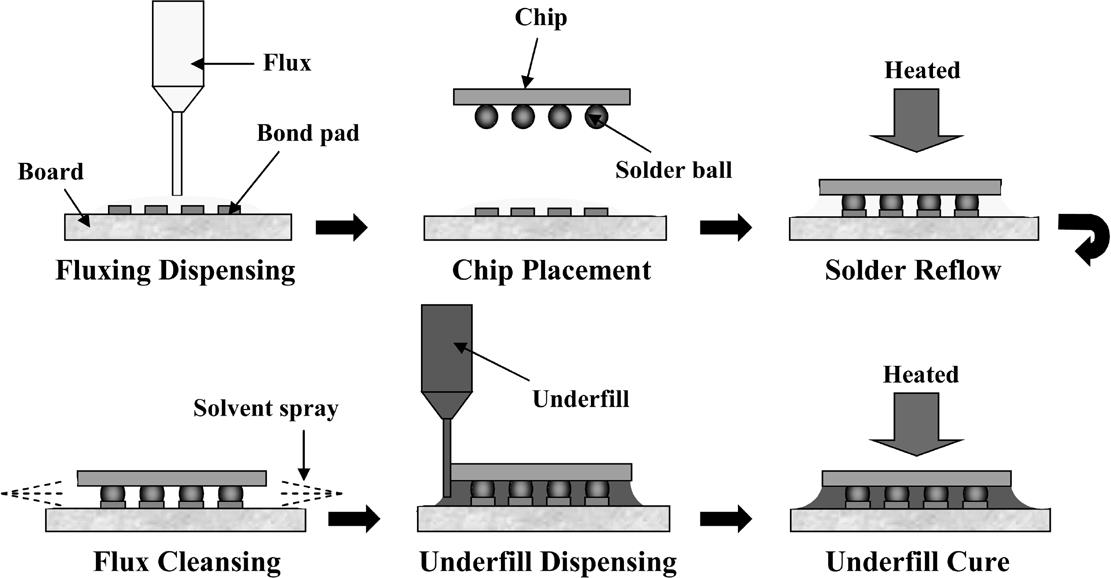
*必須對(duì)再流焊溫度曲線(xiàn)進(jìn)行優(yōu)化,以確保底充膠固化前焊球得到再流,避免底充膠暴露于非正常的溫度下。
涂敷
涂敷過(guò)程要求形成體積、形貌適當(dāng)?shù)膯我徊牧弦旱危员WC所有凸點(diǎn)在再流焊過(guò)程中得以熔化,從而形成良好的焊角。同時(shí),涂敷過(guò)程中形成的空隙要盡可能少,盡可能小。在設(shè)計(jì)涂敷工藝時(shí),應(yīng)注意根據(jù)密封劑的粘性?xún)?yōu)化設(shè)置。其中包括涂敷噴嘴與電路板間的距離。間隙不夠可能會(huì)妨礙材料流出噴嘴,造成密封劑的實(shí)際涂敷量低于其理論計(jì)算值。這一問(wèn)題對(duì)于高粘性材料尤為突出。
另一個(gè)與材料粘性相關(guān)的問(wèn)題足,當(dāng)噴嘴針后退時(shí),粘性液體材料會(huì)形成“尾巴”。于是,若在“殘留液尾巴”斷開(kāi)前移動(dòng)噴嘴針,就可能使得部分密封劑掉落在電路板的其他區(qū)域。解決這一問(wèn)題的方法是增加粘性液體涂敷過(guò)程中噴嘴的后退距離并降低其后退速度,但這無(wú)疑會(huì)增加加工周期時(shí)間。
最簡(jiǎn)便的涂敷方式足在涂敷點(diǎn)中心位置進(jìn)行單液滴滴涂。采用此法時(shí)涂敷噴頭可保持不動(dòng),液體流速也得到了提高從而了保證了加工效率,噴嘴尖端可與基板保持相當(dāng)?shù)木嚯x。同時(shí),噴嘴針只需在每階段結(jié)束時(shí)后退一次。但此法可能造成組件空隙,而且,由于底充材料無(wú)法到達(dá)邊沿凸點(diǎn),根本無(wú)法適用于大型芯片的涂敷上。
還有其他一些涂敷方式,如“區(qū)域填充”法,要求涂敷噴頭后退較長(zhǎng)的距離,但其優(yōu)點(diǎn)在于有助于材料良好的擴(kuò)散。這種方式涂敷噴頭也只在涂敷過(guò)程結(jié)束時(shí)抬起一次。十字型、“X”型、星號(hào)型等方式,縮短了噴嘴的運(yùn)動(dòng)距離,可節(jié)省加工時(shí)間,但在使用那些可能在噴嘴后退過(guò)程中容易形成“殘留尾巴”的材料時(shí),必須將噴嘴的后退速度設(shè)置在較低值,又把節(jié)省的時(shí)間抵消了。
區(qū)域填充方式同樣不適用于大型芯片,因?yàn)檫@種方式涂敷的材料很可能擴(kuò)散得過(guò)于稀薄,并收縮回更為緊湊的形貌。涂層有時(shí)甚至?xí)至褳樾∷閴K,很可能產(chǎn)生較大的空隙。
其他涂敷方式也可能產(chǎn)生較大的空隙。涂敷采用了小范圍填充以及十字型和X型涂敷相混合的方式。這種涂敷方式雖然保證部分組裝件內(nèi)部無(wú)空隙產(chǎn)生,但仍可能出現(xiàn)斷裂,形成較大的空隙。另外,當(dāng)單滴液體材料被涂敷在涂敷點(diǎn)中心附近時(shí),材料將無(wú)法到達(dá)靠近邊沿的凸點(diǎn),進(jìn)而造成其無(wú)法焊接,即使增加液體涂敷量,這種情況也難以改變。


















































 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論