 電子發燒友App
電子發燒友App



涂層,在我們的生產生活中是處處可見的,從大型設備的飛機、輪船、高鐵、汽車,到小小的各類零件、螺絲釘等,都離不開涂層的存在。通常這類涂層也具有一定特殊功能,保證設備機械表面在條件惡劣的環境工作時仍然可以保持設備的正常運轉。除此以外,美觀功能也是重要的表現,比如涂層的紋理和光澤度。而這些涂層的功能,實際上或多或少都會收到涂層厚度的影響。因此,涂層的厚度在很大程度上影響著受涂產品的可靠性和使用價值。
多行業的涂層應用
在生產過程中,各行各業對涂層的厚度都有嚴苛的質量要求,需要評定有公差指標或修復尺寸要求的涂件是否合規,另外也可以通過涂層厚度直接或間接評估涂層的耐腐蝕性、耐磨性、孔隙率等性能。
從生產和制造的角度來說,需要精準的測厚設備去測量各類涂層的厚度,其意義在于一方面可以保證生產質量,給生產方和采購方建立誠信交易;另一方面,通過測厚的數據可以反饋到我們生產過程,從而控制材料和人力成本。因此,測厚設備對于應用了涂層的相關行業而言,是具有十分重要的價值和意義的。
1.?傳統測厚手段
現階段的測厚方法種類繁多,各自適合的涂層材料種類與應用場景都有所區別。通過對樣品造成損傷與否,可以簡單將測厚方法分為破壞性方法和無損檢測方法。
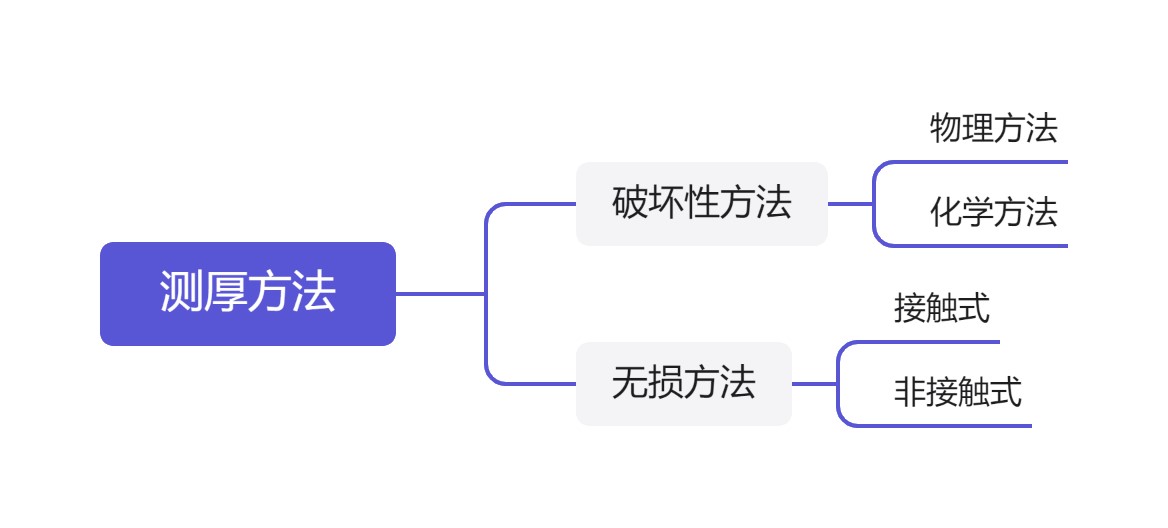
測厚方法的分類
顧名思義,破壞性測厚方法會對被測產品造成明顯損傷,影響后續的使用。最典型的便是金相切割樣品,將樣品的橫截面放置在高倍顯微鏡下觀察,即可得到被測樣品的涂層數值。這種方法可以很直觀地得到被測涂層的厚度,不需要儀器設備的校準,很多時候作為其他測厚方法的絕對參考值。但是步驟繁瑣,切割的角度也會影響最終測量的精確性。因此,這種方法多用于實驗室,或是生產的采樣檢測,并且檢測的樣品后續無法再保持功能,這導致了樣品的損耗和材料的浪費,另外需要人工操作也導致了人力成本的增加。
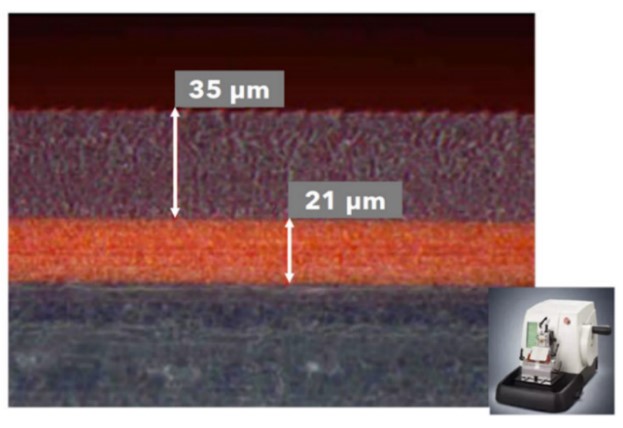
破壞性測厚方法
無損檢測方法由于是以不損傷產品的性能為前提的檢測方法,通過工作方式的不同又可以分為接觸式和非接觸式。
(1)接觸式的測厚方法
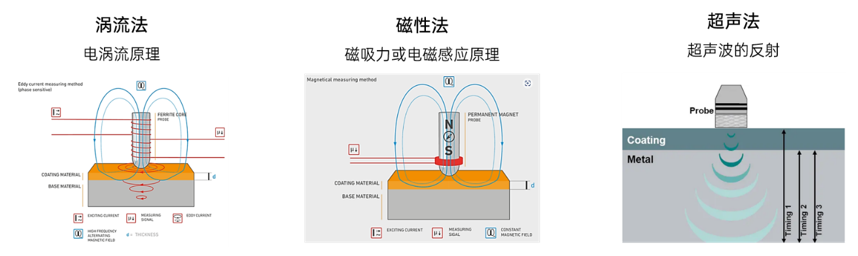
接觸式測厚方法
超聲測厚:基于超聲波的穿透性,當探頭發射的超聲波脈沖通過被測物體到達材料分界面時,脈沖被反射回探頭,通過精確測量超聲波在材料中傳播的時間來確定被測材料的厚度。局限在于超聲波在遇到空氣時會急劇衰減掉,因此通常需要添加超聲耦合劑。
磁性測厚:基于磁吸力或磁感應原理。磁吸力測厚基于永久磁鐵或磁軛(探頭)與鐵磁性材料基本之間的吸力大小與兩者之間的距離成一定比例,該距離可提取為涂層厚度。磁感應原理則是基于利用探頭經過非鐵磁性覆層進入鐵磁性基體的磁通/磁阻大小來表征覆層厚度,通過測量磁通/磁阻變化可計算覆蓋層的厚度。磁性測厚可用于測量導磁基體上的非導磁涂層厚度,一般要求基體相對導磁率在500以上,比如鋼、鐵、銀、鎳。
渦流測厚:采用了電渦流原理,在測頭內的線圈鐵芯通電后可以發生高頻磁場,經過測頭與被測涂層的金屬基材接觸發生的渦流大小來反映測頭與基材之間的間隔大小,基于此原理可以找出渦流大小與間隔大小之間的比例關系,從而求出涂層厚度。該方法只適用于檢測導電金屬材料或能感生渦流的非金屬材料。
接觸式的測量方法主要為手持式的便攜設備,大多需要人工操作,不適合流水線的在線實時檢測。另外部分方法只適合測量特定材料,對非金屬基底的涂層檢測比較困難。
(2)非接觸式的測厚方法:
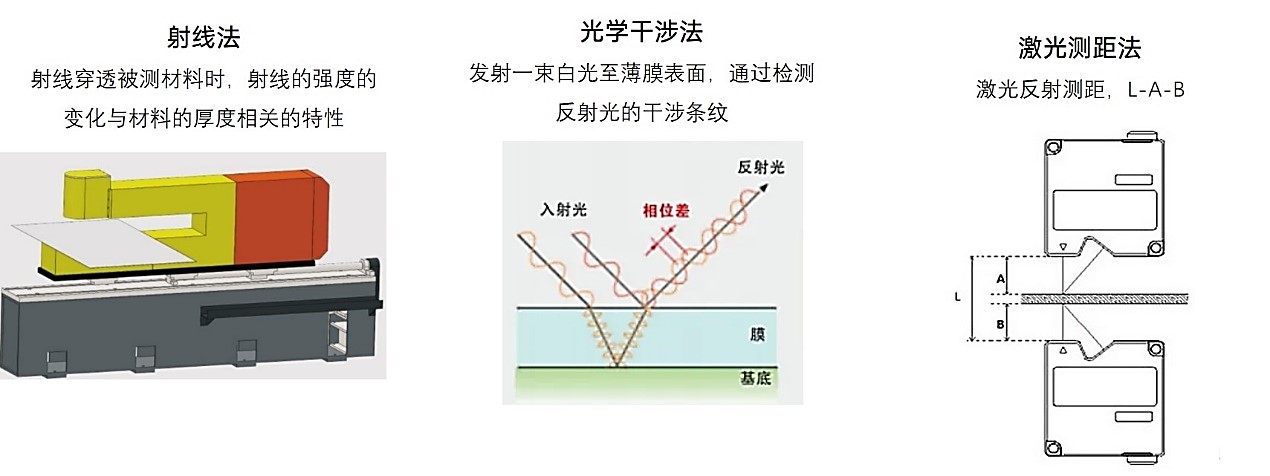
非接觸測厚方法
激光測厚:基于激光的測距功能。在樣品上下表面放置距離為L的激光頭,通過測量激光頭與樣品上下表面的具體A與B,即可通過計算得到厚度d=L-A-B。這種方法測量精度很高,但是對樣品的表面狀態有要求,另外得到的是材料的總厚度,對于基底+涂層的組合還需要額外減去基底厚度。
射線測厚:射線具有優異的穿透性。主要基于射線穿透被測材料時,射線的強度的變化與材料的厚度相關的特性,從而得到材料總厚度。但是,其電離輻射很強,對操作人有傷害。
光學干涉測厚:發射一束白光至薄膜表面,通過檢測反射光的干涉條紋得到被測薄膜的厚度。這種方法主要適用于光學透明涂層。
非接觸式的方法相較而言,不需要接觸產品表面即可得到厚度結果,減少了接觸造成的損傷可能性,并且更有利于做自動化集成實現在線實時檢測,更適合工業生產應用場景。
從行業情況來看,對于適配多種涂層、不同基底、不同表面狀態的涂層(比如濕膜、粗糙表面等)的非接觸式無損測厚技術是行業內所需要的,除了現有技術以外,也需要不斷挖掘新的無損測厚技術。
3.?光熱紅外測厚原理:
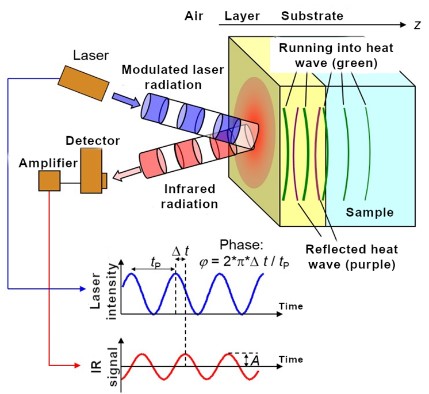
光熱涂層測量法是一種基于熱波的非接觸和非破壞性的油漆涂層厚度測定,其測量原理被稱為光熱效應。光熱效應被發現至今已經有100多年的歷史了,它指的是材料可以吸收光輻射并將其轉化為熱量的效果。
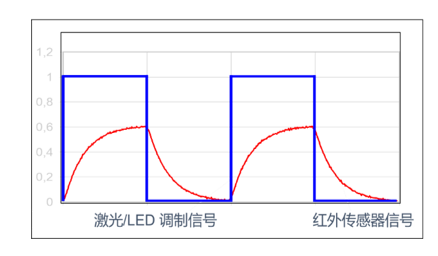
光熱紅外法是利用調制過的光源照射物體表面,材料吸收光輻射并轉化為熱量,光源激發的熱量通過熱波形式在涂層中向深處傳播,這一熱波在涂層與基材的邊界處反射并最終傳播出涂層以紅外熱輻射的形式被探測器接收。涂層越厚,該過程花費的時間越長。因此,利用紅外探測器探測紅外熱輻射(相移)的信號就可以獲得涂層的厚度信息。
光熱測厚的原理
光熱測厚的原理
這種方法由于表征涂層厚度(或其他參數)的不是信號幅度而是信號相位,即輻射熱波相對于激發光波的時間偏移,因此這種測量方式對測量距離或探測角度的變化不敏感。對于曲面、粗糙表面以及濕膜,光熱紅外測厚技術都可以實現精準的厚度測量,而不受涂層表面狀態的影響。這也是光熱紅外測厚方法相較于其他測厚方法的最大優勢,抗干擾能力強,不受震動角度距離的影響,并且原理而言對基底材料的種類沒有限制,因此對于工業中傳送帶移動的產品進行涂層測厚是非常適合的,比如汽車行業的涂裝產線、卷材涂裝產線以橡膠行業等非金屬基底涂層檢測,光熱測厚技術都可以提供高精度和高穩定的測量效果。
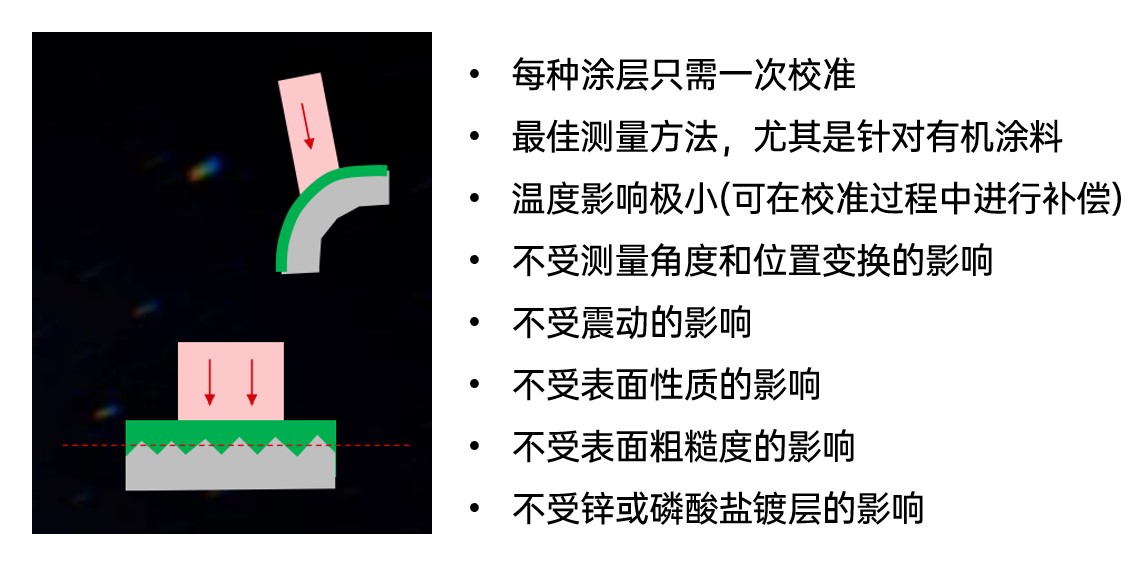
光熱測厚技術的優勢
需要注意的是,光熱測厚原理需要熱波在基材和涂層的分界面反射,從而被紅外探測器探測得到。那么如果基材和涂層是同一種類的相似材料,則通過光熱法是難以測量的。因此,如果是多層涂層測厚,光熱法最后得到的是涂層的總厚度。我們可以在涂布每一層涂層之間設置一個測厚站點,通過網絡將所有站點的厚度結果匯總,通過簡單的減法即可得到每一層涂層的厚度。
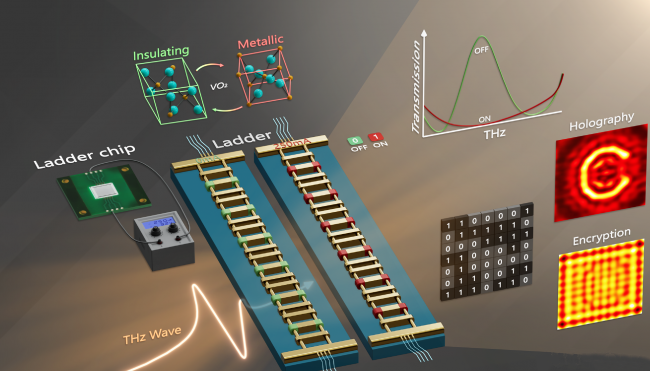
4.?太赫茲測厚技術:
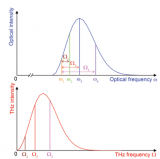
隨著電磁波頻譜的開發以及光學電子學領域的技術突破,處于微波與紅外之間的太赫茲波(0.1-10THz)被人們所發現,其優異的穿透性特點在工業測厚方面具有極佳的應用前景,適用的材料包括木材、紙張、陶瓷、塑料以及多種復合材料。并且無需接觸樣品表面,非接觸測量更易于工業自動化集成,而其不具有電離輻射的特點對操作的人員提供了安全保障。
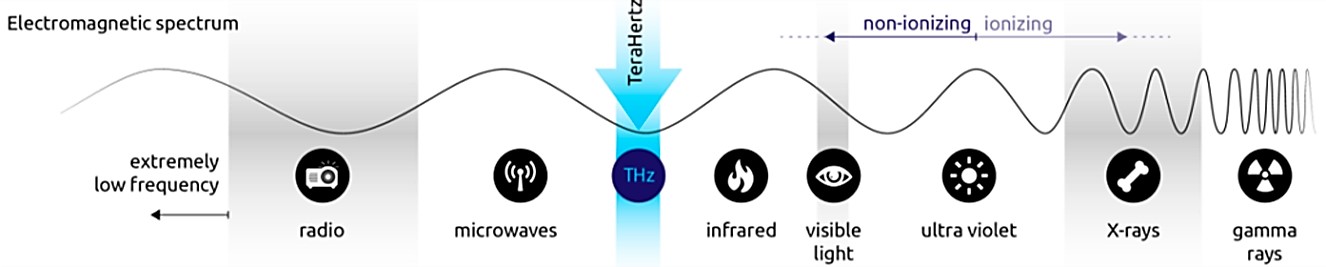
太赫茲波在電磁頻譜的位置
基于太赫茲波的穿透性,可以實現對材料的測厚功能,具體原理如下:通常情況下被測樣品由多層材料組合而成。我們發出太赫茲波作用在樣品上,太赫茲波具有穿透性能夠到達每一個界面層,然后在每個界面產生相應的反射信號,通過分析每個界面的反射太赫茲信號即可對被測材料的厚度實現檢測。
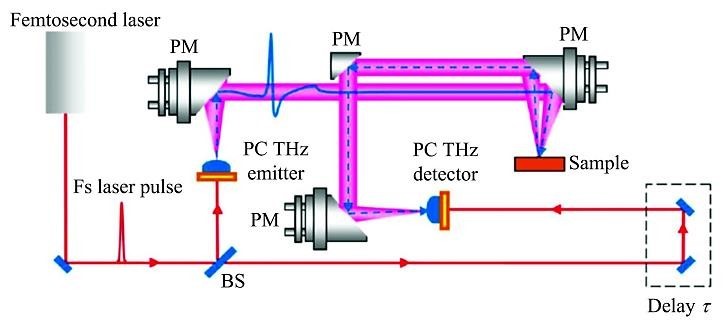
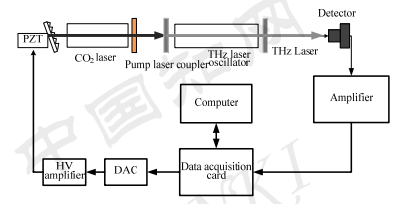
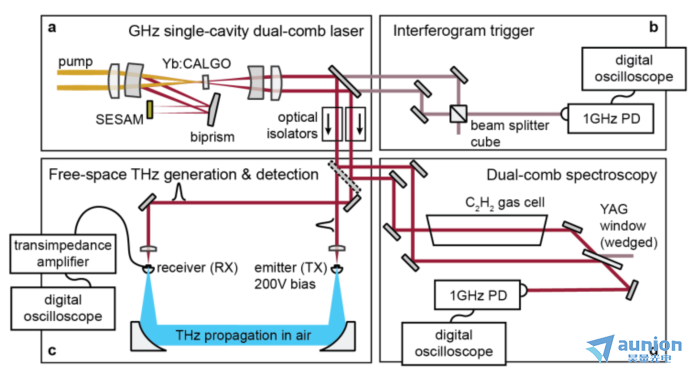
太赫茲時域光譜儀的結構
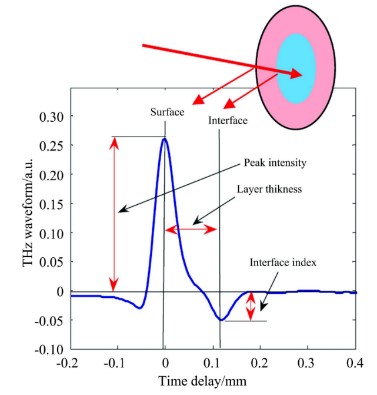
THz-TDS的測厚原理
圖10 太赫茲時域光譜儀的結構與TDS系統測厚原理
目前太赫茲測厚功能的實現主要基于太赫茲時域光譜儀,這種系統的相干檢測可以得到全面的光譜信息。利用太赫茲時域光譜儀設備對樣品進行厚度的測量,系統最終測量的是探測器光電傳感模塊產生的平均光電流或平均光電壓,如圖10所示。展示的光電流是關于時間延遲的函數,反映了和樣品相互作用后太赫茲脈沖的衰減、延遲或變寬等現象。由于太赫茲波的穿透性,在樣品內部不同界面有相應的反射信號,在時域太赫茲光譜上則體現出不同延遲時間對應的峰值,通過采集兩個峰值之間的延遲時間,即可計算出樣品的厚度:
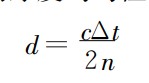 太赫茲測厚公式
太赫茲測厚公式
其中?,Δt為涂層上下表面反射的太赫茲波時間間隔,c是真空中的光速,n是涂層的折射率。
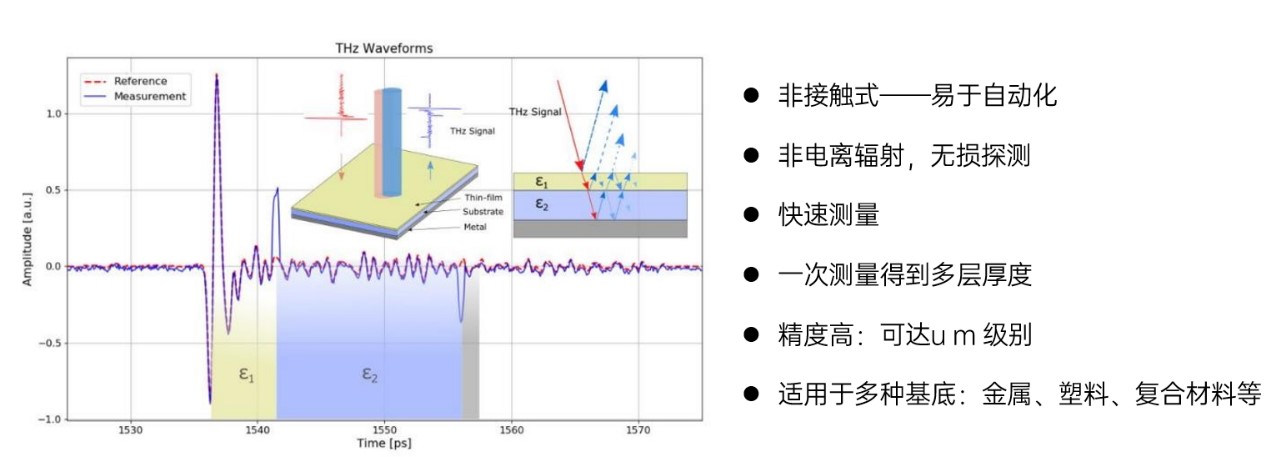
太赫茲測厚技術的優勢
太赫茲測厚技術的最大優勢在于一次測量即可得到每一層涂層的厚度,并且相較于超聲技術,其不需要接觸樣品表面,非接觸式的檢測方式更有利于自動化集成。測量過程快速精準,目前虹科的太赫茲測厚方案能夠實現最高5層的測厚,精度高達1um。該技術適用的基底材料包括金屬、塑料以及復合材料,因此在測厚行業太赫茲技術具有明顯的應用優勢。
5.?技術小結:
針對于涂層測厚功能的實現,現有的破壞性、接觸式以及非接觸式的成熟測厚技術雖然可以解決一定的測厚難題,但是仍然存在一些明顯缺陷,例如:過于依賴人工造成的測量成本增高,接觸性測量導致的樣品件大量損耗,破壞性測量導致的產量降低,不能測量多層涂層的厚度。
隨著工業發展,破壞性的測厚方法已經不適應生產需要。無損測厚方法中,接觸式的方式大多為手動操作,可以做在線的測量,但是自動化連續測量由于需要接觸樣品表面較難實現。因此,非接觸式的方法更適合工業的自動化在線連續的厚度測量要求。當然,這些方法各有優勢和劣勢,詳情可見下表。
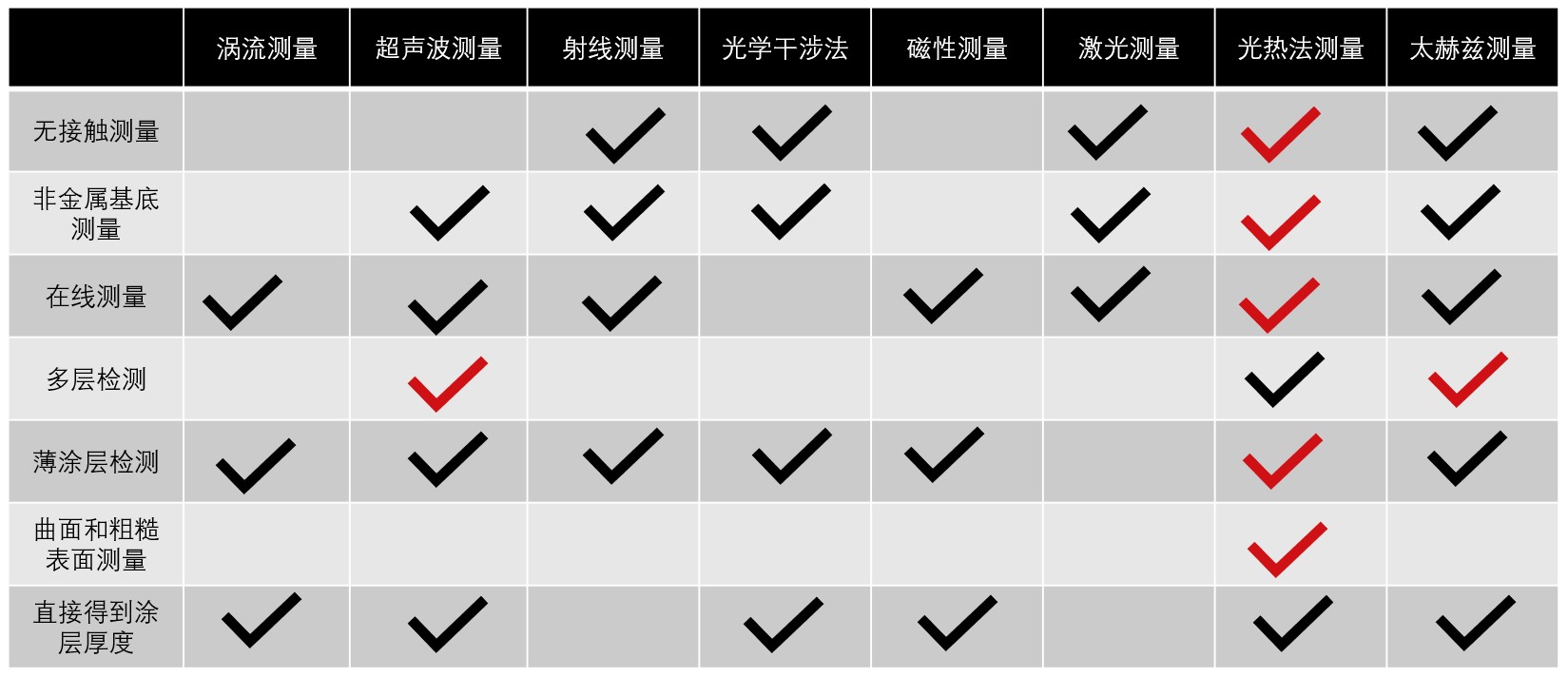
技術對比
光熱法是一種無損測量有機涂層厚度的技術,并且對測量角度與涂層表面狀態不敏感,對于曲面和粗糙表面都可以測量,也不需要保持絕對的垂直探測。但是并不能像超聲一樣直接實現多層涂層的檢測,可以通過在涂每一層涂層之間施加一個測量頭,最后同步得到所有測量頭的厚度數據進行相關數據處理,也可以得到每一層的涂層厚度。
太赫茲技術同樣是非接觸式的無損測厚方法,但是反射式的測量方式需要準確的垂直定位以免信號損失,因此對測量的涂層表面有一定要求。最大的優勢在于其穿透性,能夠在一次測量的條件下得到每一層涂層的厚度,相較于傳統多層測厚的超聲更有優勢。
虹科提供基于以上兩種技術原理的工業測厚方案,針對汽車行業、汽車零部件行業、風電及航空航天行業,以及卷材行業等涉及到涂層測厚的應用場景,滿足行業內工業測厚的高標準與安全要求。
審核編輯?黃昊宇































 工商網監
工商網監
評論