") 紫宸激光錫球焊接技術:解決電子制造焊接三大難題的創(chuàng)新方案
紫宸激光錫球焊接技術:解決電子制造焊接三大難題的創(chuàng)新方案

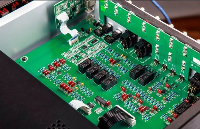
在精密電子制造領域,微焊接質量直接決定了產品的可靠性和壽命。傳統(tǒng)的錫絲、錫膏焊接技術長期面臨球化不良、飛濺、炸錫、焊點強度不足等挑戰(zhàn),這些問題在微型化、高密度電子組裝中尤為突出。隨著電子元件尺寸不斷縮小、功能集成度持續(xù)提高,傳統(tǒng)的錫絲錫膏焊接方法已成為現代制造業(yè)亟待解決的命題。激光錫球焊接技術應運而生,為這些長期困擾行業(yè)的難題提供了創(chuàng)新解決方案。

01
球化不良問題的機理分析與解決方案
1.1問題機理
球化不良主要表現為焊點形狀不規(guī)則、尺寸不均、表面粗糙或氧化嚴重。其根本原因包括:能量輸入不均勻導致錫絲或錫膏熔融時表面張力失衡;焊料或基板表面污染影響潤濕性;保護氣體不足或不純導致氧化加劇;韓料本身質量缺陷(尺寸公差大、含氧量高)。

1.2激光錫球焊接解決方案
激光錫球焊接技術通過三重機制從根本上解決了該問題:
惰性環(huán)境:確保氮氣保護環(huán)境氧含量低于100ppm,同軸氮氣實時吹拂,在焊接瞬間徹底隔絕氧氣,杜絕界面氧化。
精準能量:激光聚焦于錫球局部,精確控制激光能量密度在8-15 J/mm2范圍內,確保熱量高效用于熔化與潤濕,避免助焊劑提前失效。
材料一致性:選用含氧量低于50ppm的高純錫球(Sn96.5Ag3.0Cu0.5或Sn63Pb37),從源頭上消除了焊料自身的不確定性。
工藝優(yōu)化:采用多脈沖激光,實現階梯式加熱,設置合適的預熱溫度(80-120℃)減少熱沖擊。

02
焊點飛濺與炸錫問題的深度解析與防控
2.1機理分析
飛濺和炸錫主要源于加熱不均勻、焊料內部氣體急劇膨脹及助焊劑瞬間汽化。在回流焊和波峰焊中,熱源與焊料的非接觸式加熱模式易導致局部過熱,尤其是當焊料內部水分或助焊劑溶劑受熱急速汽化時,會爆破液態(tài)焊料形成微米級飛濺物。這些飛濺物不僅污染周邊區(qū)域,影響產品美觀,更可能造成相鄰焊點短路,嚴重影響電路功能。

2.2消除飛濺與炸錫:精確能量控制策略
分級能量輸入技術:采用 ‘預熱(通常3-10ms)-主加熱(對于SAC305焊料約220-240℃)-自然冷卻’ 三段式能量控制策略。精心設計的預熱過程能有效調節(jié)整個熱循環(huán)的冷卻速率,有助于形成冶金結構良好、內應力較低的可靠焊點。
真空或保護氣環(huán)境:高端激光錫球焊接設備集成局部微真空腔或惰性氣體(如氮氣、氬氣)保護系統(tǒng),有效抑制氧化并降低飛濺物擴散范圍。研究數據表明,在氮氣保護下,焊接飛濺物數量可減少85%以上。
錫球預加工處理:采用特殊工藝制備的“免清洗”錫球,其內部孔隙率和助焊劑含量被嚴格控制。部分先進工藝采用固體焊料球配合外部微量助焊劑噴涂,徹底消除因內部助焊劑爆裂導致的炸錫。
03
焊點強度不足的成因與強化策略
3.1強度影響因素分析
傳統(tǒng)焊接中,溫度曲線控制不精確、潤濕不充分或金屬間化合物(IMC)生長異常都會削弱焊點機械強度。IMC是焊料與基板金屬界面反應的關鍵產物,其厚度和形態(tài)直接影響焊點可靠性。過厚或結晶不均勻的IMC層會成為脆性斷裂源,降低焊點抗疲勞、抗沖擊能力。

3.2強化方案
溫度曲線精密調控:激光系統(tǒng)能夠實現±5℃的溫度控制精度,確保焊接溫度始終處于最佳范圍(通常為液相線以上30-50℃)。這個溫度窗口既能保證充分的潤濕和擴散,又避免過度加熱導致IMC過度生長。
氮氣輔助增強:激光錫球焊接系統(tǒng)集成高純度氮氣模塊(氮氣純度99.99%),在焊接過程中一是防止焊盤表面氧化層被氧化,促進清潔金屬接觸;二是引起熔融焊料內微對流,加速原子擴散,形成更均勻的IMC層。
冷卻速率主動控制:通過調整激光脈沖后沿斜率或采用輔助冷卻措施,控制焊點凝固速率。較快的冷卻速率(如50-100℃/s)可獲得細晶組織,提升焊點韌性和抗疲勞性能;而對某些特定應用,適中的冷卻速率有助于釋放殘余應力。這種靈活的控制能力是傳統(tǒng)焊接無法實現的。
總結
傳統(tǒng)錫絲、錫膏焊接的球化不良、飛濺、炸錫、焊點強度不足等問題,根源多集中在參數匹配、材料特性、表面狀態(tài)、環(huán)境管控等方面。解決這些問題需秉持“成因導向、系統(tǒng)管控”的原則,從工藝優(yōu)化、材料管控、設備維護、環(huán)境治理等多維度建立完善的防控體系。在實際生產中,需結合產品特性、元器件規(guī)格等具體情況,通過試驗不斷優(yōu)化參數,強化過程管控,提升焊接質量的穩(wěn)定性。隨著電子激光焊錫技術的不斷發(fā)展,智能化檢測、自適應參數調整等技術將進一步應用于激光錫球焊接設備,為解決各類焊接缺陷提供更高效的方案,推動電子制造行業(yè)向更高精度、更高可靠性方向發(fā)展。
-
焊接
+關注
關注
38文章
3575瀏覽量
63381 -
電子制造
+關注
關注
1文章
299瀏覽量
25010
發(fā)布評論請先 登錄
激光錫絲焊接機的“送絲秘籍”:四種方式如何決定焊接品質?

3C精密焊接新標桿:大研智造激光錫球焊在觸控筆領域的應用實踐
紫宸激光錫球焊接機在微聲電傳感器中的微米級控制藝術

激光錫焊破解電子制造難題:微間距、熱敏感、異形件的解決方案
激光錫膏焊接工藝:揭秘光、熱與材料的精密協同關系
PCB電子微焊點難焊接?紫宸激光錫球焊接工藝精準破局
紫宸激光錫球焊接工藝在PCB制造中的應用

激光錫絲焊接在精密電子制造領域的應用
紫宸激光鋰電焊接解決方案助力動力電池制造創(chuàng)新

激光錫絲焊接與激光錫膏焊接的區(qū)別

激光錫膏焊接機:PCBA組合板角搭焊接的創(chuàng)新技術
激光錫焊治具全解析:結構、功能與大研智造的創(chuàng)新應用



 工商網監(jiān)
工商網監(jiān)
評論