電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現(xiàn)的"扭曲裂紋"現(xiàn)象。本文主要為大家講述扭曲裂紋的產(chǎn)生原理以及防止扭曲裂紋產(chǎn)生的方法。
2017-11-07 09:51:11 6056
6056 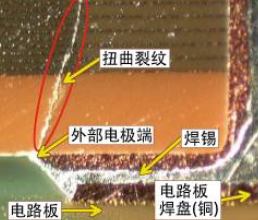
當干擾源---耦合路徑---敏感器三要素同時存在,才會出現(xiàn)EMC問題,缺少三要素中的任何一個,EMC問題都不會存在。
2023-03-13 14:50:283297 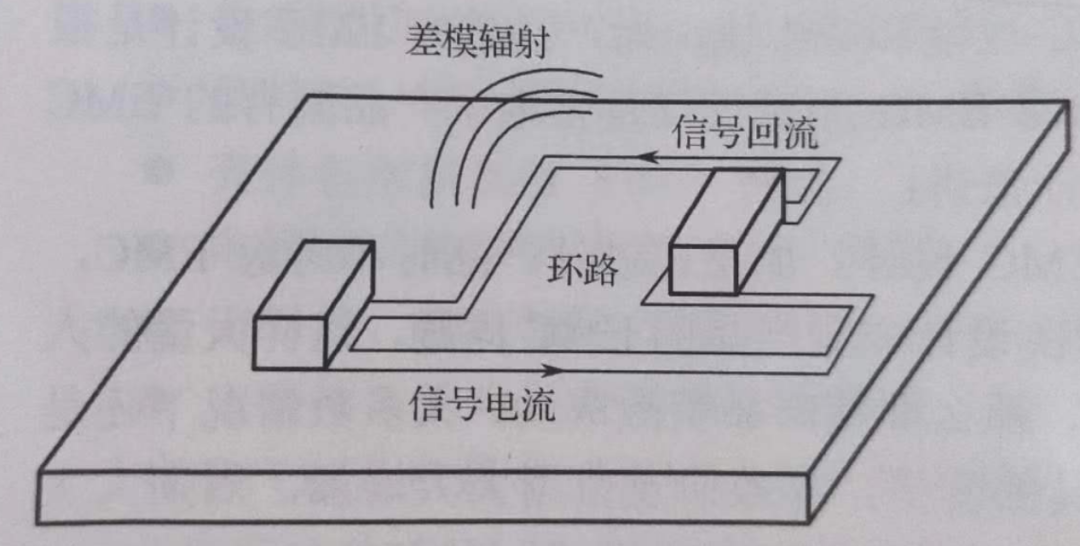
MLCC的焊錫裂紋對策 概要 圖1:焊錫裂紋的情形(切面) 本頁介紹MLCC(Multilayer Ceramic Chip Capacitor, 積層貼片陶瓷片式電容器)發(fā)生焊錫裂紋的主要原因
2023-08-22 11:01:272541 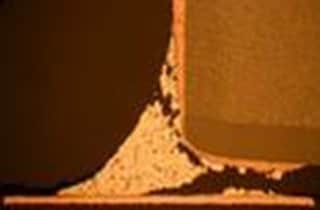
冷壓端子又名絕緣端子,電子連接器,空中接頭都歸屬于冷壓端子。是用于實現(xiàn)電氣連接的一種配件產(chǎn)品,工業(yè)上劃分為連接器的范疇。
2020-04-02 09:00:32
器件和印刷電路板。本文闡述了焊接裂紋產(chǎn)生的機理和防治措施。 焊接裂紋產(chǎn)生的機理 形成石英器件的陶瓷封裝之間的熱膨脹系數(shù)不同(下文稱為“封裝”)和印刷電路板。當熱循環(huán)重復時熱膨脹系數(shù)導致負載作用在焊接
2021-03-15 12:02:01
項目名稱:裂紋監(jiān)測試用計劃:1、現(xiàn)有公司項目使用的都是體積比較大的單片機核心板。先新上項目機車裂紋監(jiān)測項目對安裝部位要求體積比較小,這款芯片初步評估體積比較合適,且外有金屬罩,防護等級也考慮得很完善
2020-06-08 18:42:34
交流電的三要素分別是什么?三極管實現(xiàn)放大作用的外部條件是什么?
2021-09-27 06:17:22
。表面貼裝中典型的課題是PCB板的應力導致的裂紋吧?這不僅限于疊層陶瓷電容器,眾所周知,當PCB板產(chǎn)生撓曲時,對表面貼裝元器件施加應力,造成焊接部的劣化和剝落、元器件中產(chǎn)生裂紋等器械性的劣化和損傷
2018-12-05 09:59:29
單片機工作的最小系統(tǒng)是指使單片機可以工作的最少原件組成的系統(tǒng)。主要包括三要素:電源,晶振,復位電路
2021-01-22 07:35:43
發(fā)動機冷試驗的測試原理是什么?發(fā)動機冷試驗中的機械性能測試發(fā)動機冷試驗中的電器性能測試
2021-05-14 06:30:22
嵌入式系統(tǒng)三要素 嵌入式系統(tǒng)的三個基本要素是嵌入性、專用性與計算機系統(tǒng)。 (1)嵌入性是把軟件嵌入到Flash存儲器中, (2)專用性是指針對某個具體應用領域和場合,量體裁衣式的定制適用
2020-06-28 08:48:56
開關電源的冷地和熱地是怎么得來的,三相整流后變?yōu)橹绷鞴┙o開關電源,此時反激式開關電源原邊還是和電網(wǎng)相連,仍然還是強電區(qū)域,強電區(qū)的地稱為熱地這應該是對的,但是開關管副邊有8個繞組,三路驅(qū)動電源,還有
2024-01-14 20:50:24
`1.焊接應力與變形由于焊接過程是局部加熱,不可避免地產(chǎn)生內(nèi)應力和變形。若加熱時產(chǎn)生較大拉伸應力,會導致焊接裂紋或開裂。焊后的殘余應力對結(jié)構(gòu)的強度、剛度、穩(wěn)定性以及尺寸精度都有較大的影響。2.焊接
2018-09-04 10:03:16
電機的冷態(tài)、熱態(tài)是怎樣定義的?兩者如何判斷?滿負載時是熱態(tài)否則就是冷態(tài)是這樣嗎?
2023-12-13 08:16:41
` 耐磨堆焊藥芯焊絲焊接采用CO2作為保護氣體,其焊接效率高,焊接質(zhì)量好,工程成本低,在工件制造與維修過程中得到了廣泛應用,但是,我們也不能忽略耐磨藥芯焊絲在焊接中產(chǎn)生的各種缺陷,如冷裂紋、熱裂紋
2018-09-26 17:16:52
1 范圍本標準規(guī)定了低焊接裂紋敏感性高強度鋼板的牌號:Q460CFC Q460CFD Q460CFE Q500CFC Q500CFD Q500CFE Q550CFC Q550CFD Q550CFE
2020-04-16 14:05:48
通信協(xié)議的三要素是什么?
2021-10-27 07:32:48
電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現(xiàn)的"扭曲裂紋"現(xiàn)象。本文主要為大家講述扭曲裂紋的產(chǎn)生原理以及防止扭曲裂紋產(chǎn)生的方法。
2021-02-26 08:06:15
某些應用場合和能量條件,這些缺陷會導致災難性失效。事實上裂紋會發(fā)生在SMT表面貼裝過程中的元件拾放、焊接和焊接后手工分拆裝配過程,掌握應用裝配過程和最終產(chǎn)品組成對避免裂紋是非常必要的。
2012-02-21 16:00:10
由于曲軸沒有備件,產(chǎn)生裂紋后我們經(jīng)過認真研究反復試驗,焊接修復后叉投入連行,取得較好敷果。
2009-05-19 16:51:07 21
21 :介紹了冷壓壞技術(shù)洋接銘電勝線的焊接原理、工藝及其應用關健詞:冷壓焊鋁電磁線;應用
2009-06-26 15:50:5617 介紹基于LabVIEW 的鋼材表面裂紋定量識別技術(shù),設計了基于LabVIEW 的鋼桿裂紋定量檢測系統(tǒng),并對鋼桿表面橫向裂紋缺陷進行模擬實驗,初步建立數(shù)學模型,通過評判pp V 得到反映裂
2009-07-30 16:07:466 本文提出了一種基于數(shù)字圖像處理技術(shù)的表面裂紋檢測算法。運用這種算法能精確的檢測裂紋的位置、長度等特征。將這種裂紋檢測算法運用到裂紋自動檢測系統(tǒng)以及裂紋擴展行為
2009-08-21 10:37:0636 某熱壓三通P91用水壓機進行冷校時開裂成兩半,在斷口上有一處裂紋缺陷,我們在裂紋缺陷處取縱向試樣進行了化學成分、力學性能和金相組織的測定,找出了造成P91三通冷校開裂的主
2009-11-20 11:41:498 本文通過對冷渣器中U形管的化學,力學及裝配過程等方面的分析,得出在裝配U形管過程中,不適當?shù)牟僮?材料的抗拉強度以及冷作硬化現(xiàn)象是U形管產(chǎn)生裂紋的原因。
2009-11-20 11:57:0310 將小波包多分辨率分析與能量譜相結(jié)合,提出了兩種金屬材料缺陷特征提取的方法,即能量2裂紋法和小波包2功率譜法。能量2裂紋法選取最能反映缺陷特征的能量特征向量作為特征
2009-11-23 14:55:3510 冷裂紋是在焊接過程中或焊后,在較低的溫度下,大約在鋼的馬氏體轉(zhuǎn)變溫度(即Ms點)附近,或300~200℃以下(或T<0.5Tm,Tm為以絕對溫度表示的熔點溫度)的溫度區(qū)間產(chǎn)生的,故稱
2009-12-24 15:02:0512 萬家寨水利樞紐的1~3號機組,其發(fā)電機轉(zhuǎn)子支持為圓盤式焊接結(jié)構(gòu)。在焊接后曾多次出現(xiàn)裂紋,而裂紋均出現(xiàn)在20 SiMn鋼的近縫區(qū),屬于冷裂紋性質(zhì)。經(jīng)分析,20SiMn鋼材中有一定量
2009-12-28 16:25:2110 空分冷箱內(nèi)鋁合金管道對接接頭的焊接質(zhì)量決定了冷箱及設備的安全運行,本文結(jié)合空分鋁合金管道焊接中常見的缺陷特點,簡述鋁合金管道焊接缺陷的產(chǎn)生和預防措施,編制合理
2009-12-28 16:29:5413 根據(jù)焊接理論分析方法,對三峽水利樞紐工程左岸機組引水壓力鋼管焊接預熱溫度進行了理論分析和評價,對焊接冷裂紋傾向性進行了試驗,進而對合理編制壓力鋼管焊接施工工藝
2010-01-14 15:01:335 利用疲勞理論中S-N曲線和線彈性斷裂力學中Paris公式,導出了兩者之間的換算規(guī)律,得出了不需通過實驗手段估算裂紋擴展規(guī)律特征參數(shù)的方法,并運用該方法得到了結(jié)構(gòu)中常見連接
2010-01-14 15:45:5716 CMT是冷金屬過渡焊接技術(shù)的縮寫,據(jù)Elb-Form公司稱,CMT冷金屬過渡焊接是一種不產(chǎn)生任何焊渣飛濺的焊接工藝技術(shù)。經(jīng)過2個月的安裝調(diào)試,CMT冷金屬過渡焊接設備可用于大批量生產(chǎn)
2010-01-26 15:19:3015 我廠在焊接復合板材質(zhì)20R+00Cr17Ni14MO2(板16mm+3mm)時,因供貨質(zhì)量原因,在焊接時焊縫區(qū)及相鄰母材150mm*100mm范圍內(nèi)出現(xiàn)了大量裂紋,有些裂紋是貫穿性的,因此針對這一缺陷制定
2010-01-26 15:58:1121 我廠自備T60型汽輪機蓋在檢修過程中發(fā)現(xiàn)一條長45mm,深約25mm的裂紋。上蓋的材質(zhì)為ZG-20GrMo。裂紋位于上蓋密封面外邊緣,從鑄造原始表面起裂,并向內(nèi)延伸。如不及時處理,將會導
2010-01-26 16:05:204 在全面分析已服役10年的HK40爐管損傷狀況的基礎上,研究了HK40爐管母材和焊接接頭的蠕變裂紋擴展速率,評價了這2種不同部位抗蠕變裂紋擴展的能力。結(jié)果表明在長期正常的運行中
2010-01-29 13:39:355 在厚壁壓力油罐的人孔接管鍛件與筒體的組合焊縫焊接修復時,異常產(chǎn)生了焊接裂紋,且不斷向人孔接管鍛件擴展的現(xiàn)象進行了分析,采用電子顯微鏡觀察,進行化學成分分析及力
2010-01-30 14:11:208 文 摘 分析了激光焊接時為克服焊接裂紋所采取的焊前預熱、短焦距焊接及焊接工藝參數(shù)等因素對裂紋敏感性的影響。結(jié)果表明:選擇合適的焊接參數(shù)可減少裂紋的產(chǎn)生,但其作用有
2010-11-30 14:12:1023 切削用量三要素:進給速度,切削深度,金屬切除率:單位時間內(nèi)切除單位體積的多少.
2009-03-18 11:01:416783 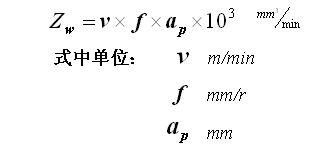
力的三要素是什么?力的大小、方向和作用點合稱為“力的三要素”。常用有向線段來表示力。線段的長度跟力的大小成正比,箭頭表示力的方向,線段的起點表
2009-03-18 11:13:2021700 基于微磁理論的鍍層工件裂紋檢測儀
以具有鍍層的鐵磁零部件的裂紋檢測為背景,闡述了微磁裂紋檢測儀的主要原理、裂紋特征二次梯度提取及裂
2009-10-16 17:51:42778 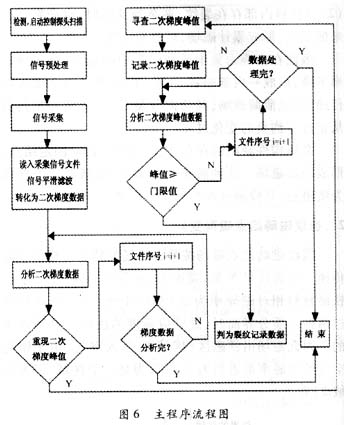
電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現(xiàn)的"扭曲裂紋"現(xiàn)象。本文主要為大家講述扭曲裂紋的產(chǎn)生原理以及防止扭曲裂紋產(chǎn)生的方法。
2017-11-09 06:24:007315 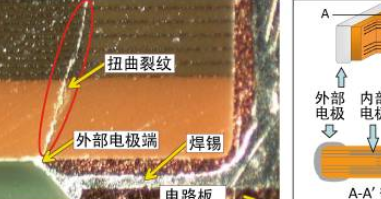
處理的焊接接頭進行了硬度性能檢測。結(jié)果表明:噴丸、噴砂表面強化處理會提高焊接接頭表面的硬度,其中經(jīng)鋼丸強化處理的接頭表面硬度值最高。噴丸、噴砂表面強化處理可以在焊接接頭表面引入殘余壓應力,降低有效拉應力,從而延長疲勞裂紋的
2018-04-19 09:58:170 本文首先介紹了什么是正弦交流電,其次介紹了正弦交流電三要素,最后闡述了正弦交流電的特點。
2018-08-25 09:54:34112066 本視頻主要詳細介紹了數(shù)據(jù)模型的三要素,分別是數(shù)據(jù)結(jié)構(gòu)、數(shù)據(jù)操作和數(shù)據(jù)約束。
2019-02-28 15:57:4524161 焊接接頭的不完整性稱為焊接缺欠,主要有焊接裂紋、未焊透、夾渣、氣孔和焊縫外觀缺欠等。這些缺欠會減少焊縫截面積,降低承載能力,產(chǎn)生應力集中,引起裂紋;降低疲勞強度,易引起焊件破裂導致脆斷。其中危害最大的是焊接裂紋和氣孔。
2019-05-14 16:48:2426130 把存在于焊縫或熱影響區(qū)中開裂而形成的縫隙稱為焊接裂紋。焊接裂紋的形式是多種多樣的,有的分布在焊縫的表面,有的分布在焊縫內(nèi)部,有的則分布在熱影響區(qū)域。
2019-07-03 17:15:0618951 焊縫尺寸增加,變形隨之增大,但是過小的焊縫尺寸將降低結(jié)構(gòu)的承載能力,并使焊接接頭的冷卻速度加快,熱影響區(qū)硬度增高,容易產(chǎn)生裂紋等缺陷,因此應在滿足結(jié)構(gòu)承載能力和保證焊接質(zhì)量的前提下,隨著板的厚度來選取工藝上可能選用的最小的焊縫尺寸。
2019-08-05 15:20:2915949 smt回流焊點裂紋不同于表面裂紋,焊點裂紋的存在會破壞元件與焊盤之間的有效聯(lián)系,嚴重影響電路板的可靠性。
2019-10-01 17:12:004017 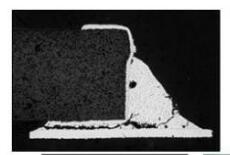
焊接裂紋是焊接件中最常見的一種嚴重缺陷。在焊接應力及其他致脆因素共同作用下,焊接接頭中局部地區(qū)的金屬原子結(jié)合力遭到破壞而形成的新界面所產(chǎn)生的縫隙。
2019-10-25 10:14:0612263 熱裂縫一般是指高溫下(從凝固溫度范圍附近至鐵碳平衡圖上的A3線以上溫度)如下圖所示所產(chǎn)生的裂紋,又稱高溫裂縫或結(jié)晶裂縫。
2019-10-25 10:25:0120351 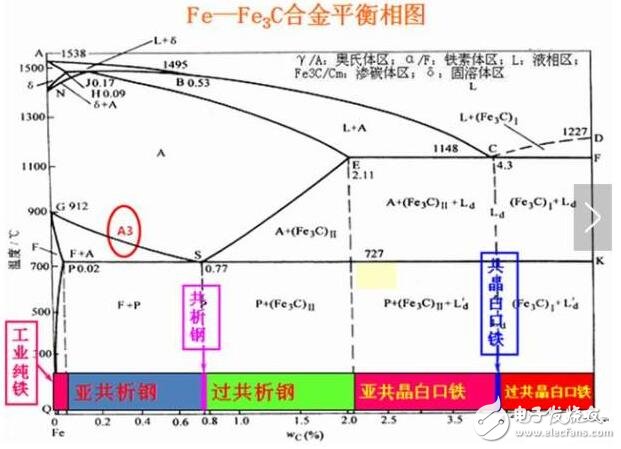
結(jié)晶裂紋最常見的情況是沿焊縫中心長度方向開裂,為縱向裂紋,有時也發(fā)生在焊縫內(nèi)部兩個柱狀晶之間,為橫向裂紋。弧坑裂紋是另一種形態(tài)的,常見的熱裂紋。
2019-10-25 10:30:0514472 冷裂縫一般是指焊縫在冷卻過程中至A3溫度以下所產(chǎn)生裂縫。形成裂縫的溫度通常為300~200℃以下,在馬氏體轉(zhuǎn)變溫度范圍內(nèi),故稱冷裂縫。
2019-10-25 10:36:3118177 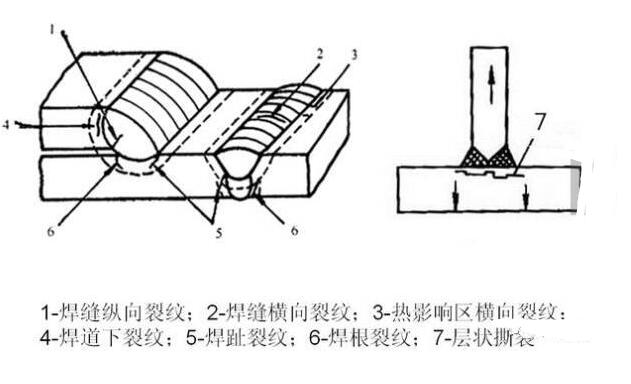
在焊接過程中對焊件進行了局部的、不均勻的加熱是產(chǎn)生焊接應力及變形的原因。焊接時焊縫和焊縫附近受熱區(qū)的金屬發(fā)生膨脹,由于四周較冷的金屬阻止這種膨脹,在焊接區(qū)域內(nèi)就發(fā)生壓縮應力和塑性收縮變形,產(chǎn)生了不同程度的橫向和縱向收縮。由于這兩個方向的收縮,造成了焊接結(jié)構(gòu)的各種變形。
2019-11-15 15:03:4122800 
熱裂紋一般產(chǎn)生在焊縫的結(jié)晶過程中。冷裂紋大致發(fā)生在焊件冷卻到200~300℃,有的焊后會立即出現(xiàn),有的可以延至幾小時到幾周甚至更長時間才會出現(xiàn)。所以冷裂紋又稱延遲裂紋。
2019-11-25 11:07:2932395 如焊縫成形系數(shù)過小、預熱溫度不夠或未進行焊前預熱、焊接線能量過大、焊接后熱處理不當、保溫時間太短等。
2019-11-25 11:11:599076 由結(jié)晶裂紋的型態(tài)、分布和裂紋走向可深入發(fā)現(xiàn),無論是縱向裂紋或是弧形裂紋,它們都有一個共同的特性,就是裂紋在中都是沿一次結(jié)晶的晶界分布,特別是延柱狀晶的晶界分布,焊道中心的縱向裂紋正好位于以焊道兩側(cè)生成的柱狀晶的結(jié)合面上,焊道中心線兩側(cè)的弧形裂紋則位于平行生長的柱狀晶界上。
2019-11-25 14:18:5527763 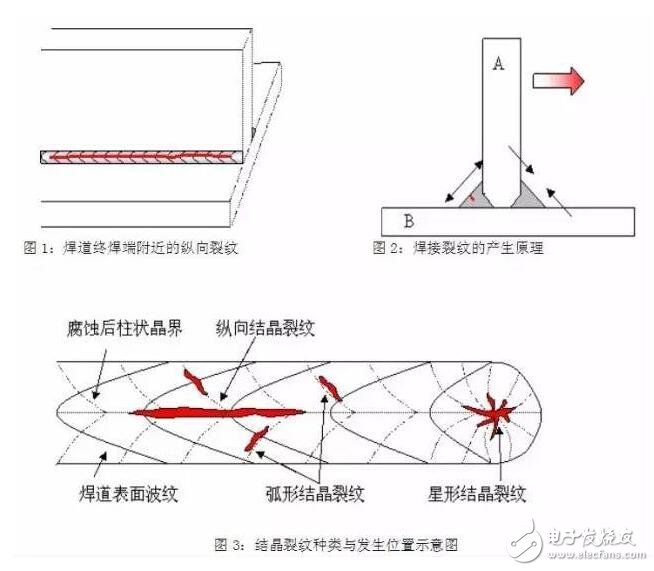
熱裂紋是在焊接時高溫下產(chǎn)生的,故稱熱裂紋。根據(jù)所焊金屬的材料不同,所產(chǎn)生熱裂紋的形態(tài)、溫度區(qū)和主要原因也各不同,因此又把熱裂紋分為結(jié)晶裂紋、液化裂紋和多邊化裂紋等三類。
2019-11-25 14:28:389933 它是冷裂紋中的一種普遍形態(tài),主要特點是不在焊后立即出現(xiàn),而是有一般孕育期,在淬硬組織、氫和拘束應力的共同作用下而產(chǎn)生的具有延遲特征的裂紋。
2019-11-25 14:40:3223539 淬火裂紋一般來講通常分為縱向裂紋、橫向裂紋、網(wǎng)狀裂紋、剝離裂紋四種。
2019-11-25 14:45:4611282 淬火裂紋裂紋的斷口呈新鮮的斷口,裂紋間無氧化皮或其他夾雜物,采用金相顯微鏡觀察,可以看到裂紋兩側(cè)無氧化,裂紋比較直或尖銳。
2019-11-25 14:56:097151 再熱裂紋是指一些含有釩、鉻、鉬、硼等合金元素的低合金高強度鋼、耐熱鋼的焊接接頭,在加熱過程中(如消除應力退火、多層多道焊及高溫工作等),發(fā)生在熱影響區(qū)的粗晶區(qū),沿原奧氏體晶界開裂的裂紋,也有稱其為消除應力退火裂紋(SR裂紋)。
2020-02-05 07:36:114108 再熱裂紋的形成,簡單來說就是晶內(nèi)由于強化強度很大而晶界強度較弱,在焊后熱處理時,應力松弛時的形變集中加在了晶界上,一旦晶界應變超出了晶界的強度極限時,會導致沿晶界開裂產(chǎn)生裂紋。
2020-02-05 07:38:474678 SMT貼片加工中造成空洞、裂紋的原因很多,主要有以下方面因素: 1、焊接面(PCB焊盤與元件焊端表面)存在浸潤不良; 2、焊料氧化; 3、焊接面各種材料的膨脹系數(shù)不匹配,焊點凝固時不平穩(wěn); 4、再流
2020-05-29 14:20:373334 為什么會產(chǎn)生扭曲裂紋呢?這是由于貼片是焊接在電路板上的。對電路板施加過大的機械力、使得電路板彎曲或老化,從而產(chǎn)生了扭曲裂紋。
2020-08-04 10:00:383747 的,或者選擇其他防塵措施,但如果冷壓端子連接,并且長期不會分離,那么好可以在插頭和插座之間,采取相應的保險措施。 焊接冷壓端子時,可根據(jù)裸絲直徑選擇不同的焊鐵。如果需要焊接接觸部分,整個時間不能超過5s,主要問
2020-12-17 12:44:092045 三星發(fā)明的芯片裂紋檢測方案,借助輻射鏡來進行裂痕的檢測,相比于傳統(tǒng)方案,這種利用反射波確定裂紋的方式可以精確的測定反射波距離,進而檢查出裂紋出現(xiàn)的位置。
2021-01-04 10:42:453574 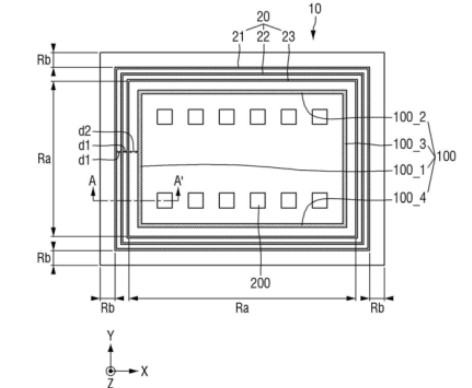
裂紋是降低焊接結(jié)構(gòu)使用性能最危險的焊接缺陷之一,焊縫中禁止出現(xiàn)任何形式的裂紋, 冷裂紋和熱裂紋之間有什么區(qū)別呢?先來說說它們是如何產(chǎn)生的吧! 冷裂紋 是在金屬經(jīng)焊接或鑄造成形后冷卻到較低溫度時產(chǎn)生
2021-07-10 16:03:1735639 如何修補壓縮機裂紋
2022-01-21 09:53:575 激光焊機因其熱沖擊面積小、變形小、焊接速度快、焊縫光滑、外形美觀受到眾多廠家的歡迎。然而,在焊接過程中,它們往往是由于處理不當造成的。那么激光焊接機怎么焊接裂紋呢?下面武漢瑞豐光電激光工程師就來為大家分享,一起來看看激光焊接金屬發(fā)生裂紋的問題解析吧。
2022-06-21 16:46:563189 一、 一般常見的焊接缺陷可分為四類:(1)焊縫尺寸不符合要求:如焊縫超高、超寬、過窄、高低差過大、焊縫過渡到母材不圓滑等。(2)焊接表面缺陷:如咬邊、焊瘤、內(nèi)凹、滿溢、未焊透、表面氣孔、表面裂紋等。
2022-07-13 15:05:0721546 預熱是焊接珠光體耐熱鋼焊接冷裂紋和消除應力的重要工藝措施,為了確保焊接質(zhì)量,不論是點固焊或焊接過程中,都應預熱并保持一定的溫度范圍。
2022-07-26 15:05:522309 裂紋產(chǎn)生的原因 熔覆過程中,高能激光束快速加熱使熔覆層與基材產(chǎn)生很大的溫度梯度。在隨后的冷卻中,熔覆層與基材的體積不一致,相互牽制,產(chǎn)生應力。 激光熔覆層中共晶組織和熔覆層底部粗大的樹枝晶在生
2022-08-19 14:29:162913 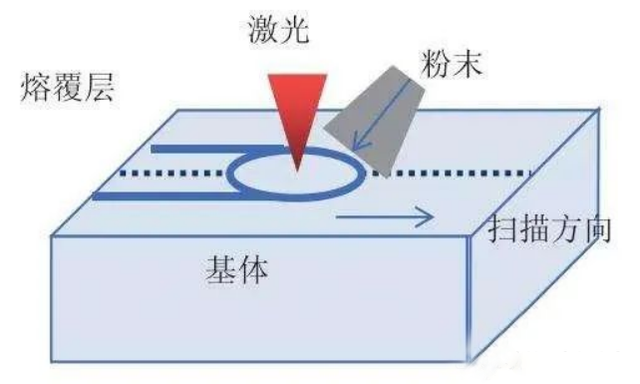
一站式PCBA智造廠家今天為大家講講什么叫SMT貼片加工回流焊接造成空洞、裂紋是什么原因。 SMT貼片加工過程中難免會出現(xiàn)各種不同的不良現(xiàn)象,要解決這些不良就需要先分析出出現(xiàn)不良現(xiàn)象的原因,SMT貼片加工中回流焊引起的空洞和裂紋的原因主要包括以下因素。
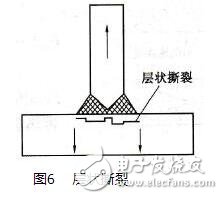
2022-10-27 10:24:583214 焊接裂紋作為危害最大的一類焊接缺陷,嚴重影響著焊接結(jié)構(gòu)的使用性能和安全可靠性。今天,就帶大家認識一下裂紋的類型之一——層狀裂紋。
2022-12-30 11:25:101699 對同一批次同種型號的工件,鍛造裂紋基本都在一個位置,在顯微鏡下延伸比較淺,兩邊有脫碳。而材料裂紋不一定在同一位置重復出現(xiàn),顯微鏡下深淺不一。多看多分析,還是有一定規(guī)律的。
2023-01-12 11:21:241729 經(jīng)調(diào)質(zhì)處理后,具有良好的綜合力學性能、低溫沖擊韌度及低的缺口敏感性,淬透性良好,油冷時可得到較高的疲勞強度,水冷時復雜形狀的零件易產(chǎn)生裂紋,冷彎塑性中等,回火或調(diào)質(zhì)后切削加工性好,但焊接性不好,易產(chǎn)生裂紋,焊前應預熱到100~150℃
2023-02-06 10:52:594672 前面談了電源電路中的特性話題,此次談一下安裝相關的話題。由于疊層陶瓷電容器是表面貼裝元件,和其他的表面貼裝元器件相同,存在一些安裝相關的課題。代表性的課題是彎曲裂紋與嘯叫。-那么,從彎曲裂紋開始提問。
2023-02-17 09:25:091518 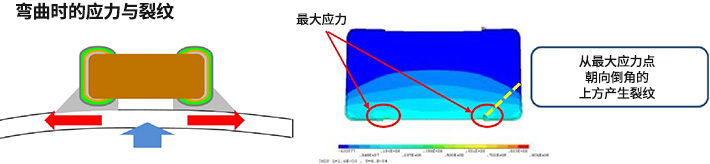
在焊接機器人工作站中焊接會經(jīng)常出現(xiàn)如咬邊、表面氣孔、表面裂紋、焊縫位置不合理、焊渣等問題。焊接機器人工作站中這些缺陷大幅影響了工作站中焊件的質(zhì)量。
2023-03-06 12:42:155175 焊接機器人常見的焊接缺陷有哪些?該采取什么防止措施?常見的焊接缺陷包括:焊縫金屬裂紋、夾渣、氣孔、咬邊、未熔合等。
2023-04-04 09:50:332815 在焊縫或近縫區(qū),由于焊接的影響,材料的原子結(jié)合遭到破壞,形成新的界面而產(chǎn)生的縫隙稱為焊接裂縫,它具有缺口尖銳和長寬比大的特征。按產(chǎn)生時的溫度和時間的不同,裂紋可分為:熱裂紋、冷裂紋、應力腐蝕裂紋和層狀撕裂。
2023-06-05 09:45:437329 
目前采用可伐合金作為殼體材料的廠家多采用平行縫焊進行殼體的氣密封裝,封裝成品率較高,效率也較快。可伐合金焊接一般不會產(chǎn)生冷裂紋,容易產(chǎn)生熱裂紋和液化裂紋。下面介紹激光焊接機在焊接可伐合金產(chǎn)生裂紋解析。
2023-06-15 13:55:411495 頻譜三要素是指頻率、幅度和相位,它們是描述信號頻譜特征的基本屬性。
2023-06-16 16:28:524786 1、碳鋼及普通合金鋼的激光焊接。總的說,碳鋼激光焊接效果良好,其焊接質(zhì)量取決于雜質(zhì)含量。就象其它焊接工藝一樣,硫和磷是產(chǎn)生焊接裂紋的敏感因素。為了獲得滿意的焊接質(zhì)量,碳含量超過0.25%時需要預熱
2022-01-24 14:37:381751 
一、裂紋激光連續(xù)焊接中產(chǎn)生的裂紋主要是熱裂紋,如結(jié)晶裂紋、液化裂紋等,產(chǎn)生的原因主要是焊縫在完全凝固之前產(chǎn)生較大的收縮力而造成的,填絲、預熱等措施可以減少或消除裂紋。裂紋焊縫二、氣孔氣孔是激光焊接中
2022-07-01 17:51:306912 設備在生產(chǎn)運行當中,因裝卸、溫度、材質(zhì)等各種因素的影響,零件產(chǎn)生裂紋是常見現(xiàn)象。常規(guī)的修復方法是采用焊接,焊接常常會使零件產(chǎn)生熱變形及熱應力,特別是薄壁件。有的零件材質(zhì)是鑄鐵、鋁及合金一類的難焊材料
2023-05-23 09:54:271827 
銅具有很好的導電性和導熱性,塑性極好,易于熱壓和冷壓力加工,銅的電導率和熱導率僅次于銀,廣泛用于制作導電、導熱器材。紫銅具有高熱導率和大膨脹系數(shù)。紫銅焊接過程中大量熱被傳導出去,熱量難以集中,紫銅
2023-10-08 16:11:101545 電容器是一種常見的電子元件,由于其結(jié)構(gòu)特殊,使用過程中,很容易出現(xiàn)裂紋。裂紋的產(chǎn)生主要與以下幾個方面有關:材料因素、制造工藝、使用環(huán)境以及應力等。本文將從這四個方面詳細分析電容裂紋的產(chǎn)生原因。 首先
2023-12-19 09:48:474283 及處理方法。故障一、激光焊接機焊接時焊縫很黑保護氣的氣流方向不正確,保護氣的氣流方向應與工件的方向相反。故障二、激光焊接機焊接時出現(xiàn)裂紋1、工件的冷卻速度過快,冷
2024-01-04 16:08:004605 
了高效、精確和可靠的解決方案。下面來看看激光焊接技術(shù)在焊接軟磁合金的工藝特征。 ? ? ? 激光焊接技術(shù)在焊接軟磁合金的工藝特征: 1、激光焊接機具有高能量密度和精確的聚焦能力。激光束經(jīng)過聚焦后,能夠產(chǎn)生極小的光斑
2024-05-31 17:02:501074 
冷裂紋是指在焊接過程中,由于焊接接頭的冷卻速度過快,導致焊接應力超過材料的塑性變形能力,從而在焊接接頭或熱影響區(qū)(HAZ)產(chǎn)生的一種裂紋。冷裂紋通常在焊接后的冷卻過程中形成,因此得名。冷裂紋的產(chǎn)生
2024-10-18 10:21:501195 在焊接過程中,冷裂紋是一種常見的焊接缺陷,它通常在焊縫冷卻到較低溫度時產(chǎn)生。冷裂紋的存在會嚴重影響焊接結(jié)構(gòu)的強度和韌性,甚至可能導致結(jié)構(gòu)的失效。本文將介紹冷裂紋產(chǎn)生的三大因素:材料因素、工藝因素
2024-10-18 10:23:353777 焊接是現(xiàn)代工業(yè)中一種重要的連接技術(shù),廣泛應用于建筑、船舶、航空航天、汽車制造等領域。然而,焊接過程中可能會產(chǎn)生各種缺陷,其中冷裂紋和熱裂紋是兩種常見的焊接缺陷。 一、定義 熱裂紋 是指在焊接
2024-10-18 10:31:514074 銅鎳合金因其優(yōu)異的耐海水腐蝕、防污性能和高溫強度,在艦船、近海工程、化工等領域得到廣泛應用。然而,銅鎳合金的焊接過程中存在一些問題,如易產(chǎn)生晶間裂紋、氣孔等缺陷,因此需要一種高效、可靠的焊接方法
2025-02-21 16:30:39969 
、金屬電極)具有不同的熱膨脹系數(shù)。在焊接或溫度變化過程中,這些差異可能導致內(nèi)部應力,進而引發(fā)裂紋。 機械應力 :在電容器的制造、組裝或使用過程中,可能受到各種機械應力的作用,如彎曲、扭曲或沖擊等,這些應力可能導致電容器出現(xiàn)
2025-03-12 15:40:021223 
銅排作為一種重要的導電材料,在電力、電子及新能源等領域有著廣泛的應用。傳統(tǒng)的焊接方法,如電阻焊、氬弧焊等,在焊接銅排時往往存在飛濺、氣孔、裂紋等缺陷,影響了焊接質(zhì)量和效率。近年來,隨著激光技術(shù)
2025-03-31 15:38:46816 
 電子發(fā)燒友App
電子發(fā)燒友App








 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論