 從 2D 到 3.5D 封裝演進中焊材的應用與發展
從 2D 到 3.5D 封裝演進中焊材的應用與發展

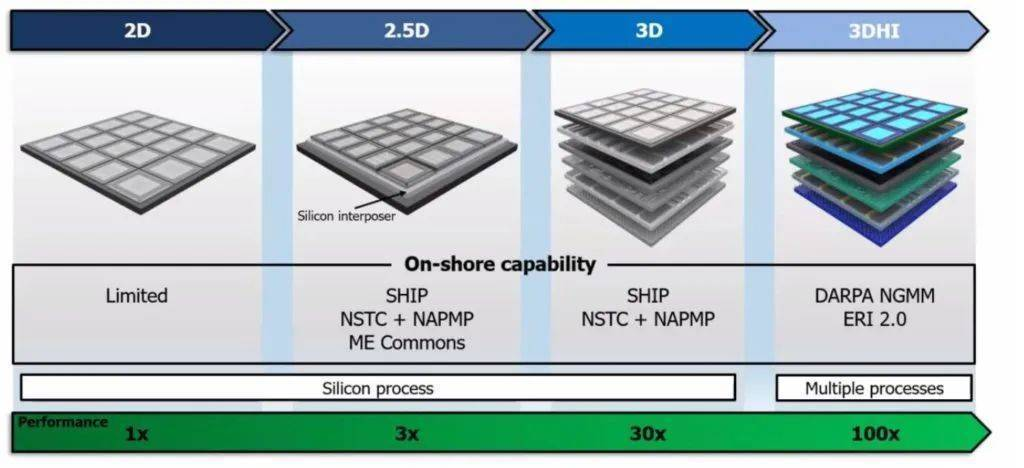
在半導體產業的發展進程中,封裝技術從 2D 逐步邁向 3.5D,實現了從平面到立體、從低集成到高集成的跨越。這一演進不僅提升了芯片性能,還改變了對封裝焊接材料的需求。作為專業生產錫膏、助焊劑、銀膠、燒結銀等焊材的企業,深入了解這些變化對產品研發和市場拓展至關重要。
一、2D 封裝:傳統焊材的基石作用
2D 封裝是最基礎的形式,芯片以平鋪方式安裝在基板上,通過引線鍵合或倒裝芯片技術實現電氣連接。這一階段,錫膏和助焊劑是主要焊材。
- 錫膏:以 SAC305(Sn96.5Ag3Cu0.5)為代表的無鉛錫膏廣泛應用,其熔點約 217℃,適用于 0.5mm 以上間距的 BGA、QFP 等封裝。針對細間距需求(如 0.4mm pitch),T5 級(15 - 25μm 粒徑)錫粉被采用,以確保印刷精度和焊接質量。
- 助焊劑:在 2D 封裝中,助焊劑起到去除金屬表面氧化物、降低焊料表面張力、促進焊料潤濕和鋪展的作用。免清洗助焊劑因無需后續清洗工序,減少了對芯片的損傷風險,在消費電子等領域得到廣泛應用,其殘留物表面絕緣電阻需大于 10^13Ω,防止電化學遷移。
- 銀膠:用于芯片與基板的機械固定和電氣連接,尤其是在柔性電路板(FPC)與芯片的連接中。銀膠的銀含量通常≥85%,熱導率可達 60W/m?K,確保良好的導電性和散熱性。固化條件一般為 150 - 170℃,需精確控制膠量(±5%),以保證連接強度和可靠性。
二、2.1D 封裝:對焊材精度與性能的新要求
2.1D 封裝在 2D 基礎上,通過在封裝基板上制造細間距金屬互連層(RDL)或嵌入硅橋,實現更高密度的芯片間互連。
- 微凸塊材料:為實現更細間距的互連(如 10 - 20μm),銅柱凸塊結合 SnAgCu 焊料成為主流。銅柱凸塊高度通常在 50 - 100μm,提供了可靠的電氣連接和機械支撐。SnAgCu 焊料在保證焊接強度的同時,需滿足更低的空洞率要求(≤5%),以提升信號傳輸的穩定性。
- 納米銀漿:隨著封裝密度的提高,納米銀漿(粒徑 50 - 100nm)開始應用。激光燒結后,納米銀漿形成的銀層電阻率低至 4.7μΩ?cm,熱導率達 260W/m?K,適用于 10μm 以下間距的硅橋互連,有效降低了電阻和熱阻,提升了封裝性能。
- 底部填充膠:為減少熱應力對焊點的影響,底部填充膠的性能要求更加嚴格。環氧基底部填充膠的熱膨脹系數(CTE)需與芯片和基板相匹配,一般控制在 18ppm/℃左右,填充時間要求小于 30 秒,以確保在短時間內均勻覆蓋焊點,提高封裝的可靠性。
三、2.3D 封裝:有機中介層帶來的焊材變革
2.3D 封裝引入有機中介層,實現了芯片與基板之間的高密度互連。
- 焊球與焊料:在有機中介層與基板的連接中,SAC305 焊球(直徑 100 - 150μm)仍是常用選擇,但對焊球的一致性和焊接空洞率要求更高,空洞率需嚴格控制在 5% 以下,以保證信號傳輸的穩定性。同時,為適應多層堆疊的階梯焊接,高導熱、低熔點的 Sn-Zn-Bi 合金(熔點 180-190℃,熱導率80W/m?K)也得到應用,減少高溫對底層芯片的損傷。
- 助焊劑:針對有機中介層的焊接,無鹵素助焊劑成為主流。這類助焊劑在保證良好焊接性能的同時,避免了鹵素對有機材料的腐蝕,確保了封裝的長期可靠性。如傲牛AN-227-1無鹵素助焊劑,能有效支持銅柱凸塊的無鉛焊接,接觸角≤15°,提升了焊接的潤濕性和可靠性。
- 底部填充材料:與 2.1D 封裝類似,底部填充材料需具備良好的流動性和低 CTE 特性。但由于 2.3D 封裝的結構更為復雜,對底部填充材料的填充能力和與有機中介層的兼容性要求更高。
四、2.5D 封裝:高性能焊材支撐高密度集成
2.5D 封裝以硅中介層為核心,通過 TSV(硅通孔)和RDL實現芯片間的高速、高密度互連。
- 微凸塊與混合鍵合材料:在芯片與硅中介層的連接中,微凸塊的尺寸和間距進一步縮小,銅柱凸塊直徑可低至20 - 50μm,互連密度高達1000 個/mm2。為實現更高的帶寬和更低的延遲,部分場景采用混合鍵合技術,直接通過Cu - Cu鍵合實現芯片間互聯,無需傳統焊料,帶寬密度可達1TB/s/mm2。
- 底部填充與散熱材料:由于2.5D封裝中芯片集成度高、發熱量大,底部填充材料不僅要具備良好的機械性能,還需具備高導熱性。例如,3M TM2910 高導熱銀膠,熱導率可達 200W/m?K 以上,在填充焊點間隙的同時,有效將芯片產生的熱量傳導出去,降低芯片溫度,提升封裝的可靠性。
- 助焊劑與清洗工藝:在 2.5D 封裝中,助焊劑的殘留對芯片性能影響更大。因此,對助焊劑的清洗要求更為嚴格,通常采用去離子水清洗(電阻率 > 18MΩ?cm),確保助焊劑殘留離子(如 Cl?、Br?)濃度低于10μg/cm2,防止電化學遷移導致的芯片失效。
五、3D 封裝:垂直堆疊下的焊材挑戰與創新
3D 封裝實現了芯片的垂直堆疊,通過 TSV 和微凸點實現芯片間的垂直互連,對焊材的性能和工藝提出了極高要求。
- TSV 填充材料:電鍍銅是 TSV 填充的主要材料,要求純度>99.99%,以確保低電阻(電阻率 1.7μΩ?cm)和良好的導電性。對于 10μm 以下孔徑的 TSV,需精確控制電鍍工藝,保證銅填充的均勻性和完整性,避免空洞和裂縫的產生。
- 低溫焊料與混合鍵合:為減少堆疊過程中的熱應力,低溫焊料如 Sn58Bi(熔點 138℃)被廣泛應用于多層堆疊的階梯焊接。同時,混合鍵合技術在3D封裝中也得到進一步發展,通過精確控制鍵合溫度、壓力和時間,實現芯片間的高質量連接,提升封裝的整體性能。
- 自修復焊料:針對3D封裝中焊點易受熱應力影響產生微裂紋的問題,自修復焊料成為研究熱點。例如,嵌入微膠囊型助焊劑的焊料,當焊點出現微裂紋時,膠囊破裂釋放助焊劑,修復氧化層,恢復焊點的導電性和機械強度,提高封裝的長期可靠性。
六、3.5D 封裝及未來趨勢:焊材的持續進化
3.5D封裝結合了2.5D和3D封裝的優勢,通過中介層實現芯片的橫向和垂直互連,對焊材的性能、精度和集成度提出了更高要求。
- 高性能納米材料:未來,納米銀漿、納米銅漿等高性能納米材料將在 3.5D 封裝中發揮更大作用。這些材料具有更低的電阻率和更高的熱導率,能夠滿足更高密度互連和更高效散熱的需求。例如,通過優化納米銀漿的燒結工藝,可使其熱導率達到 300W/m?K 以上,電阻降低至 3μΩ?cm 以下。
- 無助焊劑鍵合技術:隨著封裝尺寸的不斷縮小和集成度的不斷提高,助焊劑殘留對芯片性能的影響愈發顯著。無助焊劑鍵合技術,如在真空或惰性氣體環境中進行的銅 - 銅直接鍵合,將逐漸成為主流。這種技術不僅能提高互連的長期可靠性,還能避免助焊劑殘留導致的腐蝕和短路問題。
- 智能化與定制化焊材:隨著 AI 技術在半導體制造中的應用,智能化焊材將成為趨勢。例如,具備自適應調節性能的焊材,可根據焊接過程中的溫度、壓力等參數自動調整物理性質,確保焊接質量的一致性。同時,針對不同應用場景和客戶需求,定制化焊材將得到更多開發,滿足如醫療、航天等特殊領域對封裝可靠性和性能的嚴格要求。
從 2D 到 3.5D 封裝的演進過程中,錫膏、助焊劑、銀膠、燒結銀等焊材不斷創新和發展,以適應日益復雜的封裝結構和更高的性能要求。作為焊材生產企業,緊跟封裝技術發展趨勢,持續投入研發,開發出更高效、更可靠、更環保的焊材產品,將是在半導體封裝市場中保持競爭力的關鍵。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
芯片
+關注
關注
463文章
54148瀏覽量
467537 -
焊料
+關注
關注
0文章
38瀏覽量
8511 -
3D封裝
+關注
關注
9文章
149瀏覽量
28340
發布評論請先 登錄
相關推薦
熱點推薦
TechWiz LCD 2D:液晶透鏡模擬
TechWiz Ray 2D進行光程差和焦距的計算,并進行高級LC分析,包括LC指向矢隨外加電壓的分布。
1. 建模任務
1.1 模擬條件
模擬區域:0~200
邊界條件:Periodic
偏移角度:0°
單位
發表于 03-20 08:56
TechWiz LCD 2D應用:單疇IPS仿真
對于IPS、FFS等結構來說,其像素電極和公共電極在同一平面,因此不能用TechWiz LCD 1D軟件來仿真,需要至少能進行2維模擬的軟件,本案例使用TechWiz LCD 2D來模擬一下單疇
發表于 03-19 08:38
先進封裝成破局,博通率先落地3.5D,6000mm2超大集成
基于其3.5D超大尺寸系統級封裝(XDSiP)平臺打造的2納米定制計算SoC。隨著博通新品的交付,3.5D時代也加速到來。 ? 重新定義維度:什么是

2D、2.5D與3D封裝技術的區別與應用解析
半導體封裝技術的發展始終遵循著摩爾定律的延伸與超越。當制程工藝逼近物理極限,先進封裝技術成為延續芯片性能提升的關鍵路徑。本文將從技術原理、典型結構和應用場景三個維度,系統剖析2D、2.
從手工到自動:焊球剪切測試的技術演進與科學原理
在現代微電子制造領域,引線鍵合的質量檢測經歷了從手工操作到自動測試的重要演進。早期,技術人員僅使用鑷子等簡單工具進行焊球剪切測試,這種手工方法雖然直觀,但存在操作一致性差、測試精度低等明顯局限。今天
發表于 12-31 09:12
2025 3D機器視覺的發展趨勢
迭代與應用拓展成為市場的主要推動力:·技術升級:視覺系統從單一任務的2D相機向多功能3D相機進化。過去用2D相機完成單一任務,如今用戶更愿意為能自動化多流程的3

焊材導致的功率器件焊接失效的“破局指南”
本文以焊材廠家工程師視角,科普焊材導致功率器件封裝焊接失效的核心問題,補充了晶閘管等此前未提及的器件類型。不同器件

【CPKCOR-RA8D1】3、2D繪圖引擎(D/AVE)DRW
一、前言
D/AVE 2D是 Renesas 微控制器中的硬件模塊,主要用于2D圖形加速。
硬件加速的2D圖形繪制操作
支持矩形填充、線條繪
發表于 10-11 12:09
玩轉 KiCad 3D模型的使用
時間都在與 2D 的焊盤、走線和絲印打交道。但一個完整的產品,終究是要走向物理世界的。元器件的高度、接插件的朝向、與外殼的配合,這些都是 2D 視圖難以表達的。 幸運的是,KiCad 提供了強大的 3
TechWiz LCD 2D應用:不同結構下的VT曲線
我們可以在TechWiz LCD 2D軟件中調整電極的寬度,錐度,厚度和位置。
1. 案例結構
2. 建模過程
2.1在TechWiz LCD 2D
發表于 06-13 08:44
Techwiz LCD 2D應用:二維LC透鏡建模分析
光學系統中一個很有前景的研究領域。在有限的空間內改變焦距是可能的,因為LC材料的折射率可以通過施加電壓來調節。在LC透鏡結構中,可以通過TechWiz LCD 2D進行光程差和焦距的計算,以及包括施加
發表于 05-30 08:47
HT 可視化監控頁面的 2D 與 3D 連線效果
HT 是一個靈活多變的前端組件庫,具備豐富的功能和效果,滿足多種開發需求。讓我們將其效果化整為零,逐一拆解具體案例,幫助你更好地理解其實現方案。 此篇文章中,讓我們一起深入探討 2D 與 3D
TechWiz LCD 2D應用:半透反射式顯示模式仿真
根據具體條件需求,在TechWiz LCD 2D中創建堆棧結構,修改模擬條件和各層屬性
3. 生成結果
3.1 半透反射式2D結構
3.2亮度圖表
發表于 04-08 08:49



 工商網監
工商網監
評論