 電子發燒友App
電子發燒友App



發光面板的產品化雖在進展,但市場卻并未擴大,有機EL照明仍停留在長長的跑道上。然而,終于出現了起飛的跡象。為之開了綠燈的,是大廠商的加入和發光效率接連不斷的技術革新。很多廠商都確立了目標:2年內發光效率超過高效率熒光燈達到100lm/W,3年內使全部照明器具的發光效率達到與LED照明相當的130lm/W。
發白色光的有機EL照明的“起飛”,即全面開始普及的日子近在眼前(圖1)注1 )。
圖1:各公司的最新面板
主要的有機EL照明面板如圖所示。(a)為Lumiotec面板,(b)為松下的87lm/W面板,(c)為KONICA MINOLTA ADVANCED LAYERS的柔性面板,(d)為住友化學面板,(e)為荷蘭皇家飛利浦電子面板,(f)為ASON TECHNOLOGY面板。(g)為用三菱化學的面板制作的椅子。照片除(a)和(g)以外均由各公司提供。
注1) 有機EL照明還有紅色和藍色等發單色光的面板,但本文中若無特別指出,則均指發白色光的技術和面板。
距離有機EL照明發光面板最初上市已經過去了3年左右的時間。但迄今為止,即使是導入了量產線的廠商,也因為面板和照明器具的市場沒有擴大而一直處于停工狀態。原因有很多,不過最主要的是價格高。10cm見方的面板售價為1萬~數萬日元。當然了,量產后價格會下降。但各廠商都沒有走出是“先有雞還是先有蛋”的怪圈。由于市場小,無法消除量產風險,結果陷入了價格居高不下、市場無法擴大的兩難境地。
最近出現了幾個有望打破這種局面的變化。例如,用于智能手機的小型有機EL顯示屏的市場擴大,55英寸大型電視用顯示器也即將上市等。其材料和制造裝置低成本化效果也有望惠及有機EL照明。
另外,技術開發也在順利推進,有機EL照明的發光效率開始飛躍性提高。在這種背景下,各大企業開始冒著風險進行量產投資,也在逐漸改變市場停滯的狀況。實際導入有機EL照明的用戶也一直在增加(圖2)。
圖2:有機EL照明開始導入
有機EL照明的導入示例。(a)為銀座酒吧“水響亭”2011年導入的KANEKA的產品。(b)為東京急行電鐵自由之丘站導入的松下電工(當時)的產品。(c)為五洋建設總部副樓門廳導入的三菱化學的產品。(c)可調色。(照片(b):松下)
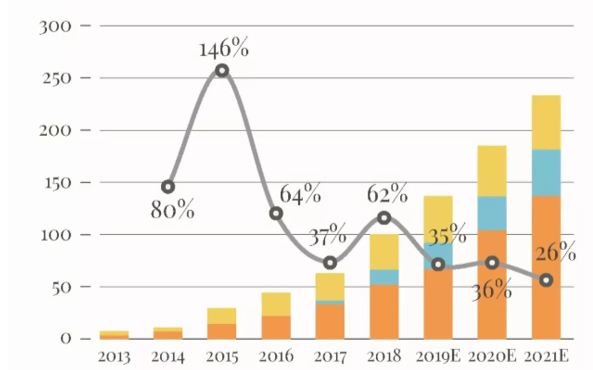
基于這些動向,調查公司預測全球有機EL照明市場2018年將達到約40億~60億美元的規模(圖3)。這與目前的有機EL顯示器的市場規模基本相同,之后市場似會繼續擴大。據美國調查公司IHS Electronics & Media(原韓國Displaybank)介紹,“首先將從高級住宅開始普及,其次是醫院,接下來會導入店鋪和辦公室”(該公司日本代表Harry Kim)。

圖3:有機EL照明的市場規模今后將擴大
調查公司IHS Electronics&Media(原Displaybank)和DisplaySearch的有機EL照明市場預測。不少大型企業面向有機EL照明市場擴大而全面展開行動,如東芝集團。該公司將有機EL照明定位為照明業務的支柱之一,重組了業務公司。具體為,2012年10月1日合并了東芝照明技術和哈利盛東芝照明。稱“計劃2014年啟動有機EL照明業務”。
很早以前就致力于有機EL照明業務的荷蘭皇家飛利浦電子和德國歐司朗,也開始加速開發和產品化。例如,飛利浦2012年10月以2990歐元的價格上市了采用64塊有機EL照明面板、帶紅外線傳感器的墻壁照明兼鏡子“LivingShapes”注2 )。遠處看是墻壁照明,但人一靠近,部分照明就會關閉而變成鏡子(圖1(e))。
注2) 從2年前的2010年開始就以1萬多歐元的價格面向特定用戶銷售,而此次大幅降低了價格,面向普通用戶銷售。
2012年3月,韓國LG化學也宣布正式涉足有機EL照明業務。該公司以前就一直在向韓國LG顯示器等供貨顯示器用有機EL元件材料。LG化學OLED銷售兼市場營銷副總裁Joon Park說,“可以在顯示器與照明器上提供并利用幾乎相同的材料是我們的優勢”。
紛紛以100lm/W以上為目標
各大廠商一改觀望態度轉而參戰的背景是,有機EL的技術開發取得進展,100lm/W以上的高發光效率有望實現(圖4)。如果發光效率能超過100lm/W,作為主照明的用途就會一舉增加。這是因為,發光效率超過高效率熒光燈,在包括照明器具在內的發光效率(燈具效率)上就能與很多LED照明展開競爭。

圖4:發光效率2014年能否超過100lm/W
各廠商、研究機構、美國能源部(DOE)及調查公司的有機EL照明面板發光效率發展藍圖。甚至有2020年將超過200lm/W的大膽預測。2012年的值為實際值。
東芝在2012年5月舉行的國際學會“SID 2012”上發布了8cm×7cm尺寸、發光效率高達91lm/W的有機EL照明面板,震驚了其他公司有機EL照明的技術人員。
各廠商還在競相比拼開發藍圖。例如,飛利浦2012年2月發布了2015年17cm見方有機EL照明面板的發光效率90lm/W以上,2018年40cm見方的大型面板達130lm/W的開發藍圖。作為企業的發展藍圖,其目標彰顯了飛利浦的雄心。而僅在一個月后,LG化學又發布了更加宏大的計劃稱,2015年將供貨發光效率達到135lm/W以上的20cm見方有機EL照明面板。
發光效率超過LED
繼100lm/W的發光效率之后,實現約130lm/W成了各廠商的下一個目標。因為這是“普通熒光燈約2倍的發光效率”(新能源產業技術綜合開發機構(NEDO),同時其燈具效率與LED照明相當。
然而,130lm/W也不是終點。有機EL照明的發光效率還會進一步提高,以燈具效率來比較,預計在所有照明技術中有機EL照明將會是發光效率最高的技術。原美國伊士曼柯達公司的技術人員、現為南京第壹有機光電公司(First O-Lite)創始人兼首席技術官的田元生(Yuan-Sheng Tyan)指出,“白色有機EL發光效率的理論極限為248lm/W,與白色LED光源的260lm/W相近”。就是說,在燈具效率上,有機EL照明可能是最高的。
實際發光效率也有望接近200lm/W。IHS Electronics&Media公司預測,2019年200lm/W的有機EL照明面板將面世。美國能源部(DOE)也把190lm/W定為有機EL照明技術開發的最終目標。有機EL材料廠商美國環宇顯示技術(UDC)雖然沒有提及具體的實現時間,但表示,“作為有機EL照明的發光效率,180lm/W是比較現實的目標”。
效率提高接連取得突破
目標定得很高,但目前供貨的有機EL照明面板的發光效率尚未達到。即便從全球來看,最高值也只是LG化學的60lm/W。日本國內產品中,柯尼卡美能達控股的面板“Symfos”的45lm/W為最高值,其他產品大多只有30lm/W左右。
產品之所以與今后的目標值有巨大差距,是因為最近取得了突破,能使發光效率飛躍性提高(圖5)。尤其是以下3點取得了巨大進展:(1)提高從光提取層的光提取效率、(2)通過抑制表面等離子體共振*而提高光提取效率、(3)提高藍色發光材料的效率。

圖5:發光效率的提高取得幾項突破
提高發光效率有很多因素,其中的焦點是(1)提高光提取效率;(2)減少表面等離子體損失和導波模式的光;(3)提高藍色發光材料的內部量子效率,實際上的技術革新正在推進。
*表面等離子體共振(SPR)=光與金屬表面的電子結合,在類似于聲波的縱波模式下共振的現象。
(1)和(2)的光提取效率,是指有機EL元件內部產生的光子中,可以提取到元件外部的光子比例。沒有在這一點上下功夫的元件,所發的光中只有約20%可提取到外部。剩余約80%以熱等形式散失。因此,光提取效率的提高是提高有機EL照明發光效率上的重要課題。
在光提取效率的提高上,日本金澤工業大學教授三上明義2009年發布了重要技術。主要內容是,如果在元件表面設置由折射率高達2左右的玻璃層和微透鏡陣列組成的光提取層,就可以取得很好的效果。但高折射率玻璃存在價格高的大課題。
2012年,松下著眼于價格遠遠低于高折射率玻璃的聚萘二甲酸乙二醇酯(PEN)樹脂折射率高達1.7~1.8的特點。并且還在SID 2012上發布,在PEN薄膜表面設置的微透鏡陣列與玻璃基板之間加入空氣可大幅提高光提取效率(圖6)。

圖6:通過改進元件表面側將光提取效率提高至約2倍
松下通過在有機EL元件的表面一側采用PEN薄膜將光提取效率提高到了約2倍,1cm見方元件的發光效率實現了101lm/W(a)。旭硝子通過在高折射率玻璃中添加陶瓷粒子使光散射,將光提取效率提高到2.1倍,同時還降低了對波長的依賴性。(圖和照片:a由松下,b由旭硝子提供)
利用該技術,光提取效率提高到了原來約2倍的42%。發光面積25cm2的有機EL照明面板的發光效率達到87lm/W,1cm2的有機EL元件達到101lm/W,作為發白色光而且薄型的元件,全球首次超過了100lm/W(圖1(b))注3 )。“重點在于高折射率PEN與折射率為1的空氣之間的巨大折射率差”(松下核心技術開發中心技術總監、大阪大學特聘教授菰田卓哉)。
注3) 松下在本屆SID 2012上還宣布,通過設置與LED相同的半球狀光提取層,發光面積為4mm2的有機EL元件的光提取效率達到了62%以上,實現了高達142lm/W的發光效率。
旭硝子(AGC)也曾在SID 2009和SID 2012上宣布,以自主方法開發出了價格相對較低但具備高折射率和光散射功能的玻璃,提高了光提取效率。
2009年發布的是在玻璃中加入氣泡使光散射的技術。而2012年發布的技術,是用直徑約2μm的陶瓷粒子取代難以控制直徑的氣泡添加到玻璃中,從而大幅降低了散射效果對波長的依賴注4 )。
注4) 旭硝子表示,在光散射用粒子的粒徑小至數百nm時,可充分散射藍色光的“瑞利散射”占主導,而在粒徑為2μm左右時,對波長依賴性較小的“米氏散射”就會增強。
關于玻璃價格,旭硝子稱“尚處于研究開發階段,不便公開”,但可能會以一個戰略性的價格設定開展業務。也有企業認為,“歐洲有幾家有機EL元件廠商已經有意采用估計是旭硝子生產的、具有光散射效果的玻璃”(歐洲某玻璃廠商)。
對元件的背面電極也加以大膽改造
另一方面,金澤工業大學的三上指出,要想進一步提高光提取效率,光憑元件表面設置的光提取層是不夠的(圖7)。因為根據三上的模擬實驗,元件內部產生的光子中,有約50%因表面等離子體共振而喪失。這種現象是在元件發光面的反面電極(陰極)表面發生的。

圖7:通過控制表面等離子體將發光效率提高到2倍以上
據金澤工業大學教授三上介紹,沒有對光提取做改進的有機EL元件內部產生的光有約50%以表面等離子體損失消失。三上等人發現了對金屬電極采用薄電極和反射層等多級構造,可大幅降低表面等離子體損失,從而提高發光效率的方法。(圖由《日經電子》根據三上的資料制作)
三上認為,積極設法抑制這種(表面等離子體)損失,有助于進一步提高光提取效率,因此大膽改變了陰極的構造。這就是“多陰極構造”。試制的既具備這種構造又具備元件表面光提取層的綠色發光有機EL元件,其表面等離子體損失由約50%大幅降至約10%,發光效率由85lm/W提高到了2倍以上的185lm/W。光提取效率約為47%,作為薄型元件是很高的值。
各廠商也開始針對元件陰極采取措施。例如,東芝在SID 2012上發布的發光效率為91lm/W的元件,沒有在元件正面一側設置特別的光提取層。而是將陰極材料由原來的鋁(Al)換成了其他高反射率材料。“并不能說明效率的提高全靠反射率,表面等離子體損失的降低等或許也發揮了作用”(東芝)。
藍色材料的效率提高前景也光明
提高有機EL照明發光效率的第三個重點是藍色發光材料的大幅改善。此前,藍色發光材料與紅色和綠色發光材料相比,在發光效率和發光壽命上的開發很遲緩。比如,尚沒有具備足夠“深度”和發光壽命的磷光發光藍色材料。
光是深藍色的話可以利用螢光材料,但螢光材料原理上的內部量子效率還不到25%。而磷光材料最大高達100%。藍色發光只能使用螢光材料是進一步提高有機EL照明發光效率的巨大障礙。
最近,能打破這種界限的研究開發取得了進展。雖然尚未發現深藍色磷光發光材料。但“推進了第3代發光材料的開發”(九州大學最尖端有機光電子研究中心教授安達千波矢的研發小組)(圖8)。第1代為螢光材料,第2代為磷光材料,而新材料為第3代。

圖8:超過藍色螢光材料的“極限”
圖中所示為超越此前激子利用效率為25%的螢光材料極限的兩種技術。TTA/TTF通過使3重態狀態(T1)的2個激子碰撞交換能量,變成1重態狀態(S1)激子有可能發光(a)。而TADF以熱使T1的激子移向S1有可能發光。(圖(a)由《日經電子》根據出光興產的資料制作,(b)由《日經電子》根據安達研究室的資料制作。(b)攝影:安達研究室)
不過,新材料實際上是螢光發光材料。與以往的不同在于,具備將此前以熱等形式散失的能量用于螢光發光的機制。該機制主要有兩種。
一種是九州大學安達的研發小組發現的“熱活性型延遲螢光(TADF)”(圖8)。從原理上來說,材料的內部發光效率可實現100%。截至目前已經確認實現了62%。最近還開發出了名為“pure blue”(安達研究室)的深藍色TADF材料。
另一種是出光興產和住友化學等正在開發的在螢光材料中發生稱為“3重態-3重態消滅”(TTA)或“3重態-3重態融合”(TTF)現象的機制(圖8)注5 )。不過,理論上材料的內部發光效率最大只有40%,與內部發光效率為100%的TADF有很大差距。出光興產已經開發出效率接近理論極限的TTF材料,但表示“不會被理論束縛,還在為進一步提高效率而繼續開發”(該公司電子材料部電子材料開發中心主任研究員熊均)。
注5) 出光興產稱為TTF,住友化學稱為TTA。同一種現象有兩種名稱是因為,以前在磷光發光材料中增加電流密度時,TTA是導致發光效率降低的因素。而在螢光材料中則是提高發光效率的因素,因此出光興產認為“融合(fusion)比消滅(annihilation)更恰當”,所以命名為TTF。
元件構造自主性的競爭
在有機EL照明技術上,除了改善光提取效率和發光材料外,也有一連串旨在提高發光效率和顯色指數等的技術開發。比如,在元件構造和制造方法等的技術革新方面,各廠商的創意就是一個奪人眼球的領域。
說能將“發光單元做成10層”的,是風險企業ASON TECHNOLOGY代表董事社長中川幸和(圖1(f)和圖9(a))。該公司專務董事松本敏男因與山形大學教授城戶淳二因開發了有機EL發光單元重疊起來的元件構造“MPE(multiple photon emission)”而聞名注6 )。在其他公司開始在量產面板中采用MPE技術的情況下,ASON TECHNOLOGY則計劃以令MPE有進一步發展的自主技術為武器,2013年開始量產大型有機EL照明面板。

圖9:各公司在元件構造和制造工藝上也發揮自主性
ASON TECHNOLOGY、KONICA MINOLTA ADVANCED LAYERS、住友化學、三菱化學和先鋒、昭和電工各自的元件構造和特點。((e):昭和電工)
注6) 將發光單元做成多層的好處是,容易實現高亮度和長壽命以及可大幅改善發光的均勻性。層數增加后,各層的厚度不均在元件整體可以抵消,從而可提高發光的均勻性。
用“SPring-8”分析材料
有機EL照明的制造方法有蒸鍍法和涂布法兩種選擇。并且,即使同為涂布法,也有采用與蒸鍍法相似的材料和元件構造的方法,以及采用涂布法特有的材料和構造的方法之分。KONICA MINOLTA ADVANCED LAYERS采用了前者,而住友化學采用了后者。
KONICA MINOLTA ADVANCED LAYERS稱,最近1年取得了巨大的進展。“大幅改善了此前較低的發光層等的成膜成品率,已與利用蒸鍍法的品質相近”(該公司OLED事業推進中心中心長辻村隆俊)。并通過用兵庫縣的大型放射光設施“SPring-8”分析了發光材料的詳細構造,找到了發生凝固等問題的原因,探明了改善的方向。
而住友化學為了使一種發光材料具備多種功能,設計了高分子材料,在朝著簡化元件構造的方向推進開發。
無法模仿的競爭武器
也有廠商開發出了重視調色性、宛如顯示器般的有機EL照明元件構造。例如三菱化學和先鋒。與顯示器一樣,通過在發光層分涂紅(R)、綠(G)和藍(B)各色材料,用1塊面板即可實現全彩。與同樣“重視多色性”的KANEKA和住友化學根據面板改變顏色的方針大不相同。
與顯示器的不同在于,RGB子像素不是馬賽克狀,而是條狀。三菱化學等公司表示,基礎層和發光層使用低分子材料涂布成膜的制造工藝已有眉目,預定2013年底開始利用第1代(G1)的小型裝置量產面板。
昭和電工采用了與其他任何一種都不相似的元件構造。即與美國SRI International公司共同開發的“COLED(cavity organic light emitting diodes)”,即在玻璃基板表面做凹凸加工,并在其上將各材料成膜的方法。不過,昭和電工除設定了“2015年發光效率達到150lm/W”這一非常高的目標外,并沒有公布具體的效果等。該公司公布的有機EL元件的發光效率只有30lm/W。即便如此,該公司仍自信地表示,“在與容易不分伯仲的其他公司的開發競爭中,COLED是制勝的強有力武器。聽到其他公司達到了128lm/W也絲毫不感到吃驚”(昭和電工研究開發本部技術戰略室戰略營銷中心長鈴木廣志)。
新一代透明電極亮相
對提高發光效率大有裨益的透明電極開發也取得了進展。KONICA MINOLTA ADVANCED LAYERS用將銀(Ag)納米線和透明導電樹脂相結合的方法,開發出了薄膜電阻值為1Ω/□,含基板在內的光透射率為84%的優異透明電極(圖10)。而且,可利用涂布法制作,基板是柔性的。

圖10:新一代透明電極是以“組合”實現的?
KONICA MINOLTA ADVANCED LAYERS將Ag納米線和導電性有機材料相結合,開發出了同時具備大型有機EL面板透明電極要求的低薄膜電阻和高光透射率的透明導電膜(a)。東芝也將Ag納米線和石墨烯相組合,開發出了低薄膜電阻值透明導電膜(b)。光透射率稍低。((b)圖攝影:東芝)
透明電極的電阻在有機EL照明面板中雖占較大比例,面板尺寸越大,其比例越高。因此,要想在不降低發光效率的情況下擴大面板尺寸,透明導電膜的電阻必須很小。KONICA MINOLTA ADVANCED LAYERS表示,“ITO在討論是否柔性以前,還存在電阻值過高的問題。必須降到1Ω/□以下”。
2012年9月,東芝也將Ag納米線和碳材料石墨烯相組合,開發出了低薄膜電阻值的透明電極。今后將推進這些新一代透明電極的開發,為實現有機EL照明面板的大型化做出貢獻。



















 工商網監
工商網監
評論