") 激光錫焊破解電子制造難題:微間距、熱敏感、異形件的解決方案
激光錫焊破解電子制造難題:微間距、熱敏感、異形件的解決方案

在現(xiàn)代電子制造中,微間距QFP/BGA元件焊接、熱敏感元件加工以及異形結(jié)構二次焊接已成為困擾眾多工程師的三大難題。隨著QFP封裝引腳中心距已達到0.3mm,單一器件引腳數(shù)目可達576條以上,傳統(tǒng)焊接方式已難以應對如此精細的要求。激光錫焊技術作為一種新型焊接工藝,以其極細的光斑尺寸、局部加熱特性和精確的溫度控制,正在引領精密電子焊接領域的變革。
01微間距焊接困境
電子元器件小型化已成為不可逆轉(zhuǎn)的趨勢,這也帶來了前所未有的焊接挑戰(zhàn)。在微間距QFP/BGA焊接領域,傳統(tǒng)方法已顯乏力。
01傳統(tǒng)焊接的局限
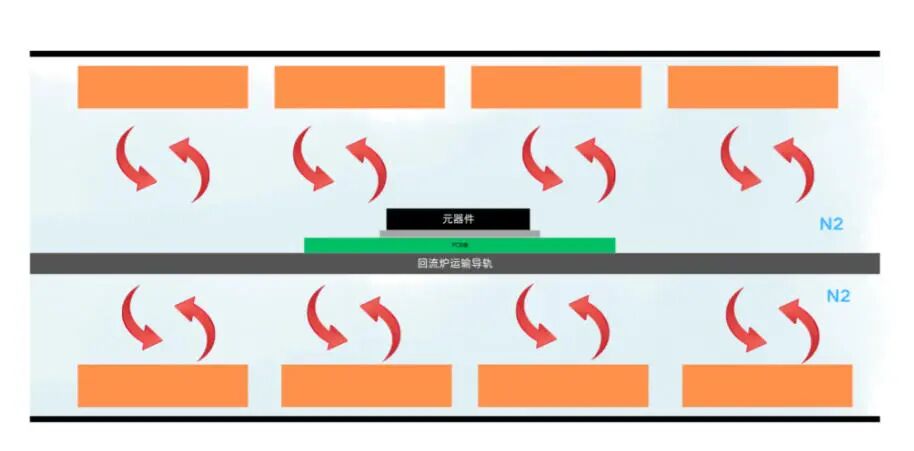
QFP的引腳中心距已達到0.3mm,引腳數(shù)量可超過576條,傳統(tǒng)的氣相再流焊、熱風再流焊及紅外再流焊在焊接這類細間距元器件時,極易發(fā)生相鄰引線焊點的“橋連”。
對于BGA器件,雖然它用面陣布局的鉛/錫凸點引腳代替了QFP的四邊引線,允許更多的I/O數(shù),但焊接完成后,焊點隱藏在封裝下面,肉眼難以判斷焊接質(zhì)量,必須使用X射線檢測儀器。
 02激光錫焊的突破
02激光錫焊的突破
激光錫焊技術以其特有的熱源性質(zhì),光斑可以達到微米級別(最小50um),加工時間由程序控制,精度遠高于傳統(tǒng)工藝方式。
激光加工精度較高,最小焊盤間距0.1mm,加上局部加熱的特性,在很大程度上幫助解決了微間距元件焊接的難題。
非接觸性加工,不存在接觸焊接導致的應力,細小的激光束替代烙鐵頭,在工件表面有其他干涉物時,同樣便于加工。
02熱敏感元件焊接難題-
在電子組裝領域,熱敏感元件的焊接一直是個棘手問題——既要保證可靠的焊接連接,又要控制熱輸入避免損壞元件。
01熱損傷風險
無鉛錫料的廣泛應用使得焊接溫度顯著提高。目前廣泛使用的無鉛錫料,其熔點大都在220℃左右,比傳統(tǒng)Sn-Pb錫料熔點高出30~40℃。為保證錫料熔化后具有良好的潤濕性,一般要求激光錫焊峰值溫度高達250℃左右。這樣的高溫對電子組裝設備、電子元器件和印制電路板的耐熱性提出了更高要求。
02激光局部加熱解決方案
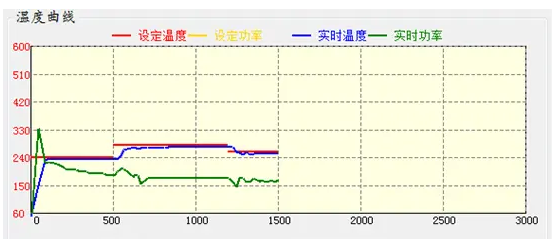
激光錫焊是局部加熱過程,只對連接部位局部加熱,對元器件本體熱影響極小。紫宸激光自主研發(fā)的激光焊錫設備通過配合高頻率溫度反饋系統(tǒng),可以確保焊接溫度均一恒定,減少變形和熱損傷,也減少錫材熔化帶來的不確定因素。

紫宸溫控型激光錫焊技術通過紅外檢測方式,實時檢測激光對加工件的紅外熱輻射,形成激光焊接溫度和檢測溫度的閉環(huán)控制。再通過PID計算調(diào)節(jié),能有效控制激光焊接溫度在設定范圍波動,避免燒壞產(chǎn)品。
03異形結(jié)構的焊接挑戰(zhàn)
在汽車電子、航空航天等領域,經(jīng)常遇到那些形狀不規(guī)則、結(jié)構復雜的異形元件和組裝體。傳統(tǒng)回流焊的不足是無法對單個元件進行局部加熱,導致整個組裝件都需要經(jīng)歷高溫加熱,這會損壞已組裝的熱敏感部件。熱風焊接雖然可以局部加熱,但熱影響區(qū)較大,仍可能影響周邊元件。
激光焊接的靈活性
激光錫焊技術為異形結(jié)構焊接提供了全新的解決思路。其非接觸的特性使得激光束能夠以任意角度接近焊接部位,即使是深腔、窄縫或半遮擋區(qū)域,也能通過調(diào)節(jié)激光的入射角度實現(xiàn)精準加熱。靈活性好,易于實現(xiàn)多工位裝置的自動化。
激光錫焊在電路焊接中無需接觸基板和電子元件,是最潔凈的加工方式。無耗品,維護簡單,操作方便。
04通孔元件激光焊接技巧
通孔元件在電子行業(yè)中仍然很常見,激光錫焊為這類元件的焊接提供了新的解決方案。
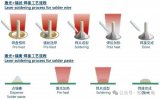
01焊膏插針技術
焊膏插針法(PiP)或侵入式回流焊法是一種無需單獨焊接工藝的技術。PiP利用焊膏印刷和SMT回流工藝來焊接通孔器件,省去了波峰焊或選擇性焊接工藝及相關成本。同時,通孔元件與SMT相比具有性能優(yōu)勢,因為它們與符合要求的引線建立了穩(wěn)固的互連,從而提高了機械和電氣可靠性。
02激光焊接的優(yōu)勢與技巧
針對小間距的通孔焊接技術紫宸激光另辟蹊徑,提供了一種精準、清潔且高度可控的全新方案。焊接時,激光從頂部加熱,讓錫膏或錫環(huán)熔化后依靠毛細作用及重力的雙重作用下,自上而下滲透并填滿通孔,實現(xiàn)單面插裝元件的焊接。激光加熱過程快速而可控,能精確控制熱輸入,確保通孔內(nèi)焊料充分填充的同時,避免過度加熱。
紫宸激光錫膏自動激光焊錫機的焊接技巧有光斑掃描法、環(huán)形光斑法兩種工藝方式,在密集通孔元件的焊接中效率提升顯著。前者通過調(diào)節(jié)光斑的大小(0.5~15mm可調(diào)),在引腳和焊盤上快速掃描,這種方式能實現(xiàn)均勻加熱,避免因局部過熱而產(chǎn)生飛濺或碳化,一次焊接多個焊點。后者采用特殊的光學系統(tǒng)產(chǎn)生一個與引腳匹配的環(huán)形光斑,能夠有效的控制焊接時的熱影響區(qū)域,降低熱線輻射范圍。
結(jié)語
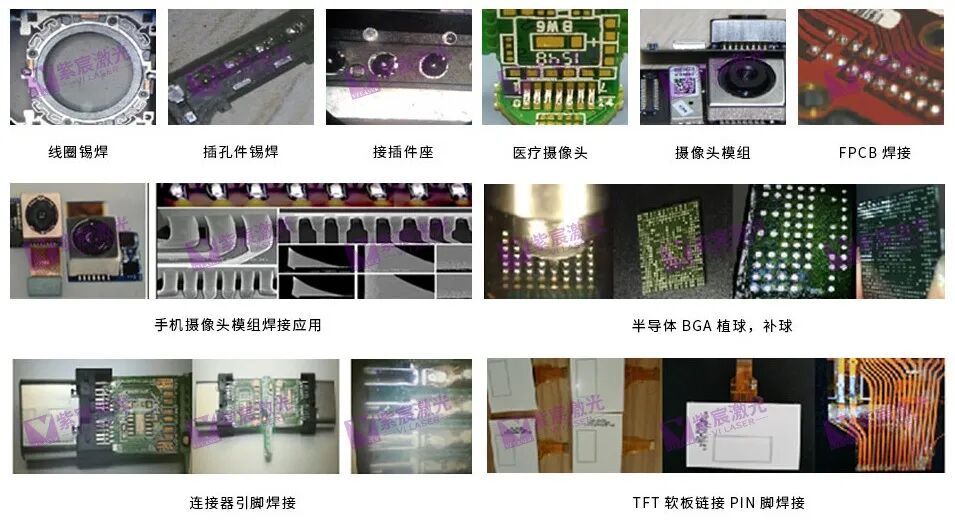
隨著折疊屏、5G通訊和智能汽車時代的到來,FPC軟板錫焊、攝像頭焊接、光模塊錫焊等高科技配件需求將持續(xù)增長。激光錫焊技術憑借其獨特優(yōu)勢,將在這些高精度、高可靠性要求的領域大放異彩,為電子制造業(yè)提供更加完善的微焊接解決方案。
激光錫焊也不再是泛泛而談的“可用于精密電子”,而是已經(jīng)成為解決微間距、熱敏感和異形結(jié)構焊接難題的關鍵技術。
-
激光
+關注
關注
21文章
3694瀏覽量
69782 -
電子制造
+關注
關注
1文章
301瀏覽量
25015 -
錫焊機
+關注
關注
0文章
5瀏覽量
5289
發(fā)布評論請先 登錄
激光錫膏焊的原理及優(yōu)勢
革新傳統(tǒng)焊接:激光錫焊技術在微電子領域的突破
焊接技術革新:激光錫焊對電子制造業(yè)的影響
大研智造 電子制造的精密革命:激光錫焊技術深度解析!
激光錫焊:無線耳機精密制造的終極解決方案

松盛光電恒溫激光錫焊系統(tǒng)解決方案
激光錫焊技術的應用和優(yōu)點
激光錫焊在汽車零部件制造中的應用

深度解析激光錫焊中鉛與無鉛錫球的差異及大研智造解決方案
激光錫焊的溫度控制原理分析

激光錫絲焊接在精密電子制造領域的應用
紫宸激光錫球焊接技術:解決電子制造焊接三大難題的創(chuàng)新方案




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論