 電子發燒友App
電子發燒友App



鋁合金是工業中應用最廣泛的有色金屬材料,在航空、航天、汽車、機械制造、船舶、建筑、裝修及化學工業中已大量應用。材料技術的進步使鋁合金材料得到了快速發展,迄今已經發展出航空鋁合金、宇航鋁合金、裝甲鋁合金、鋁基復合材料等不同系列和品種。隨著近年來科學技術以及工業經濟的飛速發展,對鋁合金焊接結構件的需求日益增多,使用量僅次于鋼,但鋁合金物理性質造成的焊接問題也成為亟待攻克的重大難題。
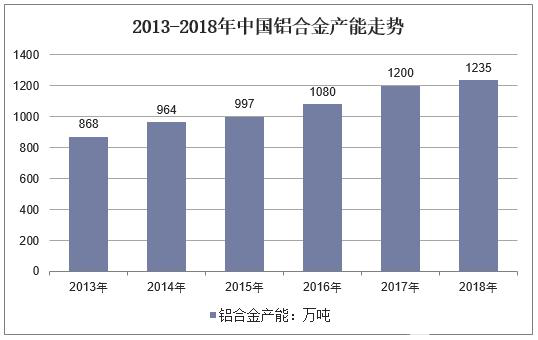
圖1 .中國鋁合金產能走勢
在通常情況下,對于這些先進的鋁合金材料,制造工藝一般不推薦甚至禁止使用熔焊進行連接。但是攪拌摩擦焊可以焊接所有系列的鋁合金[2-3] (圖2),從方法上徹底解決了鋁合金材料的焊接問題。
| 系 列 | 1000(Al) | 2000(Cu) | 5000(Mg) | 6000(Si) | 7000(Zn) | 8000(Li) |
| 熔焊(MAG/TIG) | 可焊 | 部分可焊 | 可焊 | 可焊 | 不可焊 | 不可焊 |
| 攪拌摩擦焊(FSW) | 可焊 | 可焊 | 可焊 | 可焊 | 可焊 | 可焊 |
圖2.?不同系列鋁合金材料可焊性對比
鋁合金特殊的物理性質決定,鋁合金焊接難度大。因為鋁合金表面有一種熔點為2060℃非常難熔的氧化膜;采用傳統的熔化焊接方法,焊接時易產生氣孔,還會造成焊接面產生裂紋;甚至容易造成產品變形;熱導率大,焊接過程中還造成焊接接頭軟化。
中國攪拌摩擦焊中心賽福斯特,研發的攪拌摩擦焊技術,完全解決了鋁合金的特殊物理性質造成的困擾。攪拌摩擦焊采取的是一種先進的固相連接工藝,與傳統的熔化焊接方法相比較 ,攪拌摩擦焊具有晶粒細小 ,疲勞性能、拉伸性能和彎曲性能良好、無塵煙、無氣孔、無飛濺、節能、無需焊絲、焊接時不需使用保護氣體、焊接后殘余應力和變形小等優點。幾乎成為一種完全為鋁合金材質定制的焊接技術。
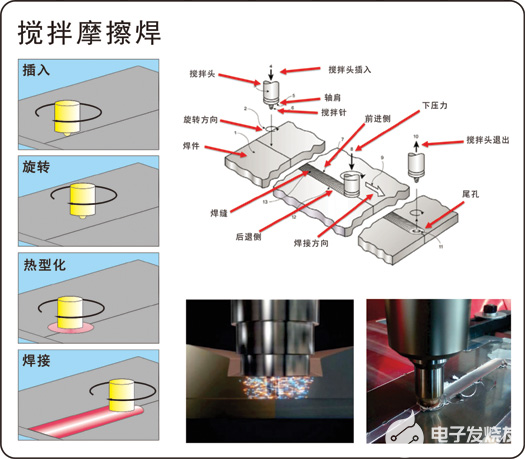
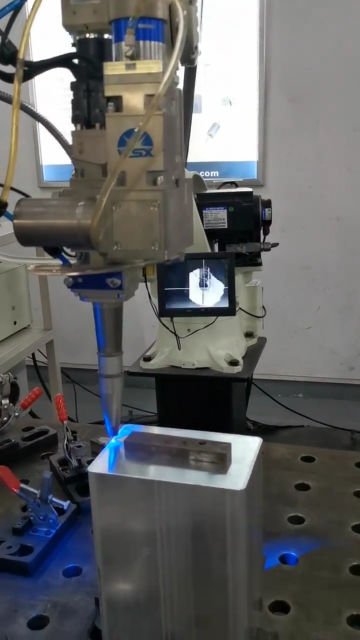
圖3. 攪拌摩擦焊原理
鋁合金攪拌摩擦焊焊縫表面與機械銑削加工痕跡相類似,呈現周期性的波紋特征。焊縫的寬度與攪拌工具的軸肩直徑相一致。鋁合金材料攪拌摩擦焊縫的宏觀顯微組織一般具有典型的"洋蔥環"狀特征。根據焊縫區域晶粒的特點和所經歷的物理冶金過程,攪拌摩擦焊接頭一般具有4個特征區域,從焊縫中心到母材金屬分別是:動態再結晶區、熱-機影響區、熱影響區、母材金屬。其中動態再結晶區域的材料經歷了高應變速率條件下的回復和再結晶過程,熱-機影響區金屬材料在熱循環和摩擦壓力條件下主要發生了晶粒的畸變和長大,并且是攪拌摩擦焊區別于熔焊的特征區域。
圖4. 攪拌摩擦焊接船用寬幅鋁合金帶筋板
對于所有系列的鋁合金材料,攪拌摩擦焊工藝技術已經基本成熟,在焊接厚度上早期英國焊接研究所(TWI)已經實現了100mm 厚度以上鋁合金結構可靠焊接。在中國,2003年北京航空制造工程研究所中國攪拌摩擦焊中心就已經實現20mm厚度2000系列宇航材料的攪拌摩擦焊,2007年又實現了單道40m 厚度(雙面70mm)鋁合金攪拌摩擦焊接。到2010 攻克大厚度鋁合金攪拌摩擦焊關鍵技術,單面焊接厚度達到80mm。如今150mm大厚度鋁合金攪拌摩擦焊的雙面焊接技術也已經突破。
圖5. 攪拌摩擦焊接實現80mm鋁合金厚板焊接
圖6.厚板115mm鋁合金攪拌摩擦焊接剖面
從焊接結構角度講,一般認為攪拌摩擦焊是長、直焊縫(平板對接和搭接)的理想焊接方法,但是,實際上由于攪拌摩擦焊過程不存在被焊接材料的熔化,焊縫成形和質量不會受到焊縫或工件位置的影響,主要依靠設備來保證,攪拌摩擦焊可以實現全位置結構的焊接,如水平焊、垂直焊、仰焊以及任意位置和角度的軌道焊接。典型的攪拌摩擦焊接頭形式包括板板對接、多層對接、多層搭接、T形接頭、角接等。
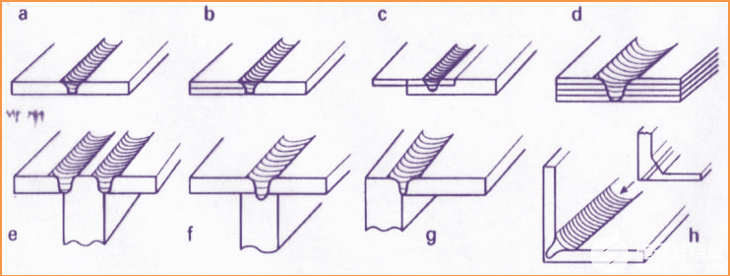
圖7. 攪拌摩擦焊接焊縫結構
中國攪拌摩擦焊中心賽福斯特2007年研制成功的國內首臺大型多軸數控攪拌摩擦焊設備,已經實現航天燃料貯箱橢球形箱底產品的縱縫和環縫攪拌摩擦焊。2008 國產大飛機部件實現攪拌摩擦焊制造。2015 實現國內汽車鋁合金電池托盤攪拌摩擦焊接制造。
在國家相關機構和部門的支持下,中國攪拌摩擦焊中心賽福斯特已經完成了系列化的鋁合金材料的攪拌摩擦焊力學性能研究,其中包括純鋁、硬鋁、鍛鋁、鑄鋁超硬鋁及鋁鋰合金材料等。對于非熱處理強化鋁合金材料(如5083Al),攪拌摩擦焊的熱循環過程對材料的連接強度沒有影響,攪拌摩擦焊接頭硬度會明顯提高,拉伸測試一般在遠離焊縫的母材上斷裂,連接系數已達到了100%。對于熱處理強化鋁合金(如6082-T6、2219-T87和7075-T7351等),接頭強度的最低值一般出現在靠近焊核區的前進側,經過焊后固溶熱處理,接頭的性能可以得到回復和強化。對于7000系列超硬鋁和裝甲鋁合金,經過自然時效,接頭的強度可以得到進一步提高。圖8為中國攪拌摩擦焊中心賽福斯特于2008年研究獲得的飛機鋁合金材料攪拌摩擦焊接頭室溫性能數據,這些數據的取得為我國新型飛機制造技術的發展奠定了基礎。
| 材料和狀態 | 母材 | 厚度/mm | 屈服強度/MPa | 抗拉強度/MPa | 延伸率/% | 接頭系數/% |
| 2024-T3 | BM | 1.3 | —— | 501.4 | 24.2 | 95 |
| FSW | 1.3 | —— | 475.7 | 8.8 | ||
| 2024-T3 | BM | 1.6 | 311.9 | 467.4 | 23.7 | 94 |
| FSW | 1.6 | 310.8 | 460.5 | 14.1 | ||
| 2524-T3 | BM | 1.6 | —— | 449.2 | 28.9 | 100 |
| FSW | 1.6 | —— | 449.8 | 13.0 | ||
| 7050-T7451 | BM | 6 | 462.89 | 526.5 | 13.1 | 87 |
| FSW | 4 | —— | 462.5 | —— | ||
| 7075-T6 | BM | 2.6 | —— | 566.3 | 14.5 | 84 |
| FSW | 2.6 | —— | 475.8 | 6.4 |
圖8.?飛機鋁合金攪拌摩擦焊接頭室溫性能數據
中國攪拌摩擦焊接中心賽福斯特,18年來專注于攪拌摩擦焊接技術,已經為國際國內航天、航空、軌道交通、船舶、汽車工業、電子電力等工業企業提供了上千套解決方案。攪拌摩擦焊接技術正在快速的為更多的行業實現高強度焊接需求,如汽車電池托盤、汽車輪轂、汽車電機殼、激光器散熱系統、各種水冷散熱器、建筑鋁模板、5G基站配件等等。攪拌摩擦焊接技術已經從軍用技術快速轉換為民用技術,廣泛應用于鋁合金金屬材料焊接需求的工業企業。因全球環保及節能減排意識的增強,鋁及鋁合金的綠色環保性能被社會廣泛認可,鋁合金需求規模快速增長,中國攪拌摩擦焊接中心賽福斯特研發的攪拌摩擦焊技術正好迎合了鋁合金焊接需求的契機,為鋁合金的快速發展應用起到了重要的推動作用。


























































 工商網監
工商網監
評論