 鋰離子電池極片輥壓工藝原理與厚度控制
鋰離子電池極片輥壓工藝原理與厚度控制

在鋰離子電池的生產過程中,輥壓工藝是確保極片性能和電池質量的關鍵環節。通過將電池正負極材料與活性物質、導電劑、粘結劑等混合物進行輥壓,使其形成致密的結構,從而實現降低涂層厚度、增加壓實密度、提高涂膜黏結性等目標。本文將深入探討輥壓工藝的基本原理、變形區的力學特性以及通過輥縫、張力、速度和壓力等參數調控極片厚度的方法。
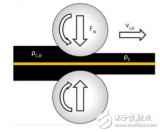
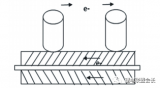
 輥壓開始時,極片與軋輥接觸,并靠二者之間的摩擦力,使得極片被軋輥咬住,極片被拽入軋輥,在變形區內發生變形,極片從輥縫出來后完成輥壓變形。極片不斷進入變形區,并連續發生變形,進入穩定壓制階段。當極片末端完全脫離變形區以后,輥壓過程結束。
輥壓開始時,極片與軋輥接觸,并靠二者之間的摩擦力,使得極片被軋輥咬住,極片被拽入軋輥,在變形區內發生變形,極片從輥縫出來后完成輥壓變形。極片不斷進入變形區,并連續發生變形,進入穩定壓制階段。當極片末端完全脫離變形區以后,輥壓過程結束。

簡單輥軋過程變形區示意圖
在鋰離子電池極片的輥壓過程中,極片的寬度和長度變形很小,集流體厚度不發生變化,對極片的輥壓可降低涂層厚度、增加壓實密度、提高涂膜黏結性,達到穩定電極結構和提高電池容量的目的。
極片的輥壓過程是單位面積質量不變而體積減小的過程。壓制后的厚度h可用下式計算:

式中,h'為極片集流體厚度;ρ為壓制后充填密度;m為單位面積極片的質量;m0為單位面積集流體質量。
表1. 極片的尺寸及力學性能參數

#Photonixbay.01
輥壓后的極片厚度控制
輥壓工藝通過選擇輥縫尺寸,調整極片出口張力、輥壓速度、輥壓力等參數,確保輥壓后的極片厚度達到工藝要求值。
#Photonixbay.02
輥縫尺寸調整
在其他輥壓條件一定的情況下,設置初始輥縫為S01,則輥壓機的彈性曲線A和軋件的塑性曲線B如下圖(左)所示,這時得到的軋件厚度為它們的交點對應的橫坐標h1。當需要減小輥壓厚度δh時,需要減小縫尺寸δS即輥縫由S01變為S02,輥壓機的彈性曲線左移到A',A'與塑性曲線B的交點橫坐標為h2,此時輥壓厚度為h2,減小δh。反之,增大輥縫將會增大輥壓厚度。
(左)輥縫調整原理圖;(右)來料厚度變化時輥縫調整
來料厚度不同時的輥縫調整,如上圖(右)所示。當來料出現厚度增大δH時,即板厚由H1增大到H2,在原始輥縫和其他條件不變時,軋件塑性曲線由圖中B右移為B',此時輥壓機的彈性曲線為A,導致彈塑性曲線交點橫坐標由h1右移到h2,輥壓厚度增大品δh。為矯正極片厚度產生的δh偏差,調整初始輥縫由S01變為S02,則輥壓機的彈性曲線由A變為A',輥壓厚度(A'和B'交點橫坐標)重回設計輥壓厚度h1。
#Photonixbay.03
張力調整
輥壓過程中,極片前端大于后端的速度,就會在極片中產生拉應力,也稱為張力。與輥縫調整相比,通過張力調整改變薄板的輥壓厚度具有反應快、精確度高、效果好等特點。
張力調整是通過改變軋件塑性曲線的傾斜度,來調整輥壓機彈性曲線與軋件塑性曲線的交點位置,達到調節輥壓厚度的目的。

(左)張力調整或速度調整;(右)來料厚度變化時張力調整
如上圖(左)所示,當張力變大時,塑性曲線由B變為B',傾斜度變小,塑性曲線與彈性曲線的交點左移,輥壓厚度減小δh。反之,當需要增大輥壓厚度時,減小張力,塑性曲線由B'變為B,彈性曲線和塑性曲線的交點右移,輥壓厚度變大。
針對不同厚度來料的張力調整,如上圖(右)所示。當來料厚度增大δH,則塑性曲線由B右移到B',彈塑性曲線的交點由h1右移到h2,輥壓厚度增大δh;通過增大張力,使塑形曲線斜率下降,由B'變為B",彈塑性曲線交點左移δh,壓厚度回復到h1。
- 張力分為前張力和后張力。
需要注意的是后張力比前張力對輥壓厚度的影響幅度更大。
- 一般來說,后張力大于前張力,帶材不易拉斷,保證帶材不跑偏,較平穩地進入縫。但后張力過大會增加主電機負荷。
- 相反前張力大于后張力時,可以降低主電機負荷,有利于輥壓時工作輥的穩定性,能使變形均勻,對控制板形效果顯著,但是過大的前張力會使極片卷得太緊,易產生黏結和斷帶。
- 另外張力的調整范圍不宜過大,最大張應力值不能大于或等于金屬的屈服強度,否則會造成帶材在變形區外產生塑性變形,甚至斷帶,破壞輥壓過程或使產品質量變壞。
一般鋰電極片輥壓的前張力1~10kgf(9.8~98N,1kgf=9.80665N),后張力2~15kgf(19.6~147N)。
#Photonixbay.04
輥壓速度調整
輥壓速度調整會改變軋件塑性曲線的傾斜度。輥壓速度越快,則極片塑性曲線越陡,與輥壓機彈性曲線交點越靠右,輥壓厚度變大;降低輥壓速度,會使極片塑性曲線傾斜度降低,輥壓厚度減小,其調整原理與張力調整相同。輥壓速度的調整還會影響到輥壓溫度、軋輥與電池極片的摩擦系數等因素。
#Photonixbay.05
輥壓力調整
一般情況下,輥壓力屬于因變量。在軋件及輥縫、張力、速度等輥壓工藝參數一定時,輥壓力也隨之確定。輥壓力大小等于軋件變形抗力或輥壓機的彈性變形力。要得到較準確的輥壓力數據,需要用實際測量的方法。影響輥壓力的因素很多,電池極片的初始厚度越大,電池極片的絕對壓下量越大,輥壓溫度越低,輥壓速度越快,軋輥與電池極片間的摩擦系數越大,電池極片的寬度和軋輥直徑越大,變形抗力越大,輥壓力越大。綜上所述,通過合理調整輥縫、張力、速度和壓力等工藝參數,可以有效控制極片的厚度,從而提高電池的容量和穩定性。在未來的研究中,進一步優化這些參數的調控策略,結合先進的檢測技術,美能光子灣科技將繼續助力鋰離子電池制造技術的發展,推動行業向更高效率和更高質量的方向邁進。
-
鋰離子電池
+關注
關注
85文章
3543瀏覽量
80799 -
極片軋輥機
+關注
關注
0文章
2瀏覽量
5845 -
極片
+關注
關注
3文章
31瀏覽量
11784
發布評論請先 登錄
鋰離子電池的設計
鋰離子電池的性能
鋰離子電池的制造概述
鋰離子電池的的原理、配方和工藝流程
鋰離子電池極片制造的工藝流程介紹與輥壓工藝基本的過程
鋰離子電池極片電阻測試是新穎且有應用前景的評估方法
極片面密/壓實/厚度對電池性能的影響
鋰離子電池極片分切工藝介紹

鋰離子電池極片的壓延和分切技術解析




 工商網監
工商網監
評論