 電子發(fā)燒友App
電子發(fā)燒友App



詳解貼片電感的失效原因(二)
3.焊接不良
3.1內(nèi)應(yīng)力
如果貼片電感在制作過程中產(chǎn)生了較大的內(nèi)部應(yīng)力,且未采取措施消除應(yīng)力,在回流焊過程中,貼好的貼片電感會因為內(nèi)應(yīng)力的影響產(chǎn)生立片,俗稱立碑效應(yīng)。
判斷是否存在較大的內(nèi)應(yīng)力的簡便方法:取幾百只的貼片電感,放入一般的烤箱或低溫爐中,升溫至230℃左右,保溫,觀察爐內(nèi)情況。如聽見噼噼叭叭的響聲,甚至有片子跳起來的聲音,說明產(chǎn)品有較大的內(nèi)應(yīng)力。
3.2元件變形
如果片感產(chǎn)品有彎曲變形,焊接時會有放大效應(yīng)。
3.3焊盤設(shè)計不當(dāng)
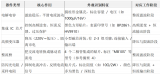
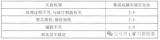
(1)焊盤兩端應(yīng)對稱設(shè)計,避免大小不一,否則兩端的熔融時間和潤濕力會不同
(2)焊合的長度在0.3mm以上(即貼片電感的金屬端頭和焊盤的重合長度)
(3)焊盤余地的長度盡量小,一般不超過0.5mm。
(4)焊盤的本身寬度不宜太寬,其合理寬度和MLCI寬度相比,不宜超過0.25mm。
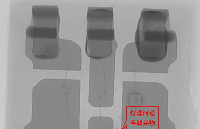
3.4貼片不良
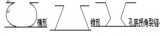
當(dāng)貼片時,由于焊墊的不平或焊膏的滑動,造成貼片電感偏移了θ角。由于焊墊熔融時產(chǎn)生的潤濕力,可能形成以上三種情況,其中自行歸正為主,但有時會出現(xiàn)拉的更斜,或者單點(diǎn)拉正的情況,貼片電感被拉到一個焊盤上,甚至被拉起來,斜立或直立(立碑現(xiàn)象)。目前帶θ角偏移視覺檢測的貼片機(jī)可減少此類失效的發(fā)生。
3.5焊接溫度
回流焊機(jī)的焊接溫度曲線須根據(jù)焊料的要求設(shè)定,應(yīng)該盡量保證貼片電感兩端的焊料同時熔融,以避免兩端產(chǎn)生潤濕力的時間不同,導(dǎo)致貼片電感在焊接過程中出現(xiàn)移位。如出現(xiàn)焊接不良,可先確認(rèn)一下,回流焊機(jī)溫度是否出現(xiàn)異常,或者焊料有所變更。
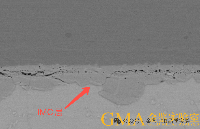
電感在急冷、急熱或局部加熱的情況下易破損,因此焊接時應(yīng)特別注意焊接溫度的控制,同時盡可能縮短焊接接觸時間。
責(zé)任編輯:tzh






























 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論