 雙通道 +雙工位檢測!汽車導磁金屬板雙料檢測應用案例
雙通道 +雙工位檢測!汽車導磁金屬板雙料檢測應用案例

一、項目背景
在汽車車身制造流程中,沖壓工序是核心前置環節,其生產穩定性直接決定后續焊接、涂裝等工序的效率與品質。某自動化汽車零部件企業為提升沖壓產線質量管控水平、規避雙料沖壓風險,需優化大型鋼板雙張檢測方案,契合汽車行業嚴苛質量體系要求。
二、項目工況
該企業沖壓產線核心工況:
加工工件:1.5×2.2m大型鋼板
鋼板厚度:0.6-3mm
產線節拍:10spm(每分鐘沖壓次數)
上下料模式:全自動化機械手上下料
核心風險:鋼板堆疊易導致機械手雙料抓取,進而引發工件報廢、模具損壞

三、解決方案設計:雙重檢測+雙通道冗余,精準攔截雙料
針對該產線大板料檢測需求、10spm節拍要求及雙料攔截核心目標,方案核心設計聚焦兩點核心優勢:
1. 選用阿童木MDSC-8200S接觸式一拖二雙張傳感器,依托雙通道設計,將2個傳感器部署于大板料兩端同步檢測,提升檢測全面性與安全性;
2. 構建“拆垛初檢+視覺對中復檢”防線,兩關鍵工位各裝一套雙通道檢測器,通過“單工位冗余檢測+雙工位全流程校驗”,確保板料單張進入模具。
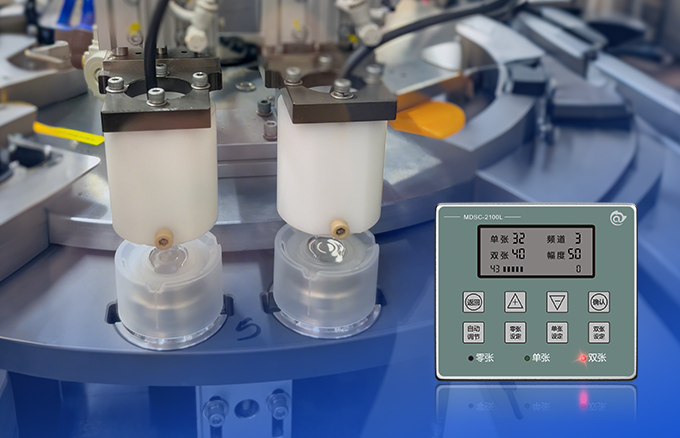
1核心設備選型:MDSC-8200S接觸式雙張檢測器
該傳感器具備多項適配特性,保障方案落地:
寬幅檢測:支持0.2-4.0mm導磁金屬板,覆蓋產線0.6-3mm需求,適配柔性生產;
高速響應:200pcs/min響應速度,遠高于10spm節拍,“抓料即檢測”不影響效率;
雙通道設計:一臺主機連2個傳感器,同步檢測大板料不同區域,提升可靠性;
強抗干擾:新一代算法+電磁屏蔽,過濾車間干擾,保障檢測穩定;
200組配方存儲:預設多規格參數,換產直接調用,縮短換型時間;
智能互聯:支持Profinet、RS485協議,對接PLC與MES,實現數據追溯與報警聯動;
2 雙重檢測系統部署
兩套接觸式MDSC-8200S雙張檢測系統分部署于拆垛區與視覺對中臺,形成全流程閉環檢測:
第一道防線:拆垛區初檢(源頭攔截)
安裝方式:2個傳感器集成于機械手端拾器上旁,對稱分布大板料兩側。
工作邏輯:機械手抓取時同步檢測,單張則發送“OK”信號正常轉運;雙張則發送“NG”信號,機械手停轉并將雙料放入NG區,聲光報警提示處理,從源頭攔截雙料。

第二道防線:視覺對中臺復檢(終極保障)
安裝方式:視覺對中臺固定工位嵌入式安裝2個傳感器,檢測面與臺面對齊;主機嵌入控制柜。
工作邏輯:單張板料放置后啟動復檢,復檢合格則送入模具;若檢出雙料,立即急停攔截并報警,避免設備損壞。

3 全流程協同工作流程
1.產線啟動,先對本次要沖壓的工件進行學習,將參數存儲至設備后完成加載;
2.拆垛機械手抓取板料,同步完成第一道檢測;
3.單張板料轉運至視覺對中臺,放置后啟動第二道檢測;
4.雙重檢測合格:板料送入模具,進入下一循環;
5.任一檢測不合格:觸發報警與攔截,處理后重啟流程。
四、實施效果與客戶價值
該雙重檢測方案落地后,有效解決了產線雙料沖壓問題,為客戶帶來顯著的經濟與管理價值:
精準雙料攔截:依托雙重檢測與雙通道優勢,實現沖壓前雙料全攔截,無模具損壞、工件報廢事故;
產線效率提升:檢測與機械手動作同步,適配節拍需求;200組配方存儲功能大幅縮短換型時間,提升柔性生產能力;
綜合成本降低:減少模具維修成本、延長模具壽命,降低工件報廢率與材料浪費;
智能化升級:檢測數據實時上傳MES,實現全程追溯,滿足行業質量體系要求;
五、總結
阿童木MDSC-8200S雙張檢測器定制化方案,精準匹配汽車大型鋼板沖壓工況,構建全流程雙料攔截防線。
方案實現大板料檢測全面覆蓋與雙料檢測精準可靠,為沖壓質量安全提供堅實保障,同時通過高速響應、智能適配等特性助力產線高效智能化生產,為汽車行業沖壓工序質量管控提供可復制方案。
目前,該方案已在多家汽車主機廠及零部件企業推廣應用,憑借高可靠性、高適配性與顯著效益獲得行業認可。
-
汽車零部件
+關注
關注
0文章
405瀏覽量
18340 -
汽車
+關注
關注
15文章
4153瀏覽量
41092
發布評論請先 登錄
從工況適配到系統集成:汽車沖壓雙料檢測的全流程解決方案

雙工位瓶蓋入墊雙料檢測應用案例
汽車 / 家電 / 金屬板材加工 阿童木 MDSC-9000T 精準測厚 + 高速響應 雙張識別核心設備

MDSC-9000T 系列金屬雙張檢測器

汽車沖壓上料雙料檢測方案:阿童木9000T接觸式+1600S對射式協同設計
如何使用NI 9203檢測回路導通

氣密性檢測設備選型:單工位與多工位誰更勝一籌?

岳信儀器單工位與雙工位氣密性測試儀怎么選?看完這篇不再糾結

采購前必問:二手 AMAT 雙通道磁鐵驅動器 / 通道電源的性能檢測要點
阿童木 MDSC-8200S 雙張檢測器,讓金屬加工更智能精準

阿童木單探頭雙張檢測器 MDSC-8100S

TPS3779-Q1 汽車、推挽式、雙通道、低功耗、高精度電壓檢測器數據手冊



 工商網監
工商網監
評論