電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現的"扭曲裂紋"現象。本文主要為大家講述扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法。
2017-11-07 09:51:11 6056
6056 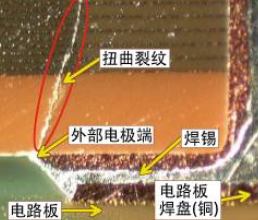
和對策。 焊錫裂紋的主要發生原因 MLCC的焊錫裂紋不僅會在焊錫工序等制造工序中產生,同時也會在推出市場后在嚴酷的使用條件下產生。發生原因主要為以下幾項。 焊錫裂紋對策中需特別注意的應用及基板 焊錫裂紋產生的主要原因為熱沖擊、溫度循環導致的熱疲勞以及使用硬脆的無鉛焊錫。 TDK提供下述
2023-08-22 11:01:272541 
器件和印刷電路板。本文闡述了焊接裂紋產生的機理和防治措施。 焊接裂紋產生的機理 形成石英器件的陶瓷封裝之間的熱膨脹系數不同(下文稱為“封裝”)和印刷電路板。當熱循環重復時熱膨脹系數導致負載作用在焊接
2021-03-15 12:02:01
過程中,貼片電容MLCC和PCB的膨脹系數不同,于是產生應力,導致裂紋。要避免這個問題,回流焊時需要有良好的焊接溫度曲線。如果不用回流焊而用波峰焊,那么這種失效會大大增加。MLCC更是要避免用烙鐵
2012-11-15 09:08:23
的表面貼裝器件的焊接工藝復雜,影響焊點質量的因素也較多。本文通過對典型“虛焊”缺陷進行原因分析認為:焊接溫度曲線、焊膏量、器件及印制板焊盤表面狀況以及印制板設計等因素對“虛焊”的產生有較大影響。 隨著
2020-12-25 16:13:12
項目名稱:裂紋監測試用計劃:1、現有公司項目使用的都是體積比較大的單片機核心板。先新上項目機車裂紋監測項目對安裝部位要求體積比較小,這款芯片初步評估體積比較合適,且外有金屬罩,防護等級也考慮得很完善
2020-06-08 18:42:34
。表面貼裝中典型的課題是PCB板的應力導致的裂紋吧?這不僅限于疊層陶瓷電容器,眾所周知,當PCB板產生撓曲時,對表面貼裝元器件施加應力,造成焊接部的劣化和剝落、元器件中產生裂紋等器械性的劣化和損傷
2018-12-05 09:59:29
`1.焊接應力與變形由于焊接過程是局部加熱,不可避免地產生內應力和變形。若加熱時產生較大拉伸應力,會導致焊接裂紋或開裂。焊后的殘余應力對結構的強度、剛度、穩定性以及尺寸精度都有較大的影響。2.焊接
2018-09-04 10:03:16
` 耐磨堆焊藥芯焊絲焊接采用CO2作為保護氣體,其焊接效率高,焊接質量好,工程成本低,在工件制造與維修過程中得到了廣泛應用,但是,我們也不能忽略耐磨藥芯焊絲在焊接中產生的各種缺陷,如冷裂紋、熱裂紋
2018-09-26 17:16:52
1 范圍本標準規定了低焊接裂紋敏感性高強度鋼板的牌號:Q460CFC Q460CFD Q460CFE Q500CFC Q500CFD Q500CFE Q550CFC Q550CFD Q550CFE
2020-04-16 14:05:48
電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現的"扭曲裂紋"現象。本文主要為大家講述扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法。
2021-02-26 08:06:15
多層片式陶瓷電容器MLCC(貼片電容)的裂紋及其產生原因已探討多年,存在裂紋的電容往往表現為漏電流上升、間斷性的開路或短路,亦有表現為無不良質量的情況,常見的通電后擊穿現象大多是裂紋原因。某些時候在
2012-02-21 16:00:10
通過對GSV263型螺桿壓縮機主軸承端蓋裂紋的現場勘察及裂紋成目分析,查明較大的盤差是導致主軸承座與吸氣孔連接過渡圓角處產生裂紋的主要原因。據此,選用美國Belz~na公司生
2009-05-19 16:47:04 22
22 由于曲軸沒有備件,產生裂紋后我們經過認真研究反復試驗,焊接修復后叉投入連行,取得較好敷果。
2009-05-19 16:51:0721 :介紹了冷壓壞技術洋接銘電勝線的焊接原理、工藝及其應用關健詞:冷壓焊鋁電磁線;應用
2009-06-26 15:50:5617 某熱壓三通P91用水壓機進行冷校時開裂成兩半,在斷口上有一處裂紋缺陷,我們在裂紋缺陷處取縱向試樣進行了化學成分、力學性能和金相組織的測定,找出了造成P91三通冷校開裂的主
2009-11-20 11:41:498 本文通過對冷渣器中U形管的化學,力學及裝配過程等方面的分析,得出在裝配U形管過程中,不適當的操作,材料的抗拉強度以及冷作硬化現象是U形管產生裂紋的原因。
2009-11-20 11:57:0310 冷裂紋是在焊接過程中或焊后,在較低的溫度下,大約在鋼的馬氏體轉變溫度(即Ms點)附近,或300~200℃以下(或T<0.5Tm,Tm為以絕對溫度表示的熔點溫度)的溫度區間產生的,故稱
2009-12-24 15:02:0512 萬家寨水利樞紐的1~3號機組,其發電機轉子支持為圓盤式焊接結構。在焊接后曾多次出現裂紋,而裂紋均出現在20 SiMn鋼的近縫區,屬于冷裂紋性質。經分析,20SiMn鋼材中有一定量
2009-12-28 16:25:2110 空分冷箱內鋁合金管道對接接頭的焊接質量決定了冷箱及設備的安全運行,本文結合空分鋁合金管道焊接中常見的缺陷特點,簡述鋁合金管道焊接缺陷的產生和預防措施,編制合理
2009-12-28 16:29:5413 介紹了老機組轉子發生裂紋的原因及針對設備缺陷應采取的措施,以保證設備的安全運行。
2010-01-08 14:20:076 根據焊接理論分析方法,對三峽水利樞紐工程左岸機組引水壓力鋼管焊接預熱溫度進行了理論分析和評價,對焊接冷裂紋傾向性進行了試驗,進而對合理編制壓力鋼管焊接施工工藝
2010-01-14 15:01:335 CMT是冷金屬過渡焊接技術的縮寫,據Elb-Form公司稱,CMT冷金屬過渡焊接是一種不產生任何焊渣飛濺的焊接工藝技術。經過2個月的安裝調試,CMT冷金屬過渡焊接設備可用于大批量生產
2010-01-26 15:19:3015 我廠在焊接復合板材質20R+00Cr17Ni14MO2(板16mm+3mm)時,因供貨質量原因,在焊接時焊縫區及相鄰母材150mm*100mm范圍內出現了大量裂紋,有些裂紋是貫穿性的,因此針對這一缺陷制定
2010-01-26 15:58:1121 在厚壁壓力油罐的人孔接管鍛件與筒體的組合焊縫焊接修復時,異常產生了焊接裂紋,且不斷向人孔接管鍛件擴展的現象進行了分析,采用電子顯微鏡觀察,進行化學成分分析及力
2010-01-30 14:11:208 分析了某發電廠鋼結構制造過程中產生裂紋的原因,提出了有針對性的解決措施,取得了較好的效果。
2010-02-08 11:01:195 文 摘 分析了激光焊接時為克服焊接裂紋所采取的焊前預熱、短焦距焊接及焊接工藝參數等因素對裂紋敏感性的影響。結果表明:選擇合適的焊接參數可減少裂紋的產生,但其作用有
2010-11-30 14:12:1023 PCB板焊接缺陷產生的原因及解決措施
回顧近年來電子工業工藝發展歷程,可以注意到一個很明顯的趨勢就是回流焊技術。原則
2009-11-17 08:53:551313 電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現的"扭曲裂紋"現象。本文主要為大家講述扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法。
2017-11-09 06:24:007315 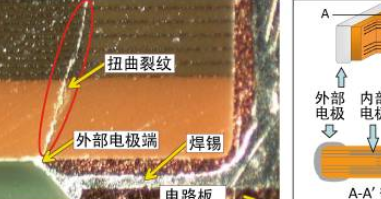
處理的焊接接頭進行了硬度性能檢測。結果表明:噴丸、噴砂表面強化處理會提高焊接接頭表面的硬度,其中經鋼丸強化處理的接頭表面硬度值最高。噴丸、噴砂表面強化處理可以在焊接接頭表面引入殘余壓應力,降低有效拉應力,從而延長疲勞裂紋的
2018-04-19 09:58:170 在風力發電塔架制造過程中,焊接是非常重要的一道工序,焊接質量的好壞直接影響了塔架生產質量,因此了解焊縫缺陷產生的原因以及各種防治措施是相當有必要的。
2018-05-30 09:53:414257 焊接是大型安裝工程建設中的一項關鍵工作,其質量的好壞、效率的高低直接影響工程的安全運行和制造工期。由于技術工人的水準不同,焊接工藝良莠不齊,容易存在很多的缺陷。現整理缺陷的種類及成因,以減少或防止焊接缺陷的產生,提高工程完成的質量。
2019-05-10 11:15:0014877 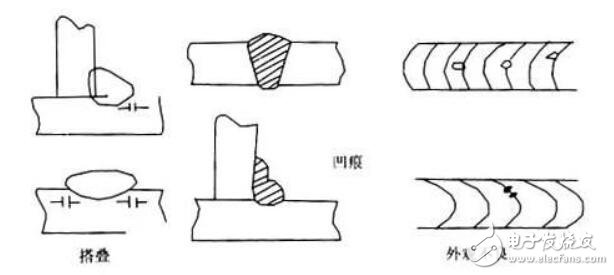
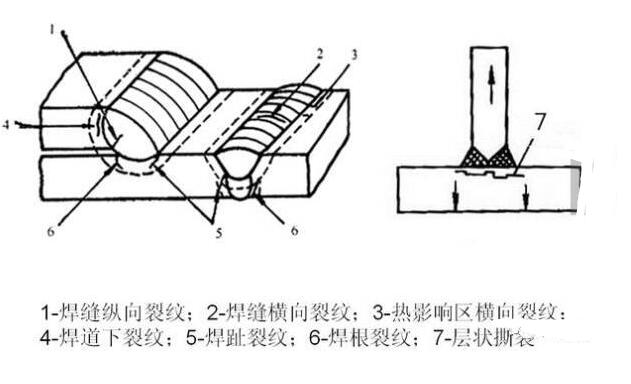
焊接接頭的不完整性稱為焊接缺欠,主要有焊接裂紋、未焊透、夾渣、氣孔和焊縫外觀缺欠等。這些缺欠會減少焊縫截面積,降低承載能力,產生應力集中,引起裂紋;降低疲勞強度,易引起焊件破裂導致脆斷。其中危害最大的是焊接裂紋和氣孔。
2019-05-14 16:48:2426130 把存在于焊縫或熱影響區中開裂而形成的縫隙稱為焊接裂紋。焊接裂紋的形式是多種多樣的,有的分布在焊縫的表面,有的分布在焊縫內部,有的則分布在熱影響區域。
2019-07-03 17:15:0618951 焊縫尺寸增加,變形隨之增大,但是過小的焊縫尺寸將降低結構的承載能力,并使焊接接頭的冷卻速度加快,熱影響區硬度增高,容易產生裂紋等缺陷,因此應在滿足結構承載能力和保證焊接質量的前提下,隨著板的厚度來選取工藝上可能選用的最小的焊縫尺寸。
2019-08-05 15:20:2915949 smt回流焊點裂紋不同于表面裂紋,焊點裂紋的存在會破壞元件與焊盤之間的有效聯系,嚴重影響電路板的可靠性。
2019-10-01 17:12:004017 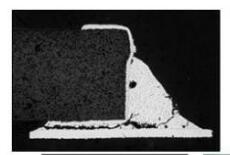
外觀缺陷(表面缺陷)是指不用借助于儀器,從工件表面可以發現的缺陷。常見的外觀缺陷有咬邊、焊瘤、凹陷及焊接變形等,有時還有表面氣孔和表面裂紋。單面焊的根部未焊透等。
2019-10-25 09:29:2015566 焊接裂紋是焊接件中最常見的一種嚴重缺陷。在焊接應力及其他致脆因素共同作用下,焊接接頭中局部地區的金屬原子結合力遭到破壞而形成的新界面所產生的縫隙。
2019-10-25 10:14:0612263 熱裂縫一般是指高溫下(從凝固溫度范圍附近至鐵碳平衡圖上的A3線以上溫度)如下圖所示所產生的裂紋,又稱高溫裂縫或結晶裂縫。
2019-10-25 10:25:0120351 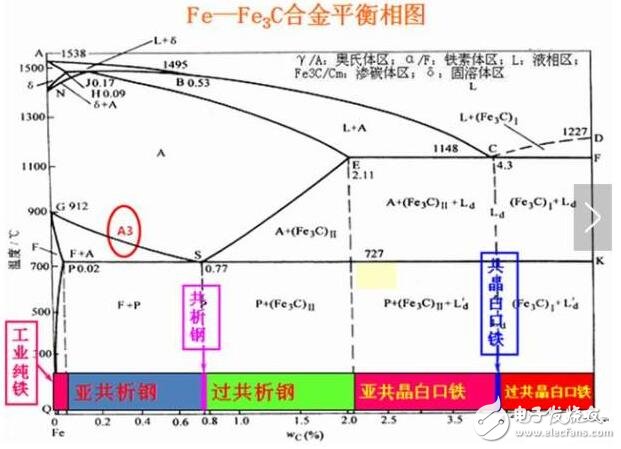
結晶裂紋最常見的情況是沿焊縫中心長度方向開裂,為縱向裂紋,有時也發生在焊縫內部兩個柱狀晶之間,為橫向裂紋。弧坑裂紋是另一種形態的,常見的熱裂紋。
2019-10-25 10:30:0514472 在焊接過程中對焊件進行了局部的、不均勻的加熱是產生焊接應力及變形的原因。焊接時焊縫和焊縫附近受熱區的金屬發生膨脹,由于四周較冷的金屬阻止這種膨脹,在焊接區域內就發生壓縮應力和塑性收縮變形,產生了不同程度的橫向和縱向收縮。由于這兩個方向的收縮,造成了焊接結構的各種變形。
2019-11-15 15:03:4122800 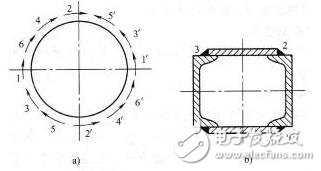
對焊件進行整體預熱或合理的局部預熱,這是避免產生堆焊裂紋及剝離的主要措施。例如鍛模和大閥門堆焊時,經常采用整體預熱。
2019-11-19 15:28:1311267 熱裂紋一般產生在焊縫的結晶過程中。冷裂紋大致發生在焊件冷卻到200~300℃,有的焊后會立即出現,有的可以延至幾小時到幾周甚至更長時間才會出現。所以冷裂紋又稱延遲裂紋。
2019-11-25 11:07:2932395 如焊縫成形系數過小、預熱溫度不夠或未進行焊前預熱、焊接線能量過大、焊接后熱處理不當、保溫時間太短等。
2019-11-25 11:11:599076 由結晶裂紋的型態、分布和裂紋走向可深入發現,無論是縱向裂紋或是弧形裂紋,它們都有一個共同的特性,就是裂紋在中都是沿一次結晶的晶界分布,特別是延柱狀晶的晶界分布,焊道中心的縱向裂紋正好位于以焊道兩側生成的柱狀晶的結合面上,焊道中心線兩側的弧形裂紋則位于平行生長的柱狀晶界上。
2019-11-25 14:18:5527763 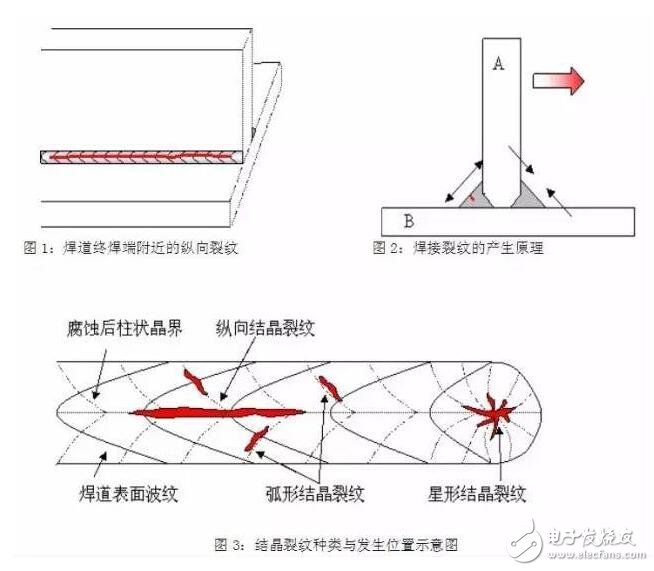
熱裂紋是在焊接時高溫下產生的,故稱熱裂紋。根據所焊金屬的材料不同,所產生熱裂紋的形態、溫度區和主要原因也各不同,因此又把熱裂紋分為結晶裂紋、液化裂紋和多邊化裂紋等三類。
2019-11-25 14:28:389933 斷裂途徑可以是沿晶界的,或者是穿晶的。一般情況下,斷口中均同時存在著沿晶界斷裂和晶內斷裂,而且晶內斷裂的斷口占相當大的比例。即使是高強度鋼的冷裂紋斷口中也存在著晶內斷裂。
2019-11-25 14:35:4010575 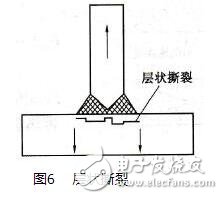
它是冷裂紋中的一種普遍形態,主要特點是不在焊后立即出現,而是有一般孕育期,在淬硬組織、氫和拘束應力的共同作用下而產生的具有延遲特征的裂紋。
2019-11-25 14:40:3223539 淬火裂紋一般來講通常分為縱向裂紋、橫向裂紋、網狀裂紋、剝離裂紋四種。
2019-11-25 14:45:4611282 鋼件在進行淬火是,在冷卻的過程中同時產生了熱應力和組織應力。由于溫度的降低使零件內部產生了熱應力,由于奧氏體向馬氏體的轉變使內部產生了組織應力,組織應力是鋼件表面淬火時拉應力,鋼件表面在拉應力的作用下,有開裂的危險。
2019-11-25 14:51:5417290 淬火裂紋裂紋的斷口呈新鮮的斷口,裂紋間無氧化皮或其他夾雜物,采用金相顯微鏡觀察,可以看到裂紋兩側無氧化,裂紋比較直或尖銳。
2019-11-25 14:56:097151 所謂層狀撕裂是一種受多種冶金因素和機械因素制約而造成焊接鋼結構破壞的復雜現象。層狀撕裂是一種發生在熱影響區或平行于板表面的熱影響區附近的階梯狀裂紋,它最容易沿著脆化區和拉長的硫化錳等區域發生。當鋼發生分層的敏感性很大時,很可能發生層狀撕裂。
2019-11-25 15:05:448241 焊接過程中焊件受到的不均勻局部加熱和冷卻是導致焊接應力和變形產生的根本原因。
2020-02-04 15:15:5613902 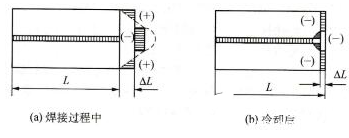
再熱裂紋是指一些含有釩、鉻、鉬、硼等合金元素的低合金高強度鋼、耐熱鋼的焊接接頭,在加熱過程中(如消除應力退火、多層多道焊及高溫工作等),發生在熱影響區的粗晶區,沿原奧氏體晶界開裂的裂紋,也有稱其為消除應力退火裂紋(SR裂紋)。
2020-02-05 07:36:114108 再熱裂紋的形成,簡單來說就是晶內由于強化強度很大而晶界強度較弱,在焊后熱處理時,應力松弛時的形變集中加在了晶界上,一旦晶界應變超出了晶界的強度極限時,會導致沿晶界開裂產生裂紋。
2020-02-05 07:38:474678 回流焊接中我們常見的焊接缺陷有以下六種現象,下面和大家分析一下這六大回流焊接缺陷產生原因及預防。
2020-04-01 11:35:3011519 ,滾道裂紋會加速回轉支承的損壞,大大降低回轉支承設計壽命。本文選取回轉支承滾道軟帶使用過程中早期裂紋進行分析,并提出預防措施。 裂紋產品描述: 本文產生裂紋產品是用于6t挖掘機的回轉支承,回轉中心直徑為730,滾動直
2020-06-05 09:56:321947 SMT貼片加工中造成空洞、裂紋的原因很多,主要有以下方面因素: 1、焊接面(PCB焊盤與元件焊端表面)存在浸潤不良; 2、焊料氧化; 3、焊接面各種材料的膨脹系數不匹配,焊點凝固時不平穩; 4、再流
2020-05-29 14:20:373334 為什么會產生扭曲裂紋呢?這是由于貼片是焊接在電路板上的。對電路板施加過大的機械力、使得電路板彎曲或老化,從而產生了扭曲裂紋。
2020-08-04 10:00:383747 的,或者選擇其他防塵措施,但如果冷壓端子連接,并且長期不會分離,那么好可以在插頭和插座之間,采取相應的保險措施。 焊接冷壓端子時,可根據裸絲直徑選擇不同的焊鐵。如果需要焊接接觸部分,整個時間不能超過5s,主要問
2020-12-17 12:44:092045 液化氣儲罐盛裝的液化氣是易燃易爆氣體,盛裝它的儲罐質量要求特別嚴,所以一旦出現裂紋泄漏的情況,就要及時進行處置修補,否則就會留下重大安全隱患。
2021-04-19 10:17:101882 自動焊接機器人在進行焊接過程中,由于人員的誤操作以及設備老化等情況,會出現焊點飛濺,為了保證焊接質量的穩定性,需要采取預防措施,減少焊點飛濺等焊接缺陷,帶您了解。
2021-07-08 17:06:316556 裂紋是降低焊接結構使用性能最危險的焊接缺陷之一,焊縫中禁止出現任何形式的裂紋, 冷裂紋和熱裂紋之間有什么區別呢?先來說說它們是如何產生的吧! 冷裂紋 是在金屬經焊接或鑄造成形后冷卻到較低溫度時產生
2021-07-10 16:03:1735639 威格士葉片泵定子為什么會有出現裂紋的現象呢?原因都來自于哪里?大部分的老用戶都很明白吧?當威格士葉片泵運行時間長久之后,難免會出現一些故障問題如定子出現裂紋。為你詳解威格士葉片泵定子裂紋是怎么產生的?有哪些情況導致的?液壓工程師分析,主要有幾種情況如下。
2021-09-06 15:28:18508 隨著柴油發電機組使用時間的加長,機體不可避免地會出現一些損傷,比較常見的就是殼體上可能會出現裂紋,柴油發電機組出現裂紋,會影響到機組的運轉,嚴重的可能會引發機組故障,所以機組的裂紋現象不可忽視。為了不影響機組的正常工作,今天教您一個有效的柴油發電機裂紋修補方法。
2021-09-22 15:10:542357 鴻承機電:深圳威格士葉片泵裂紋有什么原因?
2021-11-25 16:38:20906 螺旋板冷凝器 螺旋板冷凝器在加工過程如果工藝不到位,產品就會出現裂紋現象,產生這些現象主要有以下幾點: 1、螺旋板冷凝器產品管板材料管板采用20R鍛造處理,管板的直徑為鈦材螺旋板換熱器1.5m,管板
2021-12-17 10:29:491234 如何修補壓縮機裂紋
2022-01-21 09:53:575 在使用波峰焊接經常會出現焊接缺陷,是指不借助儀器就能從工件表面發現的缺陷。常見的外觀缺陷包括咬邊、焊瘤、凹陷、焊接變形,有時還有表面氣孔和表面裂紋。單面焊根部未焊透等。下面晉力達來給大家講解一下波峰焊焊接出現缺陷是哪些原因呢
2022-06-16 11:40:472064 激光焊機因其熱沖擊面積小、變形小、焊接速度快、焊縫光滑、外形美觀受到眾多廠家的歡迎。然而,在焊接過程中,它們往往是由于處理不當造成的。那么激光焊接機怎么焊接裂紋呢?下面武漢瑞豐光電激光工程師就來為大家分享,一起來看看激光焊接金屬發生裂紋的問題解析吧。
2022-06-21 16:46:563189 預熱是焊接珠光體耐熱鋼焊接冷裂紋和消除應力的重要工藝措施,為了確保焊接質量,不論是點固焊或焊接過程中,都應預熱并保持一定的溫度范圍。
2022-07-26 15:05:522309 裂紋產生的原因 熔覆過程中,高能激光束快速加熱使熔覆層與基材產生很大的溫度梯度。在隨后的冷卻中,熔覆層與基材的體積不一致,相互牽制,產生應力。 激光熔覆層中共晶組織和熔覆層底部粗大的樹枝晶在生
2022-08-19 14:29:162913 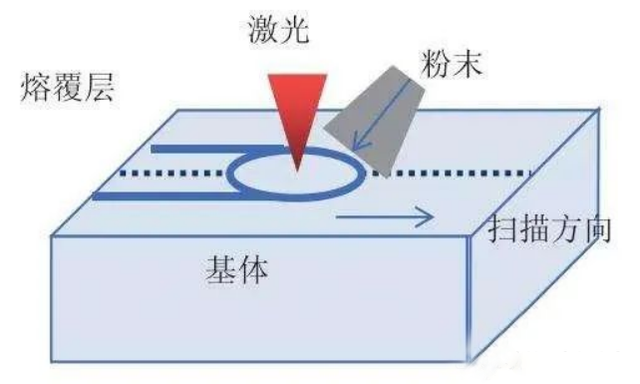
一站式PCBA智造廠家今天為大家講講什么叫SMT貼片加工回流焊接造成空洞、裂紋是什么原因。 SMT貼片加工過程中難免會出現各種不同的不良現象,要解決這些不良就需要先分析出出現不良現象的原因,SMT貼片加工中回流焊引起的空洞和裂紋的原因主要包括以下因素。
2022-10-27 10:24:583214 焊接裂紋作為危害最大的一類焊接缺陷,嚴重影響著焊接結構的使用性能和安全可靠性。今天,就帶大家認識一下裂紋的類型之一——層狀裂紋。
2022-12-30 11:25:101699 對同一批次同種型號的工件,鍛造裂紋基本都在一個位置,在顯微鏡下延伸比較淺,兩邊有脫碳。而材料裂紋不一定在同一位置重復出現,顯微鏡下深淺不一。多看多分析,還是有一定規律的。
2023-01-12 11:21:241729 經調質處理后,具有良好的綜合力學性能、低溫沖擊韌度及低的缺口敏感性,淬透性良好,油冷時可得到較高的疲勞強度,水冷時復雜形狀的零件易產生裂紋,冷彎塑性中等,回火或調質后切削加工性好,但焊接性不好,易產生裂紋,焊前應預熱到100~150℃
2023-02-06 10:52:594672 激光熔覆是一個快速加熱和快速冷卻的過程。在短時間內,熔覆材料和基底需要先熔化成液態,再由液態轉變成固態。在這個過程中,熔覆層受到外界的約束產生內應力,當內應力超過熔覆層的屈服強度時,就會產生裂紋
2023-02-15 15:32:252561 
前面談了電源電路中的特性話題,此次談一下安裝相關的話題。由于疊層陶瓷電容器是表面貼裝元件,和其他的表面貼裝元器件相同,存在一些安裝相關的課題。代表性的課題是彎曲裂紋與嘯叫。-那么,從彎曲裂紋開始提問。
2023-02-17 09:25:091518 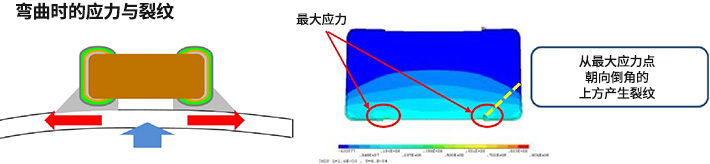
焊接機器人常見的焊接缺陷有哪些?該采取什么防止措施?常見的焊接缺陷包括:焊縫金屬裂紋、夾渣、氣孔、咬邊、未熔合等。
2023-04-04 09:50:332815 在焊縫或近縫區,由于焊接的影響,材料的原子結合遭到破壞,形成新的界面而產生的縫隙稱為焊接裂縫,它具有缺口尖銳和長寬比大的特征。按產生時的溫度和時間的不同,裂紋可分為:熱裂紋、冷裂紋、應力腐蝕裂紋和層狀撕裂。
2023-06-05 09:45:437329 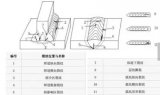
高功率激光深熔焊接銅合金時,氣孔問題可能是由于以下原因導致的:1. 氣體污染:焊接區域周圍存在氧化物、油脂、水分等雜質,這些雜質在焊接過程中會產生氣體,導致氣孔的產生。 2. 焊接參數不合適:焊接
2023-06-13 19:16:5011716 目前采用可伐合金作為殼體材料的廠家多采用平行縫焊進行殼體的氣密封裝,封裝成品率較高,效率也較快。可伐合金焊接一般不會產生冷裂紋,容易產生熱裂紋和液化裂紋。下面介紹激光焊接機在焊接可伐合金產生裂紋解析。
2023-06-15 13:55:411495 1、碳鋼及普通合金鋼的激光焊接。總的說,碳鋼激光焊接效果良好,其焊接質量取決于雜質含量。就象其它焊接工藝一樣,硫和磷是產生焊接裂紋的敏感因素。為了獲得滿意的焊接質量,碳含量超過0.25%時需要預熱
2022-01-24 14:37:381751 
一、裂紋激光連續焊接中產生的裂紋主要是熱裂紋,如結晶裂紋、液化裂紋等,產生的原因主要是焊縫在完全凝固之前產生較大的收縮力而造成的,填絲、預熱等措施可以減少或消除裂紋。裂紋焊縫二、氣孔氣孔是激光焊接中
2022-07-01 17:51:306912 設備在生產運行當中,因裝卸、溫度、材質等各種因素的影響,零件產生裂紋是常見現象。常規的修復方法是采用焊接,焊接常常會使零件產生熱變形及熱應力,特別是薄壁件。有的零件材質是鑄鐵、鋁及合金一類的難焊材料
2023-05-23 09:54:271827 
使用焊接機器人進行焊接時會經常出現如咬邊、表面氣孔、表面裂紋、焊縫位置不合理、焊渣等問題,這些缺陷大幅影響了工作站中焊件的質量。現在,就和無錫金紅鷹小編來看看如何解決焊接過程中出現的咬邊缺陷吧。
2023-08-04 15:57:092571 是導致焊縫產生裂紋的主要因素。因此為了提高焊接的質量,所以當碳鋼中碳的含量超過0.25%時,要對焊接工件進行預熱。下面來看看激光焊接技術在焊接低碳鋼的工藝特性。
2023-08-18 14:02:331220 銅具有很好的導電性和導熱性,塑性極好,易于熱壓和冷壓力加工,銅的電導率和熱導率僅次于銀,廣泛用于制作導電、導熱器材。紫銅具有高熱導率和大膨脹系數。紫銅焊接過程中大量熱被傳導出去,熱量難以集中,紫銅
2023-10-08 16:11:101545 電容器是一種常見的電子元件,由于其結構特殊,使用過程中,很容易出現裂紋。裂紋的產生主要與以下幾個方面有關:材料因素、制造工藝、使用環境以及應力等。本文將從這四個方面詳細分析電容裂紋的產生原因。 首先
2023-12-19 09:48:474283 歡迎了解 孟興梅 (天水華天科技股份有限公司) 摘要: 本文簡述了鋁墊裂紋潛在的危害。分析了鋁墊裂紋產生的原因,研究了銅線鍵合過程中由于銅絲的固有特性對鍵合可靠性產生的負面影響 [1] 。闡述了改善
2023-12-27 08:40:592213 
及處理方法。故障一、激光焊接機焊接時焊縫很黑保護氣的氣流方向不正確,保護氣的氣流方向應與工件的方向相反。故障二、激光焊接機焊接時出現裂紋1、工件的冷卻速度過快,冷
2024-01-04 16:08:004605 
創想焊縫跟蹤小編將與大家一起探討焊接質量缺陷產生的主要原因。 材料選擇不當 焊接質量缺陷的主要原因之一是材料選擇不當。焊接材料包括焊條、電極、焊絲、焊劑等,如果選擇的焊接材料與基材不匹配,或者焊接材料的質量
2024-05-15 09:41:381697 
一站式PCBA智造廠家今天為大家講講smt加工產生焊接裂縫的原因有哪些?SMT加工產生焊接裂縫的原因。SMT加工中產生焊接裂縫通常是由多種因素造成的,深圳SMT貼片加工廠家,接下來為大家介紹SMT
2024-07-02 10:26:531191 冷裂紋是指在焊接過程中,由于焊接接頭的冷卻速度過快,導致焊接應力超過材料的塑性變形能力,從而在焊接接頭或熱影響區(HAZ)產生的一種裂紋。冷裂紋通常在焊接后的冷卻過程中形成,因此得名。冷裂紋的產生
2024-10-18 10:21:501195 在焊接過程中,冷裂紋是一種常見的焊接缺陷,它通常在焊縫冷卻到較低溫度時產生。冷裂紋的存在會嚴重影響焊接結構的強度和韌性,甚至可能導致結構的失效。本文將介紹冷裂紋產生的三大因素:材料因素、工藝因素
2024-10-18 10:23:353777 焊接是現代工業中一種重要的連接技術,廣泛應用于建筑、船舶、航空航天、汽車制造等領域。然而,焊接過程中可能會產生各種缺陷,其中冷裂紋和熱裂紋是兩種常見的焊接缺陷。 一、定義 熱裂紋 是指在焊接
2024-10-18 10:31:514074 銅鎳合金因其優異的耐海水腐蝕、防污性能和高溫強度,在艦船、近海工程、化工等領域得到廣泛應用。然而,銅鎳合金的焊接過程中存在一些問題,如易產生晶間裂紋、氣孔等缺陷,因此需要一種高效、可靠的焊接方法
2025-02-21 16:30:39969 
、金屬電極)具有不同的熱膨脹系數。在焊接或溫度變化過程中,這些差異可能導致內部應力,進而引發裂紋。 機械應力 :在電容器的制造、組裝或使用過程中,可能受到各種機械應力的作用,如彎曲、扭曲或沖擊等,這些應力可能導致電容器出現
2025-03-12 15:40:021223 
 電子發燒友App
電子發燒友App








 工商網監
工商網監
評論