 電子發燒友App
電子發燒友App



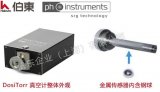
真空伏輥是造紙機械構成之一,位于濕部末端,通常真空伏輥輥體的材質有不銹鋼和錫青銅兩種,局部劃傷、磨損是真空伏輥在生產時常出現的問題。此類設備往往設備值高,一但出現劃傷現象,輕則造成生產效率下降,重則造成生產設備的停產。
1、設備問題及故障分析
1.1 設備問題
一造紙廠企業真空伏輥輥體內壁磨損部位有兩處,一處位于真空伏輥兩端的氣態密封部位,磨損寬度為35mm,深度為1mm。另一處位于輥體中間部位,磨損寬度為5mm,深度為5mm。真空伏輥材質為黃銅,長度8000mm,直徑800mm。
1.2故障分析
真空伏輥在長期運轉中,受聚酯網張力的影響,導致輥體表面局部磨痕嚴重,真空伏輥由于受物料沖擊常會出現局部劃傷的問題,如輥面的局部損壞、輥體內壁劃傷、輥體兩端氣胎部位磨損等;輥體的傳動部位磨損是另一類經常出現的故障,如真空伏輥軸承位磨損、軸頸磨損、鍵槽損傷等。
傳統的處理方法以補焊或刷鍍為主,但補焊時高溫產生的熱應力無法完全消除,極易導致輥體發生變形。而電刷鍍受輥面眼孔的影響,容易剝落。而碳納米聚合物材料的出現很好的解決了真空伏輥輥體內壁磨損的問題,由于材料具有較好的粘著力及抗壓強度,可免拆卸,免機加工修復,較傳統修復方法更為省時省力。
2、現場處理真空伏輥輥體內壁磨損的過程:
2.1?將待修復部位的水漬烤干保證表面干燥無污物。然后將待修復部位的氣孔全部堵住,可以減少材料進入孔內;
2.2將待修復部位全部打磨粗糙,增大材料粘結面積;
2.3調和索雷碳納米聚合物材料,調和至均勻無色差;
2.4無水乙醇清洗修復面,然后將調和好的材料均勻涂覆在磨損的位置;
2.5沿基準進行反復刮研,直至無高點并與基準面齊平;
2.6?整體全部刮研修復完畢后,開始鉆孔,把每個孔鉆通;
2.7鉆孔結束后,沖洗孔內的多余材料,整體修復完畢。
以上就是處理真空伏輥輥體內壁磨損的整套方案,操作步驟簡單,而且可以根據不同磨損情況采用不同修復方案實施在線修復,不但是企業突發事件的有效解決手段,而且修復部件可以滿足數年乃至更長的使用周期。
? ? ? ?責任編輯:tzh














































 工商網監
工商網監
評論