模擬考試試題,學(xué)員可通過熔化焊接與熱切割考試總結(jié)全真模擬,進行熔化焊接與熱切割自測。1、【判斷題】 電渣焊電源出現(xiàn)電弧放電過程或電渣-電弧的混合過程,對電渣過程沒有影響。(×)2、【判斷題】 電渣焊時沒有電弧輻射。(√)3、【判斷題】 等離子弧冷絲堆焊在工藝和堆焊質(zhì)量上都不太穩(wěn)定。...
2021-07-12 06:43:31
零件在腳與腳之間被多余的焊錫所連接短路,亦包括殘余錫渣使腳與腳短路。 (3)偏位:由于器件在焊前定位不準(zhǔn),或在焊接時造成失誤導(dǎo)致引腳不在規(guī)定的焊盤區(qū)域內(nèi)。 (4)少錫:少錫是指錫點太薄,不能將零件銅皮
2009-12-02 19:53:10
)。應(yīng)用:廣泛用于造船、鍋爐及壓力容器、機械制造、建筑結(jié)構(gòu)、化工設(shè)備等制造維修行業(yè)中。適用于(上述行業(yè)中)各種金屬材料、各種厚度、各種結(jié)構(gòu)形狀的焊接。3、二氧化碳氣體保護焊(自動或半自動焊):原理:利用
2017-10-23 09:39:35
)冷焊。焊接時焊機的烙鐵溫度過低或加熱時間不足,焊錫未完全熔化、浸潤、焊錫表面不光亮(不光滑),有細小裂紋(如同豆腐渣一樣!)。 3)夾松香焊接,焊錫與元器件或印刷板之間夾雜著一層松香,造成電連接不良
2012-11-14 11:57:08
根據(jù)展會組委會安排,本部分由中國焊接協(xié)會焊接設(shè)備專業(yè)委員會及中國電器工業(yè)協(xié)會電焊機分會組織耿正、陳樹君、于洋、褚華、周榮慶一、湯子康、毛宇、沈華、于慶勝、吳九澎、李憲政、楊慶軒、彭亞萍等業(yè)界專家參與
2011-03-11 11:22:22
一、設(shè)備簡介電阻焊是以電阻熱為能源的一類焊接方法,隨著汽車制造、電子、航空航天、汽車行業(yè)的不斷發(fā)展,電阻焊技術(shù)越來越受到重視,發(fā)展前景一片大好。早期的電阻焊接設(shè)備使用的是氣動或者油壓部件來實電阻焊
2019-01-17 10:19:58
異型焊盤的技術(shù)特點、對PCB制程中關(guān)鍵工序焊盤的制作精度及電測工藝展開研究,確保與阻焊等大的“D”字型異型焊盤PCB像常規(guī)方型或圓型焊盤PCB一樣具有優(yōu)良的電接觸性能及焊接性能。
2019-08-08 11:04:53
以前不要晃動元件和PCBA板,以免造成虛焊(擾動)3、焊接后的處理當(dāng)焊接結(jié)束后,應(yīng)檢查焊接質(zhì)量清理PCBA板上的殘留物如:錫渣、元件腳等,并清潔PCBA(沒有經(jīng)過活化的助焊劑是有腐蝕性的)焊接完畢馬上
2017-10-26 09:27:57
`我想把0.4MM直徑的純銅線焊接到2020燈珠底部的4個引腳上(燈珠參數(shù)圖上那4個黃色塊),不能使用錫焊焊接,只能使用電阻焊或者超聲焊以及我還不知道的方式。可是我既沒有電阻焊機又沒有超聲焊機,就是
2019-02-28 09:39:29
鐵絲焊接設(shè)備網(wǎng)框焊接機碰焊機 廠家供應(yīng)點焊機點焊是焊件在接頭處接觸面的個別點上被焊接起來,點焊要求金屬要有較好的塑性。焊接時,先把焊件表面清理干凈,再把被焊的板料搭接裝配好,壓在兩柱狀銅電極之間
2021-12-27 11:43:46
電阻焊焊接漆包線的新技術(shù)::介紹直接焊接漆包線的脫漆焊新技術(shù),并結(jié)合相關(guān)的試驗結(jié)果分析討論了其焊接機理。將SW(stripping welding)焊頭、精密電容儲能電源等有機地結(jié)合,研制
2009-06-12 21:09:26 20
20 :介紹了冷壓壞技術(shù)洋接銘電勝線的焊接原理、工藝及其應(yīng)用關(guān)健詞:冷壓焊鋁電磁線;應(yīng)用
2009-06-26 15:50:5617 中華人民共和國行業(yè)標(biāo)準(zhǔn)鋼制壓力容器焊接規(guī)程JB/T 4709-921 主題內(nèi)容與適用范圍本標(biāo)準(zhǔn)規(guī)定了鋼制壓力容器焊接的基本要求.本標(biāo)準(zhǔn)適用于焊接、手弧焊、埋弧焊、氣體保
2009-11-15 11:37:5233 隨著城市建設(shè)的高速發(fā)展,高層和超高層建筑物如雨后春筍拔地而起。高層建筑每增加一層需將大量鋼筋用電渣壓力焊機豎向焊接,由于建筑工地用電環(huán)境的復(fù)雜性和特殊性,多種
2009-12-24 14:23:1814 豎向鋼筋電渣力焊技術(shù)的應(yīng)用,代替了原來習(xí)慣采用的搭接綁扎和手工電孤焊的方法。應(yīng)用此技術(shù)可以達到保證施工質(zhì)量、降低工程成本、加快工程進度、減輕工人勞動強度的良好
2009-12-24 14:25:037 壓力容器是典型的焊接結(jié)構(gòu),主要的制造方法就是焊接,焊接質(zhì)量直接關(guān)系到設(shè)備的質(zhì)量。有必要在這里了解一下,基本的焊接知識。
2010-01-26 14:18:3911 埋弧焊(含埋弧堆焊及電渣堆焊等)是一種重要的焊接方法,其固有的焊接質(zhì)量穩(wěn)定、焊接生產(chǎn)率高、無弧光及煙塵很少等優(yōu)點,使其成為壓力容器、管段制造、箱型梁柱等重要鋼
2010-01-26 14:49:5011 CMT是冷金屬過渡焊接技術(shù)的縮寫,據(jù)Elb-Form公司稱,CMT冷金屬過渡焊接是一種不產(chǎn)生任何焊渣飛濺的焊接工藝技術(shù)。經(jīng)過2個月的安裝調(diào)試,CMT冷金屬過渡焊接設(shè)備可用于大批量生產(chǎn)
2010-01-26 15:19:3015 埋弧焊(含埋弧堆焊及電渣堆焊等)是一種重要的焊接方法,其固有的焊接質(zhì)量穩(wěn)定、焊接生產(chǎn)率高、無弧光及煙塵很少等優(yōu)點,使其成為壓力容器、管段制造、箱型梁柱等重要鋼
2010-02-01 14:18:347 自動埋弧焊以其焊接熔深大,生產(chǎn)效率高,機械化程度高 ,在鍋爐、壓力容器行業(yè)的中厚板焊接中一直被廣泛應(yīng)用,并且效果非常好。但焊接Q235Bδ=4 mm的低碳鋼
2010-10-27 15:37:110 根據(jù)展會組委會安排,本部分由中國焊接協(xié)會焊接設(shè)備專業(yè)委員會及中國電器工業(yè)協(xié)會電焊機分會組織耿正、陳樹君、于洋、褚華、周榮慶一、湯子康、毛宇、沈華、于慶勝、吳九澎、李憲政、楊慶軒、彭亞萍等業(yè)界專家參與編撰工作,主要關(guān)注展會中焊接設(shè)備和功能部
2011-02-22 15:40:5246 介紹有關(guān)可焊鋁鋰合金焊接研究的進展。分析鋁鋰合金的可焊性、01420 合金的焊接、8090 合金焊接、Weldalite 049合金焊接方面的研究成果。鋁鋰合金焊接時,容易產(chǎn)生氣孔、破裂和導(dǎo)致焊接
2011-05-18 18:14:030 進行貼片焊接有效的方式是拖焊。如果熟悉了拖焊,你基本可以使用一把烙鐵 + 松香完成所有貼片的焊接。
2012-05-22 15:28:11 50464
50464 
在SMT貼片整線工藝中,貼片機完成貼裝工藝后,下一步進行的工藝是焊接工藝,回流焊工藝是整條SMT表面貼裝技術(shù)中最重要的工藝常見的焊接焊接設(shè)備有波峰焊、回流焊等設(shè)備,今天托普科小編與大家討論的是回流焊
2017-09-22 14:48:1628 焊接壓力表的彈簧管方法有哪些 如何焊接壓力表的彈簧管,今天把這個技巧分享出來,請看以下內(nèi)容: 1、焊接前,用砂紙將焊接部位的污層和氧化物打磨干凈,涂上適盆的氧化鋅或焊油,再焊上一層焊錫。而后,把彈簧
2017-09-24 09:23:450 焊帶是光伏組件焊接過程中的重要原材料,焊帶質(zhì)量的好壞將直接影響到光伏組件電流的收集效率,對光伏組件的功率影響很大。 焊帶在串聯(lián)電池片的過程中一定要做到焊接牢固,避免虛焊假焊現(xiàn)象的發(fā)生。生產(chǎn)廠家在選擇
2017-11-09 11:08:3111 隨著工業(yè)的快速發(fā)展,對加工設(shè)備的要求也越來越高為了提高焊縫層間及表面的焊接質(zhì)量和焊點的精確度,減少焊接缺陷的產(chǎn)生增強自動焊接設(shè)備對不同焊件厚度及焊接質(zhì)量要求的適應(yīng)能力,提高自動焊接設(shè)備的自動化程度
2018-01-04 11:17:2910 本文介紹了什么是電阻焊、電阻焊的分類與電阻焊的特點,其次介紹了電阻焊焊接質(zhì)量的決定因數(shù)和電阻焊的原理,最后介紹了電阻焊焊接技術(shù)參數(shù)和電阻焊應(yīng)用。
2018-01-21 09:20:0692253 錫焊是利用低熔點的金屬焊料加熱熔化后,滲入并充填金屬件連接處間隙的焊接方法。本文主要解答錫焊是否可以焊鐵,怎樣焊才可以更加牢固,其次介紹了錫焊可以焊哪些金屬,最后闡述了錫焊焊接的操作要領(lǐng)及安全操作注意事項,具體的跟隨小編一起來了解一下。
2018-05-04 10:33:0399265 原子擴散焊和高分子擴散焊兩種焊接加工工藝的異同:高分子擴散焊是實現(xiàn)材料分子之間的擴散焊接方法,原子擴散焊是通過材料原子滲透的方式來實現(xiàn)焊接融合的工藝高分子擴散焊主要針對銅箔、鋁箔等軟連接產(chǎn)品進行焊接
2019-01-16 09:12:052342 波峰焊焊接溫度是影響焊接質(zhì)量的一個重要的工藝參數(shù)。當(dāng)焊接溫度過低時,焊料的擴展率、潤濕性能變差,由于焊盤或元器件焊端不能充分的潤濕,從而產(chǎn)生虛焊、拉尖、橋接等缺陷;當(dāng)焊接溫度過高時,則加速了焊盤、元器件引腳及焊料的氧化,易產(chǎn)生虛焊。焊接溫度應(yīng)控制在250+5C.
2019-04-29 17:04:1329085 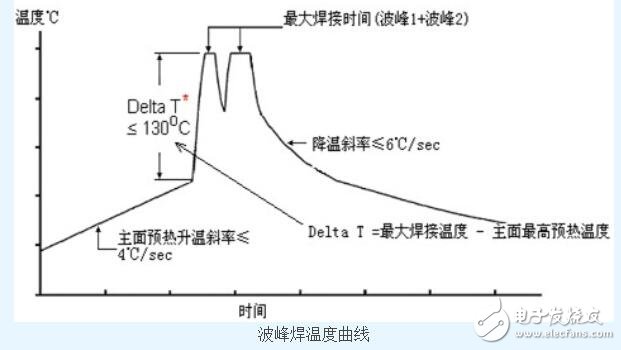
電阻焊是以電阻熱為能源的一類焊接方法,包括以熔渣電阻熱為能源的電渣焊和以固體電阻熱為能源的電阻焊。
2019-05-13 16:52:5719714 焊接接頭的不完整性稱為焊接缺欠,主要有焊接裂紋、未焊透、夾渣、氣孔和焊縫外觀缺欠等。這些缺欠會減少焊縫截面積,降低承載能力,產(chǎn)生應(yīng)力集中,引起裂紋;降低疲勞強度,易引起焊件破裂導(dǎo)致脆斷。其中危害最大的是焊接裂紋和氣孔。
2019-05-14 16:48:2426130 目前市場上自動化焊接設(shè)備,根據(jù)不同的應(yīng)用,不同的行業(yè),繼而呈現(xiàn)出不同的類型。那么,自動化焊接設(shè)備類型有哪些呢?小編為大家介紹一下。
2019-06-06 14:42:387936 焊條直徑的選擇主要取決于焊件厚度、接頭形式、焊縫位置和焊接層次等因素。在一般情況下,可根據(jù)表6-4按焊件厚度選擇焊條直徑,并傾向于選擇較大直徑的焊條。另外,在平焊時,直徑可大一些;立焊時,所用焊條
2019-07-02 16:51:1240046 手工電弧焊屬于焊接方法中熔化焊的一種,是將兩個分離的金屬,在接頭處局部加熱或加壓,或者加熱時同時又加壓、熔化、冷卻后凝固成一個牢固的整體。它是利用電弧熱局部熔化焊件和焊條以形成焊縫的一種手工操作焊接方法。電焊機是手工電弧焊的主要設(shè)備,是產(chǎn)生焊接電弧的電源,常用的電焊機有交流弧焊機和直流弧焊機兩類。
2019-07-04 14:33:4214068 焊條選用不當(dāng)。電流太低。焊接速度太快溫度上升不夠,又進行速度太慢電弧沖力被焊渣所阻擋,不能給予母材。焊縫設(shè)計及組合不正確。
2019-07-04 14:39:408619 短路過渡時的工藝參數(shù)短路過渡焊接采用細絲焊,常用焊絲直徑為Φ0.6~1.2,隨著焊絲直徑增大,飛濺顆粒都相應(yīng)增大。短路過渡焊接時,主要的焊接工藝參數(shù)有電弧電壓、焊接電流、焊接速度,氣體流量及純度,焊絲深出長度。
2019-07-05 16:33:3335412 直接引弧法是在通電后迅速將上鋼筋提起,使兩端頭之間的距離為2—4mm引弧。這種過程很短。當(dāng)鋼筋端頭夾雜不導(dǎo)電物質(zhì)或端頭過于平滑造成引弧困難時,可以多次把上鋼筋移下與下鋼筋短接后再提起,達到引弧目的。
2019-07-15 14:25:596898 用焊機機頭的下夾具夾住固定的下鋼筋,下鋼筋端頭伸在焊劑筒中偏下位置;對于齒輪式機頭則將上夾具搖到距上止點15mm處,把待焊鋼筋夾在上夾具上;對于杠桿式機頭則是將杠桿置于水平位置,把待焊鋼筋夾在上夾具上。
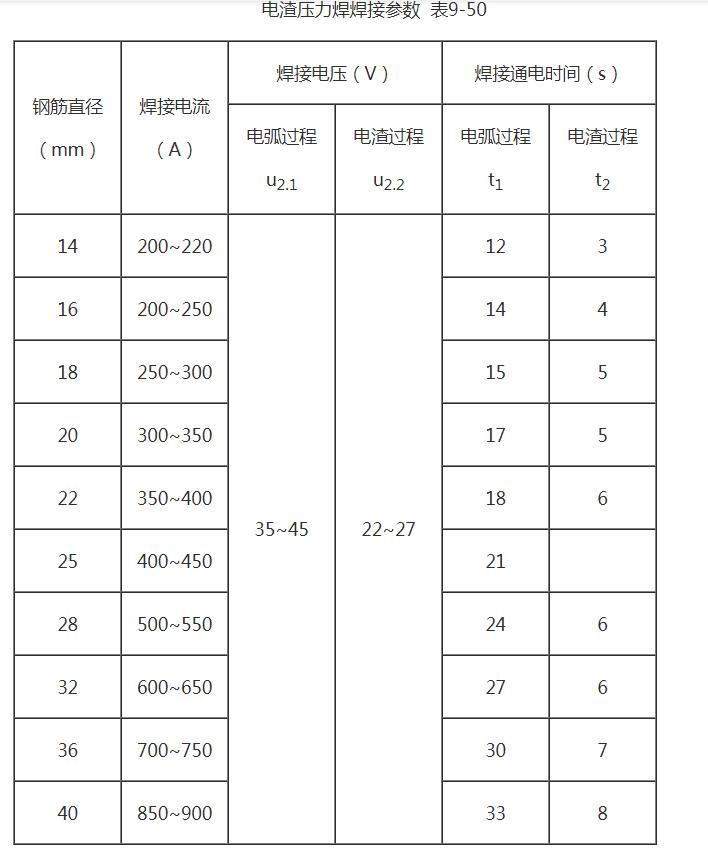
2019-07-15 14:43:0611379 電渣壓力焊:是將兩鋼筋安放成豎向或斜向(傾斜度在4:1的范圍內(nèi))對接形式,利用焊接電流通過兩鋼筋間隙,在焊劑層下形成電弧過程和電渣過程,產(chǎn)生電弧熱和電阻熱,熔化鋼筋,加壓完成的一種壓焊方法。
2019-07-15 14:57:2611651 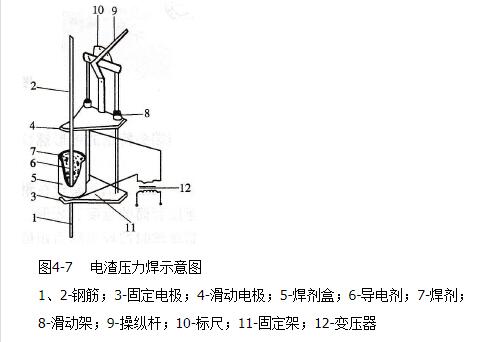
焊包是焊接時擠出的熔化金屬,它反映了鋼筋熔化量大小。一般認(rèn)為焊包直徑為鋼筋直徑的1.6倍為好。但實際上焊包并不能算作鋼筋的受力斷面,不能認(rèn)為焊包越大越好。焊包過大反映鋼筋熔化量過大,有時反而強度降低。
2019-07-15 15:33:5131986 豎向焊接全部是嶄新螺紋鋼,質(zhì)硬量重,作業(yè)用的勞保用品手套及鞋損壞快,沒有及時更換勞防用品,手與腳可能直接接觸鋼筋,很容易觸電危險。
2019-07-15 15:55:202884 紅外回流焊的焊接表面組裝件sMA置于網(wǎng)狀或鏈?zhǔn)絺魉蛶希?jīng)過設(shè)備的預(yù)熱區(qū)升溫、保溫區(qū)溫度勻化,焊接區(qū)溫度達到南緯、錫膏充分熔化和潤濕校焊材料表面,冷卻區(qū)熔融焊料完全凝固完成員終的焊接過程。這種焊接方式也稱為連續(xù)式回流焊。預(yù)熱區(qū)、保溫區(qū)、焊接區(qū)和冷卻區(qū)是回流焊接設(shè)備的四個溫區(qū)。
2019-10-01 17:19:004702 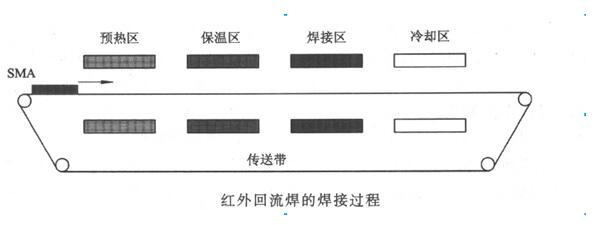
焊件及焊條的化學(xué)成分不當(dāng)。當(dāng)熔池內(nèi)含氧(O2)、氮(N2)、錳(Mn)、硅(Si)等成分多時,形成夾渣的機會也多。
2019-10-25 10:05:4327666 焊接電流是決定熔深的主要因素。在一定的范圍內(nèi),電流增加時,焊縫的楚深‘和余高4都增加,而焊縫的熔寬B增加不大。增大焊接電流可以提高生產(chǎn)率,但在一定的焊速下,焊接電流過大會使熱影響區(qū)過大并產(chǎn)生焊瘤或使焊件被燒穿。若焊接電流過小,則熔深不足,產(chǎn)生熔合不好或未焊透,夾渣等缺陷。
2019-11-15 16:27:5922624 埋弧焊(含埋弧堆焊及電渣堆焊等)是一種電弧在焊劑層下燃燒進行焊接的方法。其固有的焊接質(zhì)量穩(wěn)定、焊接生產(chǎn)率高、無弧光及煙塵很少等優(yōu)點,使其成為壓力容器、管段制造、箱型梁柱等重要鋼結(jié)構(gòu)制作中的主要焊接方法。
2019-11-19 15:01:2213634 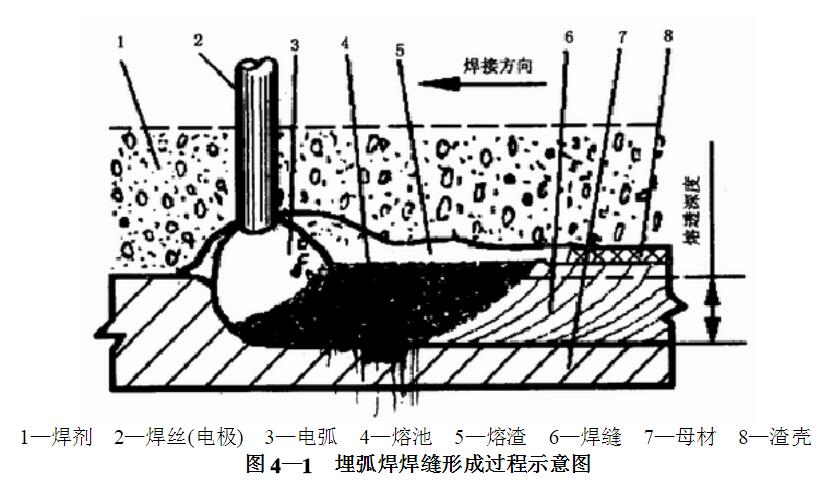
焊條電弧焊是通過焊條引發(fā)電弧,用電弧熱來熔化焊件而實現(xiàn)焊接的一種熔焊方法,它是目前應(yīng)用最多、最普遍的焊接方法。
2019-12-27 11:14:3617360 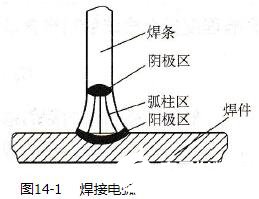
電焊機對焊接所需熱量供以電能,是焊接適宜電氣特性的電源裝置,如弧焊電源、電渣焊變壓器等稱為焊接電源。焊接電源針對不同的焊接方法要具有一定的外特性。如焊條電弧焊、鎢極氬弧焊和碳弧氣刨電源的外特性是下降
2020-03-15 15:33:0011284 從顏色上看,電焊中的焊渣它要比熔池中的液態(tài)鐵水要暗一些,并且與焊接方向相反的方向和后部兩側(cè)流動,隨著焊接的繼續(xù)而冷卻,成為焊渣。
2020-03-26 10:45:3133066 波峰焊接后線路板上網(wǎng)狀錫渣過多通常指板面與波相接觸位置出現(xiàn)的網(wǎng)狀殘留錫渣,它有可能可能造成線路板線路焊點短路等情況。下面為大講解下波峰焊接后線路板上網(wǎng)狀錫渣過多的原因及預(yù)防。
2020-04-10 11:17:316490 波峰焊真空焊接是氣相再流焊系統(tǒng)可以在焊接后形成真空,能夠清除熔融焊點中的氣泡。因為基于噴射技術(shù)的氣相再流焊系統(tǒng)在焊接過程中使用密封腔,這就很容易把真空處理納入到這個工藝中去。在壓力小于2毫巴的真空
2020-04-15 11:41:328796 在焊接作業(yè)過程中也會產(chǎn)生焊錫渣,這是很正常的氧化現(xiàn)象。無鉛環(huán)保錫條由純錫和微量銅制造,在其中加入了抗氧化劑,相對于傳統(tǒng)錫條濕潤性高,流動性好,更易上錫,同時焊點光亮飽滿,不會出現(xiàn)虛焊情況,成為了現(xiàn)在波峰焊的主要選擇。那么是什么原因產(chǎn)生焊錫渣的呢?
2020-04-26 11:42:399532 為提高和保證電子線路的高質(zhì)量焊接,防止電路焊接中假焊和虛焊的產(chǎn)生,所以正確操作使用電烙鐵和合理選用焊錫和助焊劑是關(guān)健。
2020-07-19 10:35:507342 本文首先介紹了電子束焊的焊接參數(shù),其次闡述了電子束焊的技術(shù)要求,最后介紹了電子束焊的特點。
2020-09-02 16:50:2214137 這是以電阻熱為能源的一類焊接方法,包括以熔渣電阻熱為能源的電渣焊和以固體電阻熱為能源的電阻焊,由于電渣焊具有更獨特的特點,幫放在后面介紹,這里主要介紹幾種以固體電阻焊為能源的電阻焊,主要有定位焊、縫焊、凸焊及對焊等。
2021-03-04 15:02:5421747 針對以上的豆腐狀錫渣的產(chǎn)生過多,含銅量超標(biāo)的原因,晉力達波峰焊廠家建議定期清錫爐,大約每半年或者一年換一次新錫較適宜。(換錫:即把波峰焊里的錫全部清出來,清洗干凈錫爐的每個部件,再裝上每個部件,加新的錫條即可)。
2021-06-09 16:49:566412 焊接機器人和手工焊有什么區(qū)別?焊接市場面臨著日益增長的焊接需求,迫切地實現(xiàn)轉(zhuǎn)型升級,使用焊接機器人作為自動焊接設(shè)備,提高了焊接市場的自動化和智能化水平,在工程機械制造、汽車及汽車零部件制造、五金建材、航空航天、船舶制造、食品化工等領(lǐng)域中都出現(xiàn)了焊接機器人的身影,帶您了解焊接機器人和手工焊的區(qū)別。
2021-08-25 17:26:168688 較少,如果是回收錫做的錫材更容易有錫渣產(chǎn)生,另外波峰焊的錫爐噴口寬度 流速 還有錫波落差 錫爐溫度均勻性 這些也是影響錫爐錫渣多的原因。那麼怎樣可以降低錫渣或是讓錫渣里的焊錫絲降低?有一些同行業(yè)的設(shè)備是紅膠制造打開雙
2021-11-03 14:28:151776 碰焊是焊接件在接口處表面的某些點上被電焊焊接起來。碰焊規(guī)定金屬材料要有不錯的塑性變形能力。電焊焊接時,先把焊接件表層清除整潔,再把被焊的焊接件裝配整好,壓在兩柱型銅金屬電極中間,釋放壓力夾緊。 當(dāng)
2021-11-15 18:05:402564 電阻焊原理: 焊件組合后通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區(qū)域產(chǎn)生的電阻熱使得焊接工件表面融化從而達到焊接的目的的焊接方法稱為電阻焊。 超聲波原理: 利用高頻振動產(chǎn)生的能量,將同種或異
2021-11-18 18:05:102150 、對焊。電阻焊可以焊接高碳鋼、不銹鋼網(wǎng)片、黃銅、鎳片、鍍鋅板、鋁板及各種線材、螺母、螺帽等材料的多種形式的點焊和凸焊。 中頻逆變直立式點焊機是一套先進的焊接設(shè)備。應(yīng)用廣泛,焊接變壓器體積小而輸出能量大。應(yīng)用于汽
2021-12-15 17:51:103724 機器人焊接設(shè)備的應(yīng)用領(lǐng)域有哪些?機器人焊接設(shè)備就是在焊接生產(chǎn)中實現(xiàn)穩(wěn)定焊接作業(yè)的機械設(shè)備,市場中常見的機器人焊接設(shè)備主要有點焊和弧焊、激光焊、氬弧焊等,根據(jù)不不同的應(yīng)用領(lǐng)域選用不同的焊接工藝,能夠
2021-12-23 15:50:202907 中,壓力的作用是通過聲極來傳導(dǎo)超聲波振動到焊件上。不同的材料決定著在焊接時需要的壓力大小,選擇一個大小合適的壓力值對于焊接結(jié)果有著非常重要的影響。? ? ? ? 超聲波塑料焊接機參數(shù)界面 如果壓力值太低,會導(dǎo)致超聲
2021-12-27 15:34:552935 
在使用波峰焊接經(jīng)常會出現(xiàn)焊接缺陷,是指不借助儀器就能從工件表面發(fā)現(xiàn)的缺陷。常見的外觀缺陷包括咬邊、焊瘤、凹陷、焊接變形,有時還有表面氣孔和表面裂紋。單面焊根部未焊透等。下面晉力達來給大家講解一下波峰焊焊接出現(xiàn)缺陷是哪些原因呢
2022-06-16 11:40:472064 波峰焊設(shè)備使用一段時間發(fā)現(xiàn)錫渣很多,錫渣多的主要原因是波峰焊錫雜質(zhì)太多,還有就是操作不當(dāng)產(chǎn)生半氧化錫渣(豆腐渣)。下面跟隨晉力達廠家詳細告訴你波峰焊錫渣多是什么原因與解決方法。
2022-06-24 14:34:339609 超聲波焊接過程中,焊接參數(shù)會影響焊接結(jié)果。這些參數(shù)包括振幅、焊接距離、焊接壓力、焊接能量跟觸發(fā)壓力。不同類型的塑料需要不同的振幅。
2022-07-05 10:21:213999 
將工件焊接處局部加熱到熔化狀態(tài),形成熔池(通常還加入填充金屬),冷卻結(jié)晶后形成焊縫,被焊工件結(jié)合為不可分離的整體。常見的熔焊方法有氣焊、電弧焊、電渣焊、等離子弧焊、電子束焊、激光焊等。
2022-07-28 11:57:005234 許多不同的產(chǎn)品要求密封性良好,激光焊接具有焊接精密、牢固好、密封不透氣和不漏水、焊接速度快的特點。激光焊接設(shè)備采用結(jié)構(gòu)密封設(shè)計,動力部分下沉式布置,有效保護操作人員的安全。同時設(shè)備所有用料都經(jīng)過
2022-11-21 11:55:361058 
國內(nèi)科技發(fā)展迅速,自動化焊接設(shè)備也趁勢而起,目前很多行業(yè)的焊接作業(yè),都離不開自動化焊接設(shè)備了,它的應(yīng)用越來越廣泛,自動化焊接設(shè)備的出現(xiàn),解決了很多工件的焊接難題,作為一種高效、節(jié)能、環(huán)保的焊接設(shè)備,讓不少企業(yè)的焊接制造更為方便,帶動大量制造產(chǎn)業(yè)鏈的快速發(fā)展。那么常見的自動化焊接設(shè)備有哪些類別呢?
2022-11-23 11:43:226877 焊接機器人焊接設(shè)備主要包括機器人、焊接電源、送絲裝置、焊接保護氣體裝置、焊槍、工裝夾具、焊接變位機和清槍裝置。
2023-01-04 11:12:102394 
的問題,可以做到重復(fù)生產(chǎn),提高了企業(yè)生產(chǎn)效率。但是不管任何方式,焊接就會產(chǎn)生焊渣,高溫焊渣對于焊接工作會有直接的影響,因此需要謹(jǐn)慎處理,那么焊接機器人高溫焊渣怎么處理? 焊接機器人高溫焊渣怎么處理? 一、焊渣的形
2023-01-07 17:13:261647 ,根據(jù)不同的金屬材料會有不同的焊接方法,常用的有電弧焊、氬弧焊、CO2保護焊、氧氣-乙炔焊、激光焊接和電渣壓力焊等焊接方法。而在一些貼片加工工廠中經(jīng)常會用到手工焊接的方法。 手工焊接操作要領(lǐng) 手工焊接的主要工具是電烙鐵
2023-02-08 09:34:322524 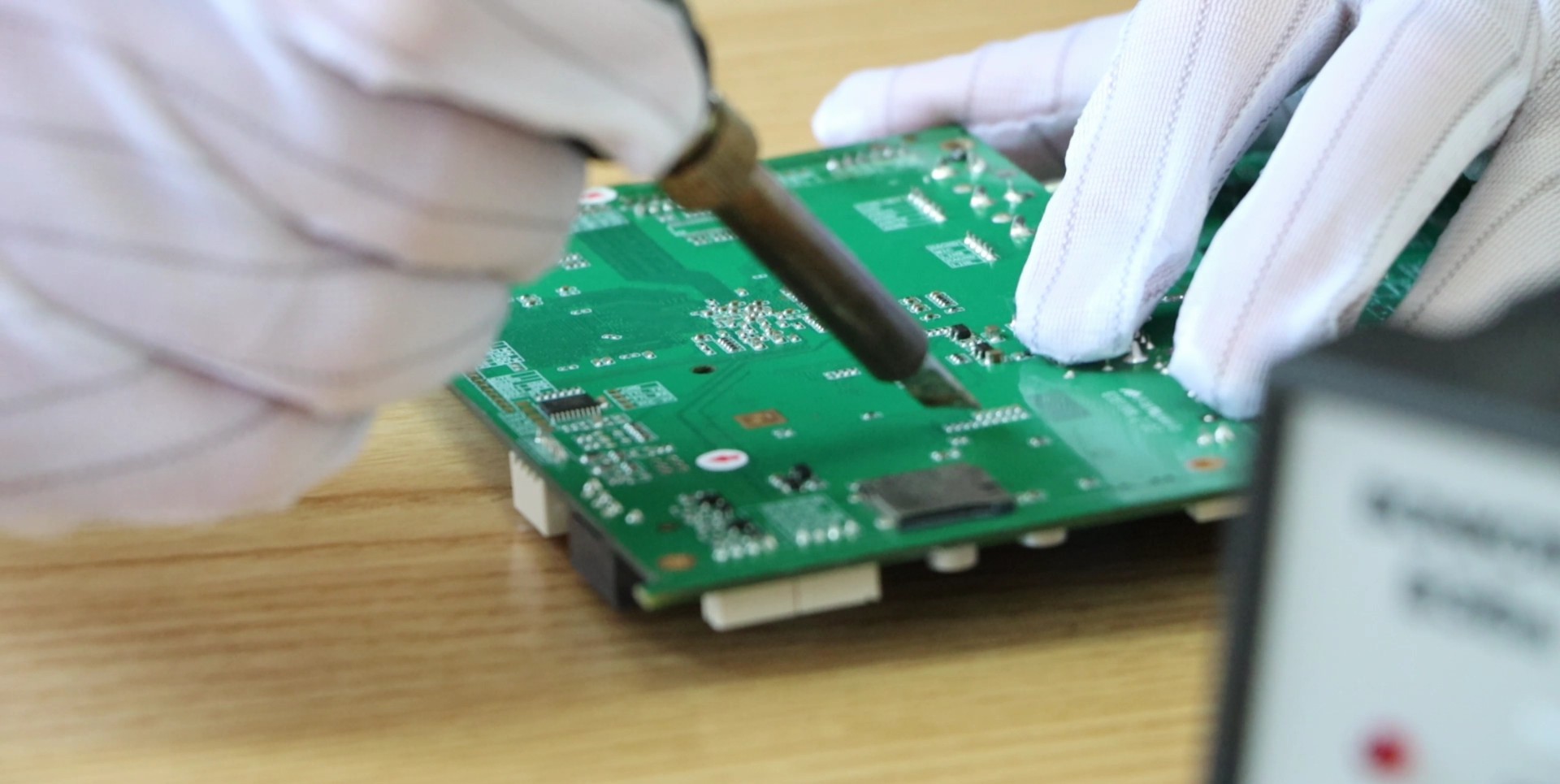
如何處理焊接機器人產(chǎn)生的高溫焊渣?可以通過砂輪、化學(xué)試劑、刨錘等工具清理焊渣,還可以為工件加上保護罩減少焊渣的形成。
2023-02-16 09:45:403308 在焊接機器人工作站中焊接會經(jīng)常出現(xiàn)如咬邊、表面氣孔、表面裂紋、焊縫位置不合理、焊渣等問題。焊接機器人工作站中這些缺陷大幅影響了工作站中焊件的質(zhì)量。
2023-03-06 12:42:155175 壓力容器是指盛裝氣體或者液體,承載一定壓力的密閉設(shè)備。金屬壓力容器廣泛應(yīng)用于化工、石油、機械、冶金、核能、航空、航天等部門,是生產(chǎn)過程中必不可少的核心設(shè)備。冶金、機械加工、焊接和無損檢測等技術(shù)的不斷進步,金屬壓力容器技術(shù)領(lǐng)域也取得了相應(yīng)的進展。下面來看看激光焊接技術(shù)在焊接壓力容器的工藝應(yīng)用。
2023-04-27 16:42:591866 波峰焊的推薦焊接條件
2023-05-11 18:49:392 由于醫(yī)療器械使用的特殊性,醫(yī)療器械的外殼封裝生產(chǎn)要求更加精細和精確。醫(yī)療器械的一般要求是無菌的,不添加化學(xué)物質(zhì),而傳統(tǒng)焊接方法在加工過程中會產(chǎn)生焊渣和碎屑,從而影響醫(yī)療器械。激光焊接工藝基本上不會產(chǎn)生焊渣和碎片,可在無塵室進行激光焊接。下面介紹激光焊接技術(shù)在醫(yī)療器械外殼封裝焊的優(yōu)點。
2023-05-30 16:55:20937 焊條電弧焊的基本原理:焊條電弧焊通常用英文簡稱SMAW表示。�焊條電弧焊是用手工操縱焊條進行焊接的電弧焊方法。 �焊條電弧焊的過程如圖所示:�氣——渣聯(lián)合保護的熔化焊。
2023-06-02 16:53:260 影響波峰焊的因素有很多,波峰焊時錫渣含量過高,首先要分清錫渣的組成是否正確,若錫渣呈黑色粉末狀為正常,而一般會出現(xiàn)在錫渣是否正常,焊錫條是焊錫產(chǎn)品之一,錫條可分為無鉛錫條和有鉛錫條兩種,它們都用
2021-11-22 15:52:002630 
DN-100氣動式螺母壓焊機M8碳鋼螺絲帽凸焊自動焊接設(shè)備電阻焊機是指用電阻加熱原理進行焊接的一種焊接設(shè)備。電阻焊機依據(jù)不同用途和要求可分為不同種類。從焊接方法分類,有點焊機、縫焊機、凸焊機和對焊機
2021-11-29 10:41:061664 
前兩天大家不知道有沒有看過我寫過錫條在波峰焊產(chǎn)生的原因是什么,如果有了解清楚,都會比較清楚,影響波峰焊的因素有很多,波峰焊時錫渣含量過高,首先要分清錫渣的組成是否正確,若錫渣呈黑色粉末狀為正常,而
2022-08-20 15:43:342532 
錫渣出現(xiàn)問題的,利于對癥下藥。一、設(shè)備客觀原因設(shè)備工作溫度:波峰焊的溫度調(diào)節(jié)得不是很高,實行焊接時機器工作溫度還不達標(biāo),引發(fā)焊錫沒能夠熔化。解決措施:預(yù)熱工作溫度
2022-11-23 10:40:093030 
回流焊作為現(xiàn)代電子制造中常見的一種焊接方法,其主要目的是將焊盤、元件引腳和焊膏熔化,形成焊接點。隨著技術(shù)的發(fā)展,焊接設(shè)備也在不斷升級改良,其中就包括了導(dǎo)軌回流焊和普通回流焊。這兩種方法各有優(yōu)點,也存在各自的局限,所以說哪種更好并不是一個簡單的問題,需要從多個角度進行評估。
2023-05-22 10:25:522682 
自動焊接設(shè)備是現(xiàn)代工業(yè)中的一種關(guān)鍵技術(shù),它在許多領(lǐng)域發(fā)揮著重要作用。自動焊接設(shè)備利用先進的技術(shù)和系統(tǒng),能夠?qū)崿F(xiàn)高效、精確、穩(wěn)定的焊接過程,大大提高了生產(chǎn)效率和產(chǎn)品質(zhì)量。下面將介紹自動焊接設(shè)備在幾個
2023-06-20 17:38:362425 
焊接機器人常見的焊接缺陷包括焊偏、焊瘤、焊點飛濺、焊渣、咬邊和氣孔問題。
2023-06-28 14:24:442311 波峰焊的推薦焊接條件
2023-06-28 19:12:521 的預(yù)熱,以防PCB突然進入焊接區(qū)而損壞PCB和連接器→當(dāng)PCB進入焊接區(qū)時,溫度迅速上升使焊膏達到熔化狀態(tài),液態(tài)焊錫對PCB的焊盤、連接器引腳潤濕、擴散、漫流或回流混合形成焊錫接點→PCB進入冷卻區(qū),使焊點凝固。此時完成了回流焊。
2023-07-10 09:54:341931 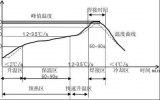
機器人是目前應(yīng)用最廣泛的自動化焊接設(shè)備之一。它們具有高精度、高速度和高重復(fù)性的特點,能夠在不同的焊接位置和角度進行焊接作業(yè)。焊接機器人通常由機械臂、焊槍和控制系統(tǒng)組成,可以執(zhí)行多種焊接任務(wù),如弧焊、激光焊和電阻焊等。
2023-07-11 15:30:355748 焊接機器人是一種工業(yè)自動化設(shè)備,可以實現(xiàn)焊接過程的自動化和智能化。其中常見的三種焊接方式包括TIG焊、MIG焊和MAG焊,接下來無錫金紅鷹將為大家介紹這三種焊接方法的區(qū)別。
2023-08-01 13:40:294031 
影響焊接質(zhì)量,降低產(chǎn)品的性能和外觀。今天我們探討機器人焊接如何避免焊渣問題,以確保高質(zhì)量的焊接工藝。 一、合適的焊接方法和參數(shù) 要避免焊渣問題,首先需要選擇適合的焊接方法和參數(shù)。不同的焊接方法和參數(shù)會影響焊接
2023-10-16 17:05:201218 編輯:鐳拓激光近幾年隨著激光技術(shù)的快速發(fā)展與進步,激光自動化焊接設(shè)備也得以在各行業(yè)中大量應(yīng)用。激光自動化焊接設(shè)備與傳統(tǒng)的焊接設(shè)備相比,無論是在焊接速度、還是焊接質(zhì)量上都具有非常大的優(yōu)勢,而且焊接損耗
2023-10-17 13:11:492307 
PCB焊接虛焊檢測方法
2023-10-18 17:15:006614 波峰焊與回流焊焊接方式的區(qū)別? 波峰焊和回流焊是常見的電子組裝工藝中的兩種焊接方式。雖然兩種焊接方式都是在電子產(chǎn)品制造中使用的,但它們的原理、應(yīng)用和焊接結(jié)果有所不同。下面將詳細介紹波峰焊和回流焊
2023-12-21 16:34:396258 ? 1 ,激光焊接設(shè)備有多種型號。 2 ,這是因為不同的焊接需求和材料特性會決定選擇不同型號的設(shè)備。 例如,對于精密焊接需求,可以選擇激光微焊機;對于大型結(jié)構(gòu)的焊接,可以選擇激光焊接機床。 3
2023-12-29 14:02:591590 埋弧焊是利用電弧作為熱源的焊接方法。由于埋弧焊熔深大,生產(chǎn)率焊接質(zhì)量好:因為有熔渣的保護,熔化金屬不與空氣接觸,機械化操作的程度高,因而適于焊接中厚板結(jié)構(gòu)的長焊縫。
2024-01-24 11:01:123573 
在現(xiàn)代制造業(yè)中,自動焊接是一項關(guān)鍵的工藝,隨著科技的進步,自動焊逐漸取代了傳統(tǒng)的手工焊接,成為了主流。自動焊不僅提高了生產(chǎn)效率,還保證了焊接質(zhì)量的穩(wěn)定性和一致性。自動焊接方法多種多樣,下面創(chuàng)想焊縫
2024-04-09 16:22:262346 
眾所周知,持續(xù)穩(wěn)定高效的焊接離不開穩(wěn)定可靠的焊接設(shè)備。然而,即使質(zhì)量再高的焊接設(shè)備,出廠后不加維護其使用壽命也會大打折扣。尤其在現(xiàn)場環(huán)境惡劣、焊工粗暴使用的情況下,焊接設(shè)備的“抗衰”必不可少。
2024-09-24 16:10:111580 企業(yè)帶來嚴(yán)重的售后維護壓力。 錫珠錫渣的形成原因主要來自以下幾個方面: 1.焊膏量控制不當(dāng):SMD焊盤上錫膏過量,在回流焊接時多余的錫膏被擠出形成錫珠 2.材料受潮問題:PCB板材或元器件存儲不當(dāng)吸收水分,高溫焊接時水分汽化導(dǎo)致
2025-04-21 15:52:161166
 電子發(fā)燒友App
電子發(fā)燒友App








 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論