 12種鋰電池極片輥壓后常見缺陷及防范措施大揭秘!
12種鋰電池極片輥壓后常見缺陷及防范措施大揭秘!

鋰電池極片的輥壓工藝是影響電池性能的關鍵環節之一。在極片輥壓過程中,由于多種因素的影響,常常會出現各種缺陷,如波紋、瓢曲、側彎等,這些缺陷不僅影響電池的性能和壽命,還可能導致安全隱患。本篇文章,美能光子灣將帶您深入分析極片輥壓過程中常見的缺陷及其產生原因,并制定有效的防范措施,對于提高鋰電池的質量和可靠性具有重要意義。
Part.01
什么是輥壓?
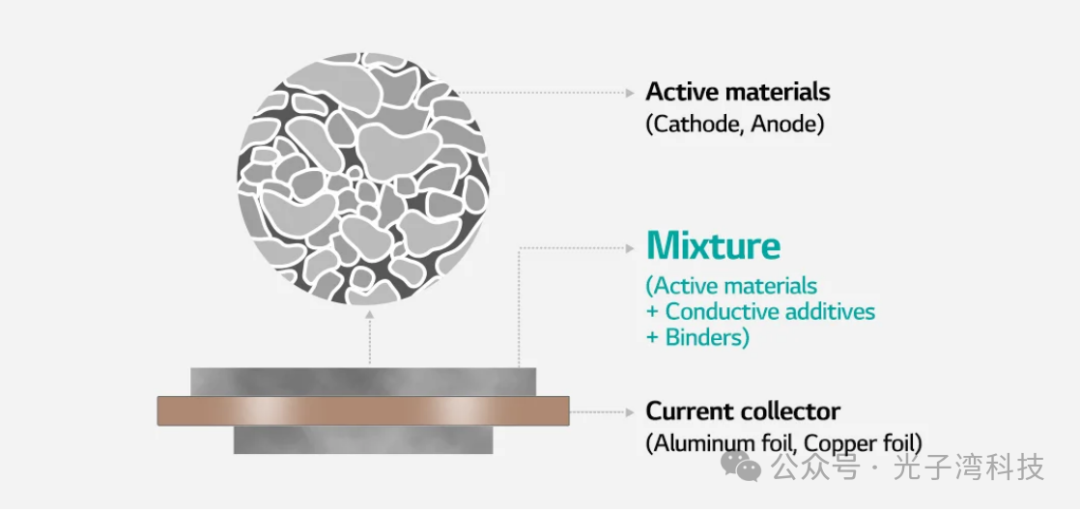
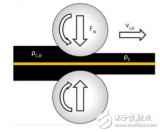
輥壓決定了電池電極的密度、性能和表面質量。兩個大輥從兩側擠壓電極,使其變薄并提高其密度。這樣,電極表面與活性材料的結合更好,使鋰離子更容易穿過連接良好的表面和材料。因此,電極的輸出和性能也得到改善。
Part.02
極片輥壓工序
極片輥壓一般安排在涂布干燥工序之后,裁片工序之前,是正負極金屬集流體(正極是鋁箔,負極是銅箔)上的涂布粉體電極材料經過壓機壓實的過程。極片進入輥壓機后,在對輥壓力的作用下,極片中的活性顆粒發生流動、重排以及嵌入,顆粒之間的空隙減少,排列緊密化。
輥壓主要目的是減小極片厚度,提高粉體層單位體積的活性物質擔載量,即提高充填密度:從而達到提高電池容量的目的。
輥壓良好的極片具有較大的充填密度,厚度均勻,同時極片柔軟、不引入雜質,極片金屬不產生塑形變形,或者塑形變形量很小。
Part.03
極片輥壓后缺陷及控制
實際薄板輥壓過程中會出現很多缺陷,如瓢曲、起拱、波浪、側彎、褶皺、裂邊、翻邊等不良板形,顆粒突起、凹陷、空洞、氣泡、花紋、粉體脫落、色差等表面缺陷。
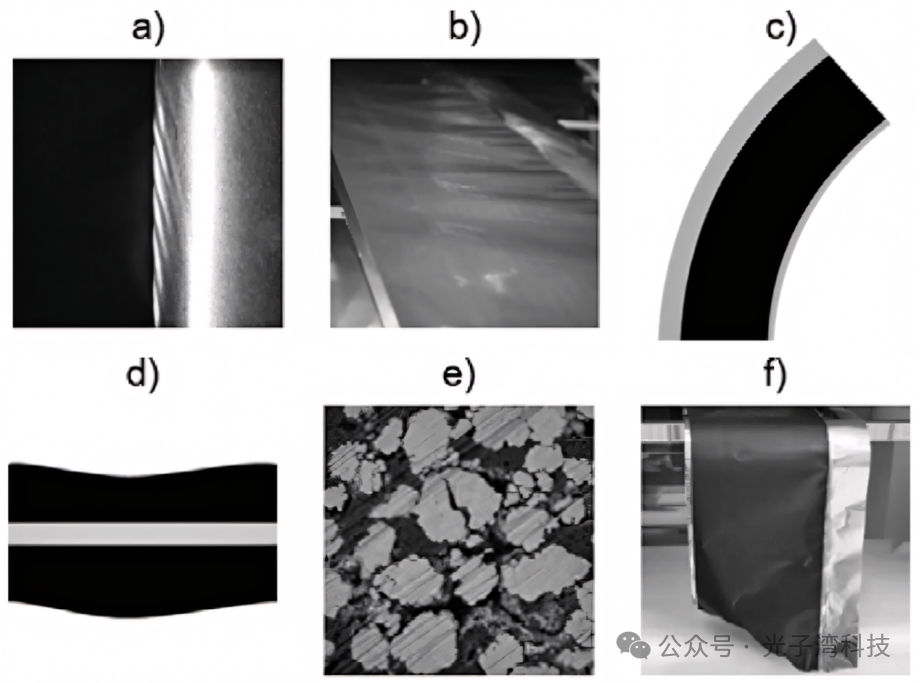
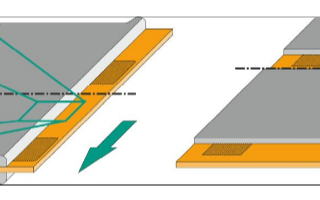
輥壓過程中產生的缺陷;a) 皺紋;b) 波紋;c) 瓢曲;d) 涂層厚度不均勻;e) 顆粒裂紋;f) 電極箔撕裂
下面我們展開講一下常見的缺陷及防范措施。
缺陷種類1:波紋
缺陷特征:沿輥壓行進方向呈波浪狀的連續突起和凹陷
產生原因:兩側輥縫不等且周期性變化;來料沿輥壓方向存在周期性的厚度變化,板形不良,同板強度差超標或卷取張力周期性變化
防止措施:采用高精度設備保證輥縫均勻;提高來料板型質量,提高厚度和強度一致性;控制卷取力均勻性
缺陷種類2:瓢曲
缺陷特征:因橫向和縱向都出現彎曲而形成的板體翹曲
產生原因:過大的輥壓力、較大張力或軋輥凸度過大,會使凸形軋輥中間區域變形量大,形成翹曲
防止措施:配置合適凸度的軋輥,設置合適的輥壓力和張力
缺陷種類3:側彎
缺陷特征:縱向向某一側彎曲的非平直狀態
產生原因:兩端輥縫不等,送料不正;來料兩側厚度不一致;波浪帶材剪切后展開出現的側彎
防止措施:采用高精度設備保證輥縫均勻和送料對正;保證極片來料厚度均勻,剪切時將存在缺陷處剪掉
缺陷種類4:翻邊
缺陷特征:帶材邊部翹起現象
產生原因:來料橫向厚度差大、變形抗力不一、送料不正等引起局部變形過大,變形量小部分的拉應力作用引起翻邊
防止措施:控制來料厚度和變形抗力均勻,保證送料對正,保證變形均勻
缺陷種類5:裂邊
缺陷特征:邊部破裂,嚴重時呈鋸齒狀
產生原因:極片塑性差;輥形控制不當,使板帶材邊部出現拉應力;卷取張力調整不當;端面碰傷;輥壓壓下量過大
防止措施:控制卷取張力小于屈服極限,防止變形;選擇合適輥形,防止極片邊緣受力過大
缺陷種類6:褶皺
缺陷特征:極片表面呈現的細小的、縱向或斜向局部凸起的、一條或多條圓滑的槽溝,稱皺紋
產生原因:輥壓偏斜、輥壓變形不均、輥壓力過低、極片厚度不均導致應力分布不均產生褶皺;來料板型不好或有橫波,同時卷取時張力不夠;卷取軸不平、套簡不圓等導致卷曲張力不均勻
防止措施:保證極片輥壓行進方向與軋輥軸線垂直;輥壓時適當減小壓下量,增大卷取時張力,使變形趨于均勻;控制極片來料的厚度、板形,符合輥壓要求;隨時檢查套筒的質量,發現套筒不圓,立即報廢
缺陷種類7:起拱
缺陷特征:局部凸起
產生原因:局部厚度過大,輥壓后變形量大于周圍,由于壓應力引起凸起
防止措施:提高集流體厚度和涂布厚度一致性
缺陷種類8:顆粒突起
缺陷特征:極片表面的局部大顆粒
產生原因:輥壓時掉粉并黏附在極片上
防止措施:防止掉粉或高效發揮除粉系統作用
缺陷種類9:凹陷
缺陷特征:極片表面的局部凹陷
產生原因:漏涂或涂布時存在氣泡缺陷;輥壓前掉粉
防止措施:防止漏涂和氣泡,防止輥壓前掉粉
缺陷種類10:花紋
缺陷特征:輥壓過程中產生的滑移線,呈有規律的松樹枝狀花紋,有明顯色差
產生原因:輥壓時下壓量過大,或輥壓速度過快,極片在軋輥間由于摩擦力大,流動速度慢,產生滑移;輥形不好,溫度不均;軋輥粗糙度不均;張力過小,特別是后張力小
防止措施:控制輥壓的壓下量和輥壓速度處于合適的范圍內;保證軋輥溫度分布均勻,粗糙度均勻并符合要求;調整張力符合要求
缺陷種類11:粉體脫落
缺陷特征:輥壓后局部出現的粉體脫落
產生原因:粘輥;黏結性不好;局部厚度大導致輥壓力過大
防止措施:提高軋輥表面光潔度,防止粘輥;提高活性物質黏結性;提高涂布質量,保證輥壓力均勻
缺陷種類12:色差
缺陷特征:極片輥壓后表軋輥表面色彩不一致
產生原因:粉料攪拌不均導致涂布面密度不均;軋輥表面光潔度不均勻
防止措施:提高涂布面密度的一致性和軋輥表面粗糙度一致性
綜上所述,鋰電池極片輥壓過程中常見的缺陷及其防范措施是確保電池性能和質量的重要環節。通過采用高精度的設備、優化工藝參數、提高原材料質量等措施,可以有效減少輥壓缺陷的發生,從而提高鋰電池的性能和可靠性。未來的研究應進一步深入探索輥壓工藝的優化和缺陷檢測技術的改進,美能光子灣將繼續致力于鋰電池相關技術的研發和創新,推動鋰電池行業的可持續發展,為實現綠色能源的廣泛應用貢獻力量。
*特別聲明:本公眾號所發布的原創及轉載文章,僅用于學術分享和傳遞行業相關信息。未經授權,不得抄襲、篡改、引用、轉載等侵犯本公眾號相關權益的行為。內容僅供參考,如涉及版權問題,敬請聯系,我們將在第一時間核實并處理。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
鋰電池
+關注
關注
263文章
8689瀏覽量
185836 -
電極
+關注
關注
5文章
899瀏覽量
28431 -
極片
+關注
關注
3文章
31瀏覽量
11793
發布評論請先 登錄
相關推薦
熱點推薦
善思創興薄膜力學斷層掃描測試儀:聚焦鋰電池材料檢測,解決行業核心測試痛點
在鋰電池產業高速發展的背景下,薄膜類關鍵材料(如極片涂層、隔離膜)的力學性能直接決定電池的循環壽命、安全性能與能量密度。當前,鋰電池薄膜材料
發表于 08-30 14:16
鋰電池檢測設備有哪些?大成精密鋰電池檢測設備推薦
、典型應用:鋰電池正、負極涂布,鋰電池正、負極輥壓的厚度和面密度測量。對于傳統涂布線,建議采用離線式激光測厚儀通過抽檢的方式折中地解決邊緣監控問題;而對于新上的涂布線,推薦使用該設備放
發表于 06-15 17:56
鋰電池UPS常見技術問題分析及解決措施
了鋰電池UPS常見問題原因分析及解決措施,希望能幫助大家。 一、鋰電池UPS電源電壓不一致,個別偏低 1.自放電大造成電壓低 電芯自放電大,使其電壓降低比其它快,電壓低可以通過存
發表于 08-27 10:24
鋰離子電池極片制造的工藝流程介紹與輥壓工藝基本的過程
鋰離子電池極片制造一般工藝流程為:活性物質,粘結劑和導電劑等混合制備成漿料,然后涂敷在銅或鋁集流體兩面,經干燥后去除溶劑形成極片,
發表于 09-18 19:55
?34次下載
鋰電池極片外觀缺陷檢測視覺系統的作用分析
鋰電池已經成為人們生活中不可獲取的產品,而作為鋰電池生產的原材料,極片在生產過程中,由于涂料、輥壓等環節,容易出現裂痕、斑點、劃傷等多種不同
發表于 06-25 17:06
?2801次閱讀
鋰電極片表面缺陷檢測設備的優勢是什么
,兩者的差異導致不帶料的留白區會產生打皺,而打皺是極片的一種不良,如何能檢測出這種打皺現象不讓它流入下一個環節呢?采用精譜測控鋰電極片表面
發表于 05-24 15:12
?1940次閱讀



 工商網監
工商網監
評論