 半導體“金(Au)絲引線鍵合”失效機理分析、預防及改善的詳解;
半導體“金(Au)絲引線鍵合”失效機理分析、預防及改善的詳解;

【博主簡介】本人“愛在七夕時”,系一名半導體行業質量管理從業者,旨在業余時間不定期的分享半導體行業中的:產品質量、失效分析、可靠性分析和產品基礎應用等相關知識。常言:真知不問出處,所分享的內容如有雷同或是不當之處,還請大家海涵。當前在各網絡平臺上均以此昵稱為ID跟大家一起交流學習!

半導體集成電路引線鍵合是集成電路封裝中一個非常重要的環節,引線鍵合的好壞直接影響到電路使用后的穩定性和可靠性。隨著整機對電路可靠性要求的提高引線鍵合不再是簡單意義上的芯片與管殼鍵合點的連接,而是要通過這種連接,確保在承受高的機械沖擊時的抗擊能力。
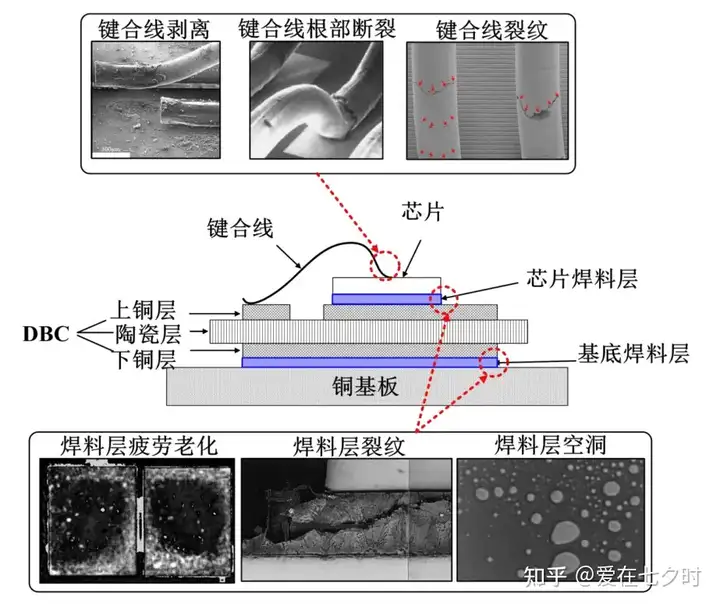
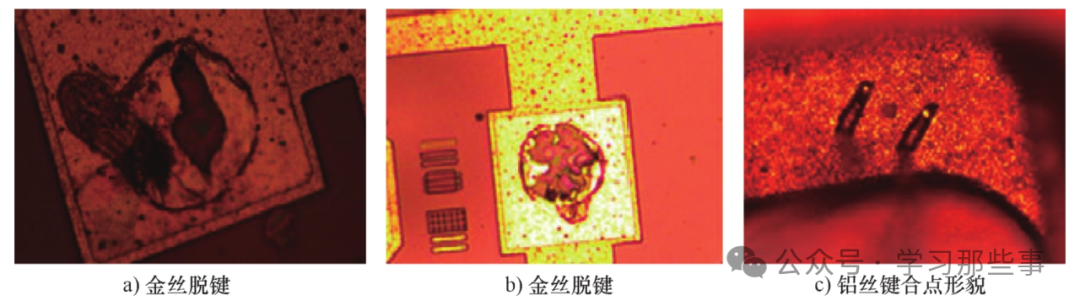
引線鍵合是芯片與外部鏈接體之間互接最常見和最有效的連接工藝。引線鍵合的失效會使相應的引腳失去功能,從而使器件失效,是超大規模集成電路常見的失效形式。引線斷裂的常見方式一般分為三類:引線在鍵合點的非頸縮點處斷裂;引線在鍵合點的頸縮點處斷裂;脫鍵。
一、引線鍵合工藝介紹
引線鍵合(Wire Bonding)是半導體封裝中重要的工藝技術之一,目的是將金屬引線的兩端分別與芯片和管腳焊接從而形成電氣連接。在鍵合過程中,引線在超聲能量、壓力或熱量的共同作用下,與焊盤金屬接觸并發生原子間擴散而達到鍵合的目的。
金(Au)絲引線鍵合是引線鍵合工藝的一種,它是一種通過超聲振動和鍵合力的共同作用,在基板加熱或金(Au)絲加熱的情況下,將金(Au)絲引線分別鍵合到芯片焊盤和基板引腳上,以實現芯片與基板電路間物理互連的方法。
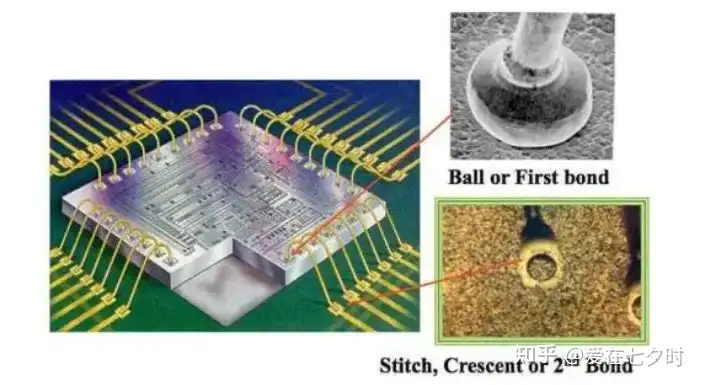
金(Au)絲引線主要有兩種引線鍵合技術,金(Au)絲球鍵合(ball bonding)和金(Au)絲楔形鍵合(wedge bonding)。兩種引線鍵合技術的基本工藝步驟都包括:在芯片表面進行第一焊點焊接、形成連通兩點的線弧、在引線框架或基板上形成第二焊點。其不同之處在于金(Au)絲球鍵合第一焊點在焊接前通過電子打火會形成一個焊球(free air ball-FAB),同時,由于金(Au)絲燒球后形狀為圓型,具備多方向焊接的功能。因此,出現了更為靈活的壓球鍵合和墊球鍵合的方法。
據統計,在半導體微電子封裝中,半導體器件的失效約有1/4 至1/3 是由芯片互連引起。金(Au)絲引線鍵合導致的失效和可靠性降低,帶來的損失遠大于其工藝本身的損失。通過對金(Au)絲引線鍵合工藝失效模式的研究,分析影響金(Au)絲引線鍵合失效的各種因素,提出的解決措施有助于整個封裝工藝的質量提升、生產效率提高和產品成本降低。
二、引線鍵合的分類
引線鍵合根據其工藝特點分為超聲鍵合、熱壓鍵合和熱超聲鍵合三種。超聲鍵合是指超聲波通過楔型劈刀Wedge 引導金屬線使其壓緊在金屬焊盤上,再由換能器輸入一定頻率、一定振幅并平行于接觸平面的超聲波脈沖,使劈刀發生水平方向的彈性振動。同時再施加向下的壓力,使得劈刀在這兩種力作用下帶動引線在焊盤金屬表面迅速摩擦,引線受能量作用發生塑性變形從而完成焊接。由于超聲鍵合的劈刀采用楔型劈刀且無需加熱,采用的金屬絲一般是較易發生塑性變形的硅鋁絲,所以這種鍵合又稱為鋁絲楔焊。
熱壓鍵合是指金屬線通過預熱至300~400 ℃的氧化鋁或碳化鎢等耐火材料所制成的空心圓管狀劈刀,再以電火花或氫焰將金屬線燒熔并利用熔融金屬的表面張力效應在金屬線的末端形成球狀,鍵合頭再將金屬球下壓至已預熱至150~250 ℃的第一金屬焊盤上進行球形結合(Ball Bond)的一種鍵合方式。這種鍵合方式利用熱能使金屬軟化,同時通過較大的壓力以形成金線與焊盤間的緊密連接,但不涉及超聲波能量,所以又稱之為熱壓球鍵合。
熱超聲鍵合是超聲鍵合和熱壓鍵合結合后的一種混合鍵合方法,其工藝方法更加多樣,它可以使用球焊劈刀也可以使用楔焊劈刀,同時加熱的方式也可以采用劈刀加熱或基板加熱。熱超聲鍵合所用的導電絲主要有金(Au)絲和銅絲,目前使用最多的是金(Au)絲。鍵合金(Au)絲一般采用純度為99.99%、線徑為18~50 μm 的高純度合金金(Au)絲。由于金(Au)絲具有電導率大、耐腐蝕、韌性好等優點,廣泛用于小功率器件和集成電路封裝。
由于熱超聲鍵合具備諸多優勢,目前已基本取代了超聲鍵合和熱壓鍵合,成為引線鍵合的主流鍵合工藝,目前市場約占90%。根據市場對產品鍵合的不同要求,又將熱超聲鍵合工藝細分為金(Au)絲球鍵合工藝和金(Au)絲楔焊鍵合工藝兩種。
1、金(Au)絲球鍵合工藝過程
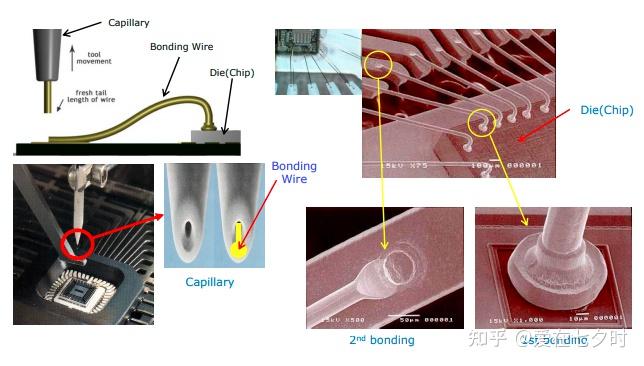
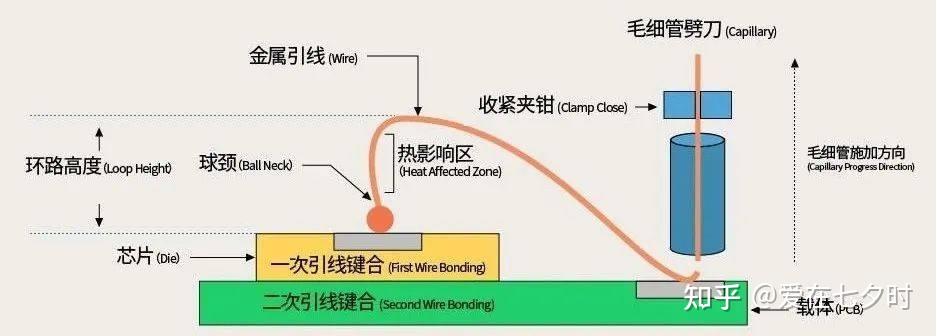
金(Au)絲球鍵合是將金(Au)絲通過過線管和線夾再穿入鍵合機毛細管劈刀(球焊劈刀) 并到達其頂部(通過送線機構預留一定長度的線尾),利用鍵合機負電子高壓打火(-3 600 V 或-4 500 V)擊穿空氣并產生電火花以融化線尾,在表面張力作用下形成標準的球形(球直徑一般為線徑的2~4 倍)。緊接著下降劈刀搜索焊點,在適當的壓力和超聲時間內將金(Au)球壓在電極或芯片上,完成第一焊點的鍵合。然后劈刀拉弧線后運動到第二焊點焊盤位置下壓,通過球焊劈刀的外壁對金(Au)絲施加壓力完成第二焊點,之后扯線使金(Au)絲斷裂,劈刀通過線夾送出尾線并提升至打火位置,再次打火成球并形成鍵合循環的工藝過程,如下圖所示:

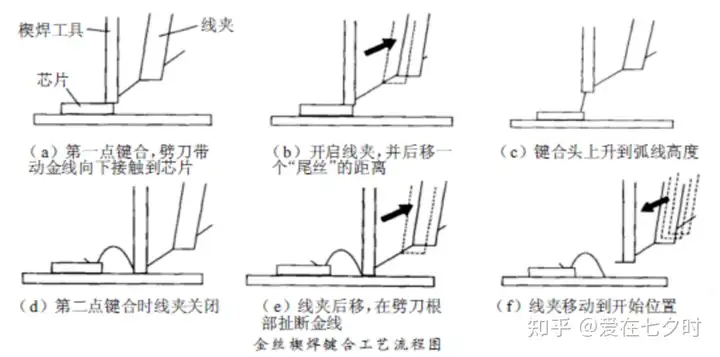
2、金(Au)絲楔焊鍵合工藝過程
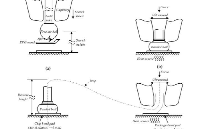
金(Au)絲楔焊的鍵合工藝首先是將金(Au)絲通過過線管和線夾再穿入鍵合機楔焊劈刀并到達其頂部(預留的線尾長度一般為1~2 mm)。然后劈刀下降到第一鍵合點,鍵合機探測到劈刀與壓焊面的接觸后啟動超聲波換能器,根據參數設定的超聲功率和壓力以及超聲波發生的時間,對第一鍵合點進行鍵合。第一焊點鍵合完成后,鍵合頭抬起并將劈刀上升到鍵合線弧的頂端進行拉弧(在劈刀上升和下降過程中線夾處于打開狀態)。拉弧結束后,劈刀下降,從劈刀中伸出的引線首先接觸到壓焊面。當劈刀繼續向下移動時,鍵合壓力進行反饋,超聲波換能器作用并形成第二壓焊點。二焊完成后,線夾關閉并扯斷金(Au)絲,之后線夾送線,劈刀從壓焊面上升到適當的高度,按照可調的送線線長和時間間隙留出尾絲,并循環進行第二次鍵合,如下圖所示:
三、半導體“運放”金(Au)絲鍵合失效——機理分析、預防及改善建議
本章節主要跟大家分享的是:半導體“運放”金(Au)絲鍵合失效——機理分析、預防及改善建議。我們以半導體”運算放大器“產品的金(Au)絲鍵合在長期使用(≥5年)后出現焊線頸部斷裂/變細為例,下面是分享的內容:
 ?
? 
因為本PPT章節太多,剩下部分如有朋友有需要,可私信我邀請您加入我“知識星球”免費下載PDF版本。注意:此資料只可供自己學習,不可傳閱,平臺有下載記錄,切記!歡迎加入后一起交流學習。
四、金(Au)絲引線鍵合常見問題和解答
1、Q:導致金(Au)絲焊球頸部變細的可能原因是什么?
A:金(Au)絲頸部變細,其主要機理是材料質量遷移。在特定條件下,金屬原子會從高應力區域向低應力區域移動,導致局部變細甚至斷裂。主要原因如下:
(1) 電遷移
這是最可能的主要原因。 當導線中通過高電流密度時,導電電子與金屬原子發生動量交換,驅使金屬原子沿電子流方向遷移。
頸部是薄弱點: 在焊球頸部,由于幾何形狀的突然變化,電流密度和焦耳熱集中,同時晶格結構也不如線身均勻,因此這里成為電遷移的起始點和重災區。
表現: 原子從陰極(電子流出端)向陽極(電子流入端)遷移,導致陰極區域(通常是頸部)形成空洞、變細,而陽極區域可能產生小丘,甚至導致短路。
5年時間因素: 電遷移是一個累積性的長期失效過程,與電流密度和溫度呈指數關系。5年的通電時間完全足以讓電遷移在設計余量不足或工況惡劣的產品上顯現出來。
(2) 熱機械疲勞 + 柯肯德爾效應
溫度循環: 產品在客戶端使用期間,會經歷無數次的開機、關機、負載變化導致的溫度循環。由于金、芯片鋁墊、封裝塑料等材料的熱膨脹系數不匹配,在頸部會產生周期性的剪切應力。
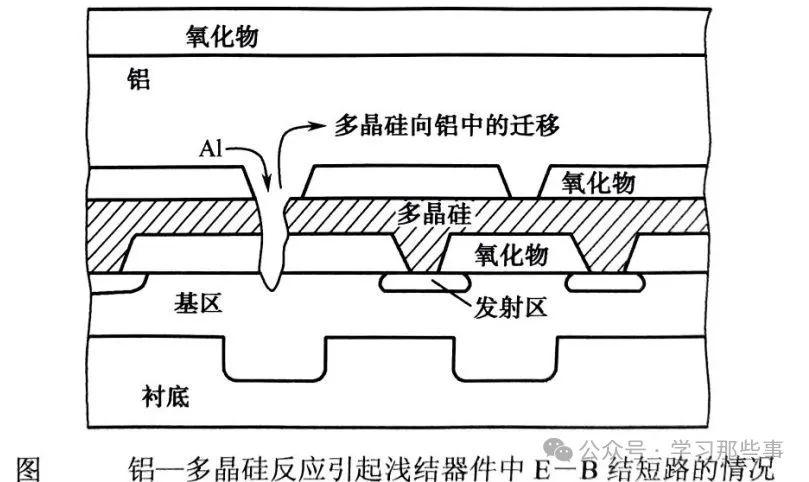
柯肯德爾效應: 在金-鋁焊球界面,金和鋁原子會相互擴散,但擴散速率不同(通常金原子擴散慢,鋁原子擴散快)。經年累月后,會在界面處形成柯肯德爾空洞,導致界面阻抗升高,局部發熱加劇,進一步加速了頸部的退化過程。雖然這更常導致界面失效,但會加劇頸部作為機械薄弱點的應力集中。
2、Q:封裝出貨時是否存在此異常的可能性?
A:可能性極低,基本可以排除: 頸部變細是一個長期、累積性的損傷過程。在出廠時,即使是鍵合工藝稍有不佳(如弧度、形狀不完美),也只會是潛在的薄弱點,而不會出現“明顯的變細”。出廠測試(如電性能測試)無法探測到這種微觀結構的初期變化,所以,理論上存在的極低可能性。
如果鍵合工藝參數嚴重不當(如超功率鍵合),導致頸部在成型時就已有微觀裂紋或晶格損傷,這會大大加速后期使用中的電遷移和疲勞過程,導致在5年這個時間點提前失效。
但一般來說,這種嚴重的工藝問題會在工廠的內部分析或早期壽命測試中被發現,不會等到5年后。
結論: 更大的可能性是,出貨時鍵合點本身是完好的,但可能處于設計或工藝規范的“邊緣”狀態。在客戶端的長期使用條件下,這個“邊緣”點成為了失效的突破口。
3、Q:客戶端使用的可靠性原因是什么?
A:如果原因是后期使用導致的,那么根本原因在于工作條件超出了產品設計的可靠性裕量。最核心的原因:高溫 + 高電流:
(1)環境溫度過高: 產品被用在通風不良、環境溫度高的設備中。
自發熱嚴重: 芯片本身功耗大,散熱設計不良,導致結溫持續居高不下。電遷移的速率與溫度呈指數關系(遵循布萊克方程),溫度每升高10-20°C,壽命可能減半甚至更多。
(2)電流過大: 客戶的實際應用電流可能超過了設計值,或者存在頻繁的電流脈沖/浪涌,導致電流密度超標。
(3)其他因素:
頻繁的功率循環: 導致劇烈的溫度變化,加速熱機械疲勞。
電壓波動: 不穩定的供電電壓可能帶來意外的電流沖擊。
4、Q:繼續使用的失效風險概率有多大?
A:失效風險非常高,且會隨時間推移急劇上升。
(1)失效模式
完全開路: 這是最直接的失效模式。當頸部細到無法承載電流時,會熔斷或徹底斷開,導致產品功能完全喪失。
性能退化: 在完全開路之前,變細的頸部電阻會增大,導致局部發熱更嚴重,可能引起產品參數漂移(如輸出電壓不準、信號失真等)。
瞬時故障: 在熱脹冷縮或振動下,即將斷裂的頸部可能產生時通時斷的現象,導致產品工作不穩定。
(2)風險概率
由于已經發現了普遍性的頸部變細(“不同程度”意味著所有金(Au)絲都進入了退化期),這說明失效機理是系統性的,而非個別偶然。
這意味著同一批次、同一型號、在相似條件下使用的產品,都面臨著極高的失效風險。
失效的時間取決于變細的嚴重程度和后續的工作條件。可能在未來幾個月到一兩年內,就會出現批量性的失效。
(3)總結
根本原因判斷: 綜合來看,由客戶端長期使用中的“電遷移”為主導,疊加“熱機械疲勞”所導致的頸部變細,是可能性最大的根本原因。 其驅動因素是高結溫和高電流密度。

五、寫在最后面的話
金(Au)絲引線鍵合在半導體行業的應用極其廣泛。作為目前半導體封裝內部連接的主流方式,引線鍵合技術不斷改進適應了各種半導體封裝新工藝和新材料的挑戰。
本文主要針對金(Au)絲引線鍵合失效的主要因素進行分析,并特別以“運放”Au線鍵合失效為例介紹了金(Au)絲鍵合技術的基本原理和工藝過程,并通過對引起金(Au)絲引線鍵合失效的原因進行了詳細分析,以問答的方式分享了改進金(Au)絲引線鍵合失效的解決辦法。
參考文獻
1. 中國電子學會生產技術學分會.微電子封裝技術[M].合肥:中國科技大學出版社,2003.22-23.
2. 晁宇晴,楊兆建,喬海靈.引線鍵合技術進展[J].電子工藝技術,2007,28(4):205-210.
[3]李元升.引線鍵合機工藝技術分析[J].電子工業專用設備,2004,33(3):78-81.
4. 馬鑫、何小琦.集成電路內引線鍵合工藝材料失效機制及可靠性[J].電子工藝技術,2001(9):22-55.
5. 劉恩科,朱秉升,羅晉升,半導體物理[M].北京:國防出版社,2008.
審核編輯 黃宇
-
半導體
+關注
關注
339文章
30725瀏覽量
264001 -
封裝
+關注
關注
128文章
9248瀏覽量
148606
發布評論請先 登錄
拉力測試過關,產品仍會失效?揭秘不可替代的半導體焊球-剪切測試
半導體芯片制造技術——“芯片鍵合”工藝技術的詳解;

半導體封裝Wire Bonding (引線鍵合)工藝技術的詳解;

半導體封裝“焊線鍵合(Wire Bonding)”線弧相關培訓的詳解;
半導體“楔形鍵合(Wedge Bonding)”工藝技術的詳解;
電子元器件失效分析之金鋁鍵合
探秘鍵合點失效:推拉力測試機在半導體失效分析中的核心應用
半導體封裝“引線鍵合(Wire Bonding)”基礎知識詳解
引線鍵合的三種技術
熱機械疲勞導致LED失效
銀線二焊鍵合點剝離失效原因:鍍銀層結合力差VS銀線鍵合工藝待優化!
什么是引線鍵合?芯片引線鍵合保護膠用什么比較好?
引線鍵合替代技術有哪些

引線鍵合里常見的金鋁鍵合問題



 工商網監
工商網監
評論