隨著電子行業(yè)的快速發(fā)展,印刷電路板(PCB)作為電子元件的基礎(chǔ),其焊接工藝及材料選擇對整體性能有著至關(guān)重要的影響。目前,市場上主要有鉛和無鉛兩種PCB板。本文將詳細(xì)探討這兩種PCB板在回流焊過程中的溫度要求。
2023-12-05 12:59:22 3588
3588 
情況時氧化情況比較容易出現(xiàn):1)烙鐵頭溫度設(shè)定在400℃的時候:2)沒有焊接作業(yè),電烙鐵通電的狀態(tài)時間的設(shè)置;3)烙鐵頭不清洗。無鉛焊錫使用時注意點(diǎn):烙鐵頭的溫度管理非常重要:有溫度調(diào)節(jié)的電烙鐵,根據(jù)
2017-08-28 09:25:01
的影響較小,因為最大回流焊溫度可能會比較低。 3)取決于PCB層壓材料。某些PCB (特別是大型復(fù)雜的厚電路板)根據(jù)層壓材料的屬性,可能會由于無鉛焊接溫度較高,而導(dǎo)致分層、層壓破裂、Cu裂縫、CAF
2018-09-14 16:11:05
無鉛焊接和焊點(diǎn)的主要特點(diǎn) (1) 無鉛焊接的主要特點(diǎn) (A)高溫、熔點(diǎn)比傳統(tǒng)有鉛共晶焊料高34℃左右。 (B)表面張力大、潤濕性差。 (C)工藝窗口小,質(zhì)量控制難度大。 (2) 無鉛焊點(diǎn)
2018-09-11 16:05:50
本帖最后由 gk320830 于 2015-3-7 14:01 編輯
無鉛焊接和焊點(diǎn)的主要特點(diǎn)無鉛焊接和焊點(diǎn)的主要特點(diǎn) (1) 無鉛焊接的主要特點(diǎn) (A)高溫、熔點(diǎn)比傳統(tǒng)有鉛共晶焊料高34
2013-10-10 11:39:54
時,會發(fā)生嚴(yán)重的可靠性問題,這些問題不僅是當(dāng)前過渡階段無鉛焊接要注意,而且對于過渡階段的有鉛焊接也是要特別注意的問題。 因為鉛是比較軟的,容易變形,因此無鉛焊點(diǎn)的硬度比Sn/Pb高,無鉛焊點(diǎn)的強(qiáng)度也比
2009-04-07 17:10:11
是穩(wěn)定。因此,在焊接中所用的助焊劑也應(yīng)用所差別,對于后者必須用活性較強(qiáng)的助焊劑才行。而且前工業(yè)中大量應(yīng)用的無鉛釬料合金幾乎均為高Sn合金(>90w1%).這正是造成無鉛焊接缺陷率高的原因之一。由于無
2017-07-03 10:16:07
無鉛焊接技術(shù)的現(xiàn)狀:無鉛焊料合金成分的標(biāo)準(zhǔn)化目前還沒有明確的規(guī)定。IPC等大多數(shù)商業(yè)協(xié)會的意見:鉛含量
2011-08-11 14:22:24
無鉛焊接材料選擇原則現(xiàn)今無論是出于環(huán)保或者節(jié)能的要求,還是技術(shù)方面的考慮,無鉛化越來越成為眾多PCB廠家的選擇。 然而就無鉛替代物而言,現(xiàn)在并沒有一套獲得普遍認(rèn)可的規(guī)范,經(jīng)過與該領(lǐng)域眾多專業(yè)人士
2009-04-07 16:35:42
有鉛焊接腐蝕更快的原因。第二:溫度無鉛錫的熔點(diǎn)比有鉛錫的熔點(diǎn)高在設(shè)置相同焊接溫度的情況下無鉛焊接時吸收的熱量更多,而普通烙鐵沒有更快的溫度補(bǔ)償能力,只能在更高的溫度下進(jìn)行無鉛焊接。其造成的結(jié)果就是烙鐵
2010-12-28 21:05:56
無鉛焊接的起源:由于環(huán)境保護(hù)的要求,特別是ISO14000的導(dǎo)入,世界大多數(shù)國家開始禁止在焊接材料中使用含鉛的成分。 日本在2004年禁止生產(chǎn)或銷售使用有鉛材料焊接的電子生產(chǎn)設(shè)備。歐美在2006年
2011-08-11 14:21:59
:63%的Sn,37%的Pb,無鉛焊絲的主要組成復(fù)雜(以Alphametal的reliacore15為例:96.5%Sn;3.0%Ag;0.5%Cu);二、熔點(diǎn)及焊接溫度:一般來說通用6337有鉛焊絲
2017-08-09 11:05:55
經(jīng)濟(jì)的無鉛焊料。目前開發(fā)出多種替代品一般都具有比錫鉛合金高40C左右的熔點(diǎn)溫度,這就意味著回流焊必須在更高的溫度下進(jìn)行。氮?dú)獗Wo(hù)可以部分消附除因溫度提高而增加的氧化和對PCB本身的損傷。不過工業(yè)界大概
2014-12-11 14:31:57
無鉛對元器件的要求與影響無鉛焊接,對元器件提出了更高的要求,最根本的原因在于焊接溫度的提高。傳統(tǒng)錫鉛共晶焊料的熔點(diǎn)為183℃,而目前得到普遍認(rèn)可與廣泛采用的錫銀銅(SAC)無鉛焊料的熔點(diǎn)大約為217
2010-08-24 19:15:46
260°C以上的波峰焊溫度 Tin/Silver/Copper 93.6Sn/4.7Ag/1.7Cu 217°C 液態(tài)溫度太高,要求260°C以上的波峰焊溫度 含有高量銦(In)的無鉛焊錫(如表五中
2010-08-18 19:51:30
晶焊錫的1/3。<br/> ②熔點(diǎn)高<br/> 無鉛焊錫的熔點(diǎn)比一般的Sn-Pb共晶焊錫高大約34~44度,這樣電烙鐵烙鐵頭的溫度設(shè)定也要
2009-08-12 00:24:02
` 無鉛環(huán)保焊錫絲的工藝特點(diǎn) 無鉛環(huán)保焊錫絲由于使用了無鉛焊料替代傳統(tǒng)的錫鉛共晶焊料,,使得無鉛環(huán)保焊錫絲的工藝具有顯著不同的特點(diǎn)。首先,焊接工藝的溫度顯著提升,工藝窗口急劇縮小。目前普遍使用的無
2016-05-12 18:27:01
本帖最后由 gk320830 于 2015-3-5 17:40 編輯
有鉛錫與無鉛錫可靠性的比較無鉛焊接互連可靠性是一個非常復(fù)雜的問題,它取決于許多因素,我們簡單列舉以下七個方面的因素: 1
2013-10-10 11:41:02
含鉛型號的焊接溫度是多少?只能查到無鉛是260℃,謝謝。
2023-12-26 08:05:30
我們在焊接TMS320DM642AZNZ時采用無鉛焊接曲線,熔點(diǎn)溫度217,校正多次錫球還是融化不好,造成虛焊,求助該芯片的焊接曲線,謝謝
2018-06-21 14:49:55
、手工焊接無鉛與有鉛的區(qū)別
8 、常用焊接的專用術(shù)語;
9 、ESD的講解
二、手工焊接任務(wù)
1、焊接技能的訓(xùn)練,包括通孔元件、片式元件、SOT、SOIC、PLCC、QFP等元件焊接的講解、驗收
2009-06-23 11:03:52
要開發(fā)一條健全的、高合格品率的PCB無鉛焊接生產(chǎn)線,需要進(jìn)行仔細(xì)地計劃,并要為計劃的實施作出努力以及嚴(yán)格的工藝監(jiān)視以確保產(chǎn)品的質(zhì)量和使工藝處于受控狀態(tài),這些控制與許多的改變有關(guān),如材料、設(shè)備
2017-05-25 16:11:00
的浸潤性要比有鉛的差一點(diǎn)。2、有鉛中的鉛對人體有害,而無鉛就沒有。有鉛共晶溫度比無鉛要低。具體多少要看無鉛合金的成份, 像SNAGCU的共晶是217度,焊接溫度是共晶溫度加上30~50度。要看實際調(diào)整。有
2019-04-25 11:20:53
。2、有鉛中的鉛對人體有害,而無鉛就沒有。有鉛共晶溫度比無鉛要低。具體多少要看無鉛合金的成份啊,像SNAGCU的共晶是217度,焊接溫度是共晶溫度加上30~50度。要看實際調(diào)整。有鉛共晶是183度
2019-10-17 21:45:29
,焊接溫度低,對電子產(chǎn)品的熱損壞少;有鉛焊料合金潤濕角小,可焊性好,產(chǎn)品焊點(diǎn)“假焊”的可能性小;焊料合金的韌性好,形成的焊點(diǎn)抗震動性能好于無鉛焊點(diǎn)。 無鉛焊接工藝從目前的研究結(jié)果中摸索有可替代合金的熔點(diǎn)
2016-05-25 10:08:40
/回流焊/手工焊接,能耗比有鉛焊接多10%~15%能耗較低設(shè)備需求波峰焊需要添加新的波峰焊機(jī)不需要(提升產(chǎn)能例外)回流焊設(shè)備溫區(qū)數(shù)量要多,以增加調(diào)整回流溫度曲線靈活性。爐體長也可以采用多溫區(qū)的設(shè)備,增強(qiáng)
2016-07-14 11:00:51
能耗無論是波峰焊/回流焊/手工焊接,能耗比有鉛焊接多10%~15%能耗較低 設(shè)備需求波峰焊需要添加新的波峰焊機(jī)不需要(提升產(chǎn)能例外) 回流焊設(shè)備溫區(qū)數(shù)量要多,以增加調(diào)整回流溫度曲線靈活性。爐體長也可以
2016-05-25 10:10:15
有鉛無鉛溫度不同,一般有八個溫度區(qū),從進(jìn)到出溫度不同,溫度敏感器件單獨(dú)焊接,
2023-10-30 09:01:47
,應(yīng)該清楚,無鉛焊接將有一些特殊的品質(zhì)問題,如焊角升起、空洞和錫球。因為無鉛焊接溫度比錫/鉛更接近于熔點(diǎn),孔的填充和可靠性也必須量化。 無鉛焊接試驗 做一個實際的試驗來顯示Taguchi分析法可以
2018-08-24 16:48:14
助焊劑的用量,因此要求焊后殘留物少,并且無腐蝕性,以滿足ICT探針能力和電遷移。4、由于無鉛合金的熔點(diǎn)高,因此要求提高助焊劑的活化溫度,以適應(yīng)無鉛焊接的高溫。5、無鉛助焊劑是水基溶劑型助焊劑,焊接時如果水
2016-08-03 11:11:33
三百度,過波峰溫度就需要控制在二百六十度,回流溫度在二百六十到二百七十度。鉛會提高錫在焊接過程中的活性。有鉛錫線呢,在對比無鉛錫線情況下要好用,而且無鉛噴錫要比有鉛噴錫熔點(diǎn)高,焊接點(diǎn)會牢固很多。轉(zhuǎn)自 網(wǎng)絡(luò)資源
2018-08-02 21:34:53
。2、有鉛中的鉛對人體有害,而無鉛就沒有。有鉛共晶溫度比無鉛要低。具體多少要看無鉛合金的成份啊,像SNAGCU的共晶是217度,焊接溫度是共晶溫度加上30~50度。要看實際調(diào)整。有鉛共晶是183度
2018-10-29 22:15:27
。2、有鉛中的鉛對人體有害,而無鉛就沒有。有鉛共晶溫度比無鉛要低。具體多少要看無鉛合金的成份啊,像SNAGCU的共晶是217度,焊接溫度是共晶溫度加上30~50度。要看實際調(diào)整。有鉛共晶是183度
2018-10-17 22:06:33
更適用于板上個別元件或少量通孔插裝元件的焊接。另外,漢赫電子提醒大家注意的是:無鉛焊接的整個過程比含鉛焊接要長,而且所需的焊接溫度要高,這是由于無鉛焊料的熔點(diǎn)比含鉛焊料的要高,而它的浸潤性要差一點(diǎn)
2016-07-29 09:12:59
如何進(jìn)行無鉛焊接?
2021-06-18 07:42:58
為了適應(yīng)國際市場對電子產(chǎn)品的要求,現(xiàn)在的電子產(chǎn)品生產(chǎn)過程很多廠家要求無鉛焊接,達(dá)到環(huán)保的效果。我們知道無鉛焊接要求焊錫的變化使的焊錫溶點(diǎn)變高。(有鉛焊錫的熔點(diǎn)是180°~185°無鉛的錫為溶點(diǎn)
2013-08-03 10:02:27
及其問題 無鉛焊錫問題:①上錫能力差:無鉛焊錫的焊錫擴(kuò)散性差,擴(kuò)散面積差不多是共晶焊錫的1/3;②熔點(diǎn)高:無鉛焊錫熔點(diǎn)比一般Sn-Pb共晶焊錫高大約34~44℃,這樣電烙鐵烙鐵頭的溫度設(shè)定也要
2017-08-09 10:58:25
LM2937IMP-3.3/NOPB這顆料是無鉛的,滿足無鉛焊接的溫度么?請教一下datasheet里怎么看這個焊接的溫度 我沒有找到
2019-04-02 07:30:30
適用于板上個別元件或少量通孔插裝元件的焊接。另外,漢赫電子提醒大家注意的是:無鉛焊接的整個過程比含鉛焊接要長,而且所需的焊接溫度要高,這是由于無鉛焊料的熔點(diǎn)比含鉛焊料的要高,而它的浸潤性要差一點(diǎn)的緣故
2016-07-29 11:05:36
資料介紹: 無鉛焊接工藝基礎(chǔ),金屬鉛為融點(diǎn)低、價廉、加工容易的特性,或是變成氧化物的話,其透明感遠(yuǎn)超過其它的氧化物,所以自古即廣泛使用在食器、配管、涂料、化妝品等
2008-09-04 20:52:09 33
33 無鉛焊接工藝基礎(chǔ):無鉛焊錫之一覽2.電子機(jī)器及鉛金屬鉛為融點(diǎn)低、價廉、加工容易的特性,或是變成氧化物的話,其透明感遠(yuǎn)超過其它的氧化物,所以自古即廣泛使用在食
2008-10-30 18:05:4725
無鉛焊接工藝介紹:一.無鉛概念介紹(P4~23)
二.無鉛原材料的認(rèn)識方法(P24~60)
三.無鉛組裝工藝實踐經(jīng)驗介紹(P61~85)
四.無鉛組裝DFM設(shè)計參考(P86~98)
2009-07-30 23:39:3848 無鉛焊料和無鉛焊接工藝與傳統(tǒng)的錫鉛及其焊接工藝有相當(dāng)差別,充分了解其特點(diǎn),掌握其應(yīng)用中的難點(diǎn)、焦點(diǎn)和發(fā)展方向,是實施無鉛的重要內(nèi)容。
無鉛化已成為電子制造錫
2009-12-21 15:51:4018 目前,關(guān)于無鉛焊接材料和無鉛焊接工藝的信息已經(jīng)很多,對于
2006-04-16 20:53:09598 無鉛波峰焊接工藝技術(shù)與設(shè)備1.無鉛焊接技術(shù)的發(fā)展趨勢
2006-04-16 21:37:531063 摘 要 最新研究顯示,無鉛焊接可能是很脆弱的,特別是在沖擊負(fù)載
2006-04-16 21:41:20972 什么是無鉛焊接
目前,關(guān)于無鉛焊接材料和無鉛焊接工藝的信息已經(jīng)很多,對于需要開發(fā)無鉛焊接工藝的工廠來說,正確的選擇這些信息,并把它
2008-10-30 21:35:403113 如何選擇無鉛焊接材料
現(xiàn)今無論是出于環(huán)保或者節(jié)能的要求,還是技術(shù)方面的考慮,無鉛化越來越成為眾多PCB廠家的選擇。 然而就
2009-04-07 16:35:172345 無鉛焊接在操作過程中的常見問題目前,電子制造正處于從有鉛向無鉛焊接過渡的特殊階段,無論從環(huán)保、立法、市場競爭和產(chǎn)品可靠性等方面來看,無鉛
2009-04-07 17:09:361325 無鉛烙鐵頭的溫度測量
手工無鉛焊接的溫度非常重要,是影響無鉛烙鐵頭的使用壽命的關(guān)鍵指標(biāo),也是影響焊點(diǎn)質(zhì)量重要指標(biāo);故對
2010-02-27 12:13:442333 無鉛焊接的誤區(qū)
誤區(qū)一:現(xiàn)在已經(jīng)是無鉛年代了,可好多客戶仍舊用傳統(tǒng)的焊接方法——這就大錯特錯。目前的現(xiàn)狀是70%——80%的廠家用的以前普通
2010-02-27 12:15:461218 烙鐵頭無鉛焊接要注意的問題
一、 無鉛焊錫問題點(diǎn):
熔點(diǎn)高(比Sn、Pb焊錫高30-40度)、錫絲不容易融化
2010-02-27 12:22:411637 無鉛焊接時該如何選擇焊接溫度
對于無鉛焊接溫度的選擇,應(yīng)該考慮到PCB板的厚度、焊盤的大小、器件以及周圍是否有較大散熱面積
2010-02-27 12:28:512130 無鉛焊錫與有鉛焊錫的區(qū)別
無鉛焊錫內(nèi)不含鉛,且溶點(diǎn)比傳統(tǒng)(63%錫+37%鉛)焊錫高。 常用的無鉛焊錫:
· Sn-Ag (錫+銀, 96-98%錫)
2010-02-27 12:33:469610 如何選購無鉛焊臺
選購無鉛焊臺首先要保證兩點(diǎn):
1.保證焊接溫度350℃左右
2.保
2010-02-27 12:36:192363 BGA無鉛焊接技術(shù)簡介
鉛(Pb),是一種有毒的金屬,對人體有害。并且對自然環(huán)境有很大的破壞性,出于環(huán)境保護(hù)的要求,特別
2010-03-04 11:19:421343 無鉛焊接和焊點(diǎn)的主要特點(diǎn)
(1) 無鉛焊接的主要特點(diǎn)
(A)高溫、熔點(diǎn)比傳統(tǒng)有鉛共晶焊
2010-10-25 18:17:452063 在電子行業(yè)內(nèi),雖然每家公司都必須追求各自的利益,但是在解決SMT無鉛焊接的脆弱性及相關(guān)的可*性問題上,他們無疑有著共同的利害關(guān)系
2011-06-30 11:44:451353 介紹了無鉛焊接技術(shù)的現(xiàn)狀以及國內(nèi)外對Sn-Ag和Sn-Zn等二元無鉛焊料的研究成果,以及無鉛焊接的幾種常見技術(shù)
2012-01-09 16:51:087 所謂無鉛有鉛焊接指的是錫釬焊時所用焊接材料里面含不含鉛的焊接。傳統(tǒng)釬焊是用的鉛錫合金焊料,熔點(diǎn)低,流動性好,焊接后的導(dǎo)電性好,得到十分廣泛的普及。然而鉛是個對人體健康有害的金屬,這樣就引起了無鉛焊接的話題。
2017-12-15 08:54:1714677 無鉛工藝熔點(diǎn)在218度,而有鉛噴錫熔點(diǎn)在183度,無鉛錫焊可焊性高于有鉛錫焊。有鉛工藝?yán)喂绦韵鄬^差,焊接容易出現(xiàn)虛焊。但是由于有鉛的溫度相對較低,對電子產(chǎn)品的熱損壞較小,且PCB表面更光亮。
2019-06-13 16:04:2520004 隨著無鉛技術(shù)的深入和發(fā)展,由于助焊劑的改進(jìn)以及工藝的進(jìn)步,無鉛焊點(diǎn)的粗糙外觀已經(jīng)有了一些改觀。
2019-09-03 10:16:362744 很顯然,傳統(tǒng)的自動光學(xué)檢測(AoI)、自動X射線檢測(AX1)以及在線測試(ICT)等主要檢測手段,都面臨無鉛焊接技術(shù)提出的新要求。無鉛焊接和錫鉛焊接的焊點(diǎn)存在一些固有的差別,經(jīng)歷了從液態(tài)到固態(tài)的晶
2019-10-08 09:30:473665 雖然無鉛焊接在國際上已經(jīng)應(yīng)用了十多年,但無鉛產(chǎn)品的長期可常性在業(yè)內(nèi)還存在爭議,并確實存在不可靠因素,這也是國際上對軍事、航空航天、醫(yī)療等高可靠電子產(chǎn)品獲得豁免的主要原因之一。但是目前的問題是有鉛工藝
2020-03-27 15:43:532089 無鉛化組裝已成為電子組裝產(chǎn)業(yè)的不可逆轉(zhuǎn)的趨勢。電子組裝焊接是一個系統(tǒng)工程,對無鉛焊接技術(shù)的應(yīng)用其影響因素很多,要使無鉛焊接技術(shù)獲得廣泛應(yīng)用,還需要從SMT貼片加工系統(tǒng)工程的角度來解析和研究以下幾個方面的問題。
2020-01-02 11:30:193712 由于smt加工手工焊暴露在空氣中散熱快,無鉛焊接烙鐵頭溫度一般在360~410℃之間,厚板、大熱容量元件、大焊盤、粗引腳等難焊的情況下,可能需要420℃以上,因此很容易使焊盤脫落。
2020-01-03 11:28:535572 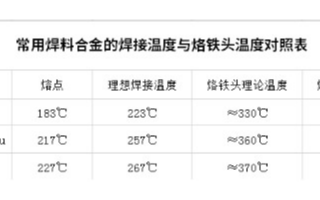
對于無鉛焊接溫度的選擇,應(yīng)該考慮到PCB板的厚度、焊盤的大小、器件以及周圍是否有較大散熱面積,常規(guī)焊點(diǎn)建議使用溫度選擇在350℃左右。
2020-02-05 07:52:4026193 無鉛焊點(diǎn)外觀粗糙、氣孔多、潤濕角大、沒有半月形,由于無鉛焊點(diǎn)外觀與有鉛焊點(diǎn)有較明顯的不同,如果有原來有鉛的檢驗標(biāo)準(zhǔn)衡量,甚至可以認(rèn)為是不合格的,隨著無鉛技術(shù)的深入和發(fā)展,由于助焊劑的改進(jìn)以及工藝的進(jìn)步,無鉛焊點(diǎn)的粗糙外觀已經(jīng)有了一些改觀。
2020-03-25 15:11:151777 取決于焊接合金。對于回流焊,“主流的”無鉛焊接合金是Sn-Ag-Cu(SAC),而波峰焊則可能是SAC或Sn-Cu。SAC合金和Sn-Cu合金擁有不同的可靠性性能。
2020-03-26 15:05:535970 目前,我國軍工等高可靠電子產(chǎn)品普遍存在有鉛和無鉛元器件混裝焊接的現(xiàn)象,即:采用有 鉛焊料焊接有鉛和無鉛元器件的混裝工藝,簡稱混裝焊接。 一、混裝焊接機(jī)理 采用有鉛焊料焊接有鉛和無鉛元器件的混裝焊接
2020-04-08 15:27:004804 目前,中國的很多電子產(chǎn)品的制造商都在積極進(jìn)行從有鉛焊接向鉛焊接轉(zhuǎn)換的大量試驗工作。實踐經(jīng)驗表明,要提高無鉛波峰焊接的質(zhì)量應(yīng)從設(shè)備、材料、工藝等多方面加以考慮。
2020-04-16 11:54:503723 無鉛錫膏焊接中一種重要的材料,在無鉛錫膏的回流焊接中,很多的細(xì)節(jié)和因素都會造成不良的影響。那么無鉛錫膏回流焊接有哪些要求?
2020-04-20 11:34:534603 無鉛加工過程中使用的無鉛焊料熔點(diǎn)溫度為217℃,而有鉛焊料的熔點(diǎn)溫度為183℃,因為有鉛焊料的熔點(diǎn)較低,對電子元器件的熱損害較少,加工完成后的焊點(diǎn)也更加光亮,強(qiáng)度也更硬,質(zhì)量也更好。
2020-12-13 10:20:153589 無鉛焊料的流動性,可焊性,浸潤性都不及有鉛焊料,無鉛錫膏的熔點(diǎn)溫度又比有鉛錫膏的熔點(diǎn)溫度高的多,對于無鉛焊接,理想的焊接工藝窗口為230-240度。因此我們對無鉛回流焊接的品質(zhì)又提出了新的更嚴(yán)的要求
2020-12-31 15:24:081382 由于無鉛焊錫時其熔點(diǎn)的提升工作溫度也隨之加高,導(dǎo)至烙鐵咀腐蝕速度大大加快,使用壽命變短,這是合理的解釋。無鉛焊接時,要求的焊接溫度比普通焊接要高出許多,這是烙鐵頭壽命縮短的一個主因,溫度越高,氧化速度越快。應(yīng)用無鉛焊接后,為何焊咀壽命會大幅縮短?
2021-03-15 09:46:362112 其實主要是焊接溫度的不同,無鉛錫絲需要的焊接溫度要更高一些,一般在250度左右,而普通的錫絲的焊接溫度在180度,所以無鉛焊臺的焊接溫度更高一些,而且無鉛焊臺的供熱速度更快。當(dāng)然也有例外,在無鉛焊料中,也有低溫的焊料,其熔點(diǎn)比有鉛焊料還要低。但這種低溫焊料的價格相當(dāng)昂貴。
2021-03-15 10:17:223917 有鉛焊錫絲繞線很整齊,從不打結(jié),操作焊接時很容易,且工效高 。
2021-07-11 15:30:5779340 隨著歐洲環(huán)境立法,如RoHS以及PCB市場力量,正在推動走向無鉛焊料的轉(zhuǎn)化。電子產(chǎn)品導(dǎo)入無鉛制程后,由于無鉛焊料的特性,如熔點(diǎn)高、潤濕性差、工藝窗口窄等,焊接過程出現(xiàn)了無鉛焊接特有的缺陷及水平,如錫珠、焊點(diǎn)粗糙、漏焊和少錫,以及空洞等。
2021-10-13 15:05:163552 現(xiàn)在的電子產(chǎn)品越來越注重環(huán)保,大部分都要求無鉛焊接,所以電子企業(yè)都要用到無鉛波峰焊設(shè)備。無鉛波峰焊工藝中比較難掌握的是溫度的設(shè)置,一般來說,無鉛波峰焊的溫度設(shè)定要比有鉛的高20度左右。而且兩種焊接預(yù)熱溫度的設(shè)定和溫度升降斜率都不太相同。分享一下無鉛波峰焊溫度設(shè)置規(guī)范。
2022-04-16 15:39:366513 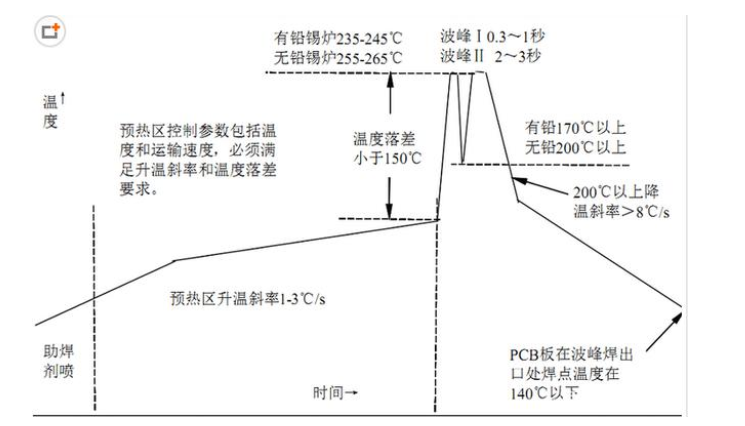
無鉛回流焊的溫度遠(yuǎn)高于有鉛回流焊的溫度,而且無鉛回流焊的溫度設(shè)定很難調(diào)整,尤其是因為無鉛焊接的回流焊工藝窗口很小,所以橫向溫差的控制非常重要。回流焊橫向溫差大會造成批次缺陷,那么如何減少無鉛回流焊橫向溫差才能達(dá)到理想的無鉛回流焊焊錫效果呢?下面晉力達(dá)來給大家分享一下。
2022-06-08 11:59:381410 印刷電路板的焊接表面:HAL 無鉛 HAL 無鉛焊接表面提供所有表面的最佳可焊性,但錫層的厚度各不相同。 在“HAL 無鉛”(無鉛熱風(fēng)整平)、熱風(fēng)焊料整平或 HASL(熱風(fēng)焊料整平)中,在裸露的銅
2022-09-19 18:09:292698 大家有知道在一些行業(yè)都會有必須要有焊接的輔助,這時候就會用到錫膏,而這種又分為無鉛錫膏和有鉛錫膏,有些以為這兩種區(qū)別不大,都是用來焊接材料,其實這倆種都是有不同之處的,有鉛錫膏和無鉛錫膏的不同在
2022-08-26 15:03:304371 
目前,無鉛低溫錫膏主要用于電子產(chǎn)品、散熱器等對焊接溫度要求較低的焊接。當(dāng)貼片組件無法承受超過180℃的高溫,需要貼片回流過程時,我們將使用無鉛低溫錫膏進(jìn)行焊接,那么無鉛低溫錫膏的熔點(diǎn)是多少?錫膏廠家
2023-03-15 16:15:113293 
電子發(fā)燒友網(wǎng)站提供《無鉛ECOPACK MCU和MPU的焊接建議和封裝信息.pdf》資料免費(fèi)下載
2023-09-20 10:54:190 焊接,那么無鉛低溫錫膏的熔點(diǎn)是多少?深圳錫膏廠家為大家講解一下:低溫無鉛錫膏它的主要成分是Sn42Bi58,熔點(diǎn)是138℃,是無鉛錫膏中熔點(diǎn)溫度最低的一種錫膏。因
2023-12-28 16:18:043958 
為什么無鉛錫膏比有鉛錫膏價格貴?錫膏主要是由焊錫絲粉、助焊膏組成的泥狀混合物質(zhì),關(guān)鍵用于SMT生產(chǎn)加工領(lǐng)域,將電阻器、電容器、IC等電子元件電焊焊接在PCB板上。無鉛錫膏和有鉛錫膏有什么區(qū)別呢
2024-02-24 18:21:441946 
一站式PCBA智造廠家今天為大家講講smt加工無鉛錫膏的優(yōu)缺點(diǎn)有哪些?SMT加工無鉛錫膏的優(yōu)缺點(diǎn)。在現(xiàn)代電子產(chǎn)品制造過程中,PCBA加工是一個至關(guān)重要的環(huán)節(jié),而焊接作為其中關(guān)鍵的步驟,需要選擇合適
2024-03-27 09:17:591248 在現(xiàn)代電子制造業(yè)中,PCBA加工無疑是核心環(huán)節(jié)。而在這一環(huán)節(jié)中,焊接更是關(guān)鍵步驟,焊接材料的選擇尤為重要。其中,無鉛錫膏以其環(huán)保特性和高性能,正在逐步替代傳統(tǒng)的有鉛錫膏。下面深圳佳金源錫膏廠家給大家
2024-04-25 16:36:261939 
SMT加工在電子制造業(yè)中具有重要地位,它通過SMT貼片等工藝將原始印制電路板(PCB)轉(zhuǎn)化為成品電子產(chǎn)品。在SMT加工中,有鉛和無鉛是兩種焊接工藝,對產(chǎn)品性能和可靠性有不同影響。接下來,深圳佳金源錫
2024-05-21 13:54:152727 
一站式PCBA智造廠家今天為大家講講pcb制板中的無鉛噴錫與有鉛噴錫哪個好?無鉛噴錫與有鉛噴錫選擇。在PCB制板過程中,噴錫工藝是至關(guān)重要的一環(huán),直接影響到PCB的焊接性能、導(dǎo)電性以及外觀質(zhì)量。無鉛
2024-09-10 09:36:041923 電子發(fā)燒友網(wǎng)站提供《無鉛焊接的可靠性.pdf》資料免費(fèi)下載
2024-10-16 10:50:036 空洞是無鉛錫膏焊接時普遍發(fā)生的問題。無鉛錫膏顆粒之間的空隙會造成空洞。此外由于金屬元素擴(kuò)散速度不一致,在金屬間化合物層中通常會留下空位,空位在不斷聚集后會形成空洞。空洞的出現(xiàn)使得導(dǎo)電性能和熱性
2024-12-31 16:16:201143 
錫膏主要是由焊錫粉、助焊劑組合而成的膏狀混合物,主要用于SMT加工行業(yè),將電阻、電容、IC等電子元器件焊接在PCB板上。錫膏又分為無鉛錫膏和有鉛錫膏,無鉛錫膏是電子元件焊接的重要材料,無鉛錫膏指的是鉛含量要求低于1000ppm(
2025-07-09 16:32:291300 
無鉛焊接工藝的核心步驟如下,每個步驟均包含關(guān)鍵控制要點(diǎn)以確保焊接質(zhì)量:
2025-08-01 09:13:39775
 電子發(fā)燒友App
電子發(fā)燒友App








 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論