 引線鍵合的三種技術
引線鍵合的三種技術

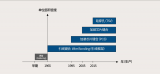
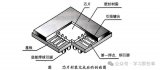
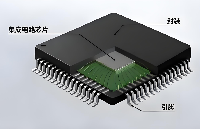
微電子封裝是芯片成為功能產品的最后一步。它不僅為芯片提供電氣連接、散熱通道,還承擔物理支撐與保護作用。封裝質量直接影響器件性能,其中,互連技術尤為關鍵。研究表明,25%~30%的半導體失效源于芯片互連問題。在各類互連方式中,引線鍵合因成本低、工藝成熟,仍占據封裝市場約70%的份額。引線鍵合是一種使用細金屬線,利用熱、壓力、超聲波能量為使金屬引線與基板焊盤緊密焊合,實現芯片與基板間的電氣互連和芯片間的信息互通。
一、熱壓鍵合
1.原理
通過加熱與加壓使金球發生顯著塑性變形,表面滑移線破壞氧化膜,潔凈金屬面接觸并擴散,形成焊點。
2.關鍵影響因素
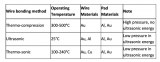
熱壓鍵合對材料有較高要求。例如:
- Au-Ag、Au-Cu等可形成固溶體的金屬組合,擴散性好,焊接性能優良;
- Au-Si、Al-Si等可形成低熔點共晶,也具備良好的可焊性;
- 而如Au-Al、Cu-Al等通過擴散形成金屬間化合物的組合,雖可焊接但需嚴格控制工藝。
3.工藝參數:
- 鍵合時間:時間延長有助于提高變形率和連接強度;
- 鍵合力:需精確控制,過大可能損傷芯片,過小則連接不牢;
- 變形率:在一定范圍內,拉斷載荷與球的變形率成正比;
- 潔凈度:任何污染都會顯著降低焊接強度。
4.特點優勢:
工藝簡單,無方向性,金-金鍵合穩定。
劣勢:
需高溫(通常150°C以上),對潔凈度極敏感,小焊盤適應性差,成品率偏低。
二、超聲鍵合
1.原理
常溫下,超聲振動使氧化膜破碎,純凈金屬面摩擦生熱并擴散,實現連接。過程分兩段:初始滑移去污染,隨后橫向塑性變形完成鍵合。
2.關鍵影響因素超聲功率:
決定材料軟化程度;
鍵合力:
壓力越大,越早形成連接,滑動階段縮短;
變形幅度:
強度隨變形增加而提升,但超過絲材承載極限時斷裂;
后加熱:
可進一步促進擴散,提升接頭強度。
3.特點優勢:
可焊異種金屬,不影響導電性;周期短、熱影響小;無需輔料,能耗低;金屬間化合物生長少,可靠性高。
劣勢:
對表面粗糙度敏感;鋁屑易粘焊頭,難清理;材料厚度受限,可焊金屬范圍窄;設備功率需求高。
三、熱壓超聲鍵合
1.原理
結合了熱壓和超聲兩種能量的熱壓超聲鍵合(又稱金絲球鍵合),成為目前最主流的引線鍵合技術。它同時利用熱、壓力和超聲波能量,在較低溫度和壓力下實現高質量連接。
2.典型工藝流程
- 穿線:引線穿過劈刀,伸出長度決定后續球尺寸;
- 形成球:通過EFO(電子火焰熄滅)放電將引線端部熔成球狀;
- 對位:球移動到焊盤上方;
- 第一焊點:劈刀將球壓到焊盤上,施加壓力、溫度和超聲波形成連接;
- 拱絲成型:劈刀上升并移動到第二焊點位置,形成特定拱形;
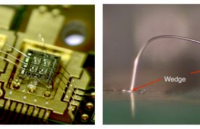
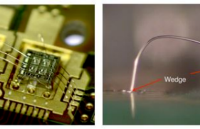
- 第二焊點:在基板或引線框上形成楔形焊接;
- 斷線:夾子閉合,劈刀上升扯斷引線,準備下一次鍵合。
3.關鍵影響因素超聲時間:
過長易損焊盤,過短擴散不足;
變形量:
有效鍵合面積隨變形增大而增加,強度提升。
4.特點優勢:
溫度與壓力低于純熱壓,熱應力小;可形成復雜拱絲,適應高密度封裝;無方向性,工藝窗口寬。
劣勢:
對污染物敏感,易出現縮坑;參數多(溫度、壓力、超聲、時間),調試復雜; 焊盤尺寸略大于超聲鍵合,成品率略低。
-
芯片
+關注
關注
463文章
54320瀏覽量
468515 -
半導體
+關注
關注
339文章
31129瀏覽量
266013 -
引線鍵合
+關注
關注
2文章
38瀏覽量
8627
發布評論請先 登錄
有償求助本科畢業設計指導|引線鍵合|封裝工藝
集成電路封裝中的引線鍵合技術

LED引線鍵合工藝評價
引線鍵合工藝流程講解
引線鍵合是什么?引線鍵合的具體方法
什么是引線鍵合?引線鍵合的演變
引線鍵合技術:微電子封裝的隱形力量,你了解多少?

帶你一文了解什么是引線鍵合(WireBonding)技術?
引線鍵合的基礎知識
什么是引線鍵合(WireBonding)
引線鍵合替代技術有哪些

什么是引線鍵合?芯片引線鍵合保護膠用什么比較好?



 工商網監
工商網監
評論