割考試。1、【判斷題】 焊接電流大小是決定焊縫熔寬的最主要參數。(×)2、【判斷題】液化氣瓶的聯接形式為倒旋螺紋。(√)3、【判斷題】 MIG焊適用于鋁及鋁合金、不銹鋼等材料中、厚板焊接。(√)4、【判斷題】根據焊接工藝的不同,電弧焊可分為自動焊半自動焊氬弧焊和手工...
2021-06-30 06:01:44
與熱切割考試。1、【判斷題】 焊條電弧焊可以在任何有電源的地方進行焊接作業。(√)2、【判斷題】焊工如遇到與焊割“十不燒”之中有一條不符合要求的,有權拒絕焊割。(√)3、【判斷題】 手工堆焊時,應采用較大電壓。(×)4、【判斷題】鋁熱焊設備簡單投資少,焊接操作簡便,無需電源。(√
2021-08-31 06:21:35
卓越;5.簡易的手工電弧焊功能,更適合野外工作;6.最小焊接電流是35A,薄板焊接的最佳選擇;7.重量輕,體積小,便于移動;8.節能省電,使用費用低,對電網容量要求低。手工焊數字直流逆變焊機整機產品
2018-12-03 14:16:54
【摘要】:在電子裝聯工藝中,手工焊接一直是不可缺少的操作手段,電烙鐵是手工焊接的主要工具。通過工程實踐,分析了電烙鐵閑置溫度與焊接溫度的關系,焊接過程電烙鐵和焊點的溫度變化等情況。【關鍵詞】:手工
2010-04-24 10:10:16
的技能,在了解一般方法后,要多練;多實踐,才能有較好的焊接質量。手工焊接握焊臺手柄的方法,有正握、反握及握筆式三種。焊接元器件及維修電路板時以握筆式較為方便。手工焊接一般分四步驟進行。1.準備焊接
2010-11-11 16:01:11
手工焊接電路板的一點經驗
2012-08-05 21:31:59
;難以在空間位置施焊;對焊件裝配質量要求高;不適合焊接薄板(焊接電流小于100A時,電弧穩定性不好)和短焊縫。應用:廣泛用于造船、鍋爐、橋梁、起重機械及冶金機械制造業中。凡是焊縫可以保持在水平位置或
2017-10-23 09:39:35
電弧螺柱焊機是由焊接電源、控制器、焊槍、地線鉗、焊接電纜等部分組成。但大多數焊接設備的焊接電源都與控制器合并為一體,稱為主機。比較先進的控制方式是使用微處理器,以便精確設置和適時控制焊接過程中的焊接電
2021-11-16 08:27:19
【摘要】:在電子裝聯工藝中,手工焊接一直是不可缺少的操作手段,電烙鐵是手工焊接的主要工具。通過工程實踐,分析了電烙鐵閑置溫度與焊接溫度的關系,焊接過程電烙鐵和焊點的溫度變化等情況。【關鍵詞】:手工
2012-08-11 14:23:50
最近在研究電弧焊接,通過電弧傳感器測量焊接電流,根據焊接電流反饋大小來控制焊接頭與焊件之間的距離,以實現更好的焊接。
2014-12-22 22:47:48
旋轉電弧傳感信號濾波研究摘要:旋轉電弧焊接過程中信號的濾波與提取是焊接過程中首要解決的問題,介紹了電弧傳感的工作原理與焊接信號的特點,對旋轉電弧焊接中使用的數字濾波方法做了介紹,通過實驗對各個方法
2009-10-13 14:57:03
承接電路板手工焊接及維修服務,本人長期從事電子行業,維修過近百種PCB板,手工焊接水平過硬,可以熟練焊接各種封裝的IC及阻容(阻容最小可焊0201封裝),現承接電路板維修及焊接業務,同時可提供程序代燒錄服務。誠意者請加QQ:1524335162。(為防騷擾所留電話為空號)
2014-05-06 16:47:27
求助:手工焊接貼片器件時的焊盤大小和機器焊接貼片時的焊盤大小有大小區別嗎?還有就是焊盤間的間距有沒有區別?
2019-09-25 05:35:12
求助:手工焊接貼片器件時的焊盤大小和機器焊接貼片時的焊盤大小有大小區別嗎?還有就是焊盤間的間距有沒有區別?
2019-09-24 04:57:32
鋼結構手工電弧焊焊接工藝標準:本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工電弧焊焊接工程。2 施工準備2.1 材料及主要機具:2.1.1 電焊條:其型號
2009-05-24 14:11:51 45
45 本焊接施工工藝標準僅使用于奧氏體,馬氏體,鐵氏體組織的不銹鋼焊接工程。其焊接方法有手工電弧焊,手工鎢極氬弧焊,氣焊三種方法。第一節 設備及材料要求第 4.1.1
2009-05-24 14:27:5273 本焊接施工工藝標準僅使用于奧氏體、馬氏體、鐵氏體組織的不銹鋼焊接工程。其焊接方法有手工電弧焊、手工鎢極氬弧焊、氣焊三種方法。第一節 設備及材料要求第二節
2009-07-03 14:01:4040 電弧是電弧焊接的熱源,力源。焊機是電弧能量的供應者,焊機應滿足焊接工藝的要求,保證引弧容易,電弧穩定,焊機規范穩定,以及足夠寬的焊接規范和穩定調節范圍。
2009-10-19 16:34:29130 焊條電弧焊是用手工操縱焊條進行焊接的電弧焊方法。焊接時,焊條末端和工件之間燃燒電弧使焊條藥皮、焊芯和工件熔化,焊芯形成細小金屬顆粒過渡和工件表面熔化金屬熔合形
2009-11-17 11:22:4828 為了提高焊接效率和質量,本文針對可消耗的雙電極氣體保護金屬極電弧焊系統,建立了一個雙輸入雙輸出的非線性模型, 并基于投影估計和極點配置法設計了離散自適應控制
2009-12-31 16:15:459 本文針對可消耗雙電極熔化極氣體保護電弧焊接(DE-GMAW)系統,建立了一個雙輸入雙輸出非線性模型,并基于此提出了一種魯棒自適應控制器的設計方法,可用于系統存在未建模動態和
2010-01-18 15:17:3815 介紹了小齒輪座底板的斷裂情況,通過對其材料的技術性能、鐵的可焊性等性能的分析,確定了手工電弧冷焊的施工方案,并提出了具體的焊接工藝,順利完成了該工件的修復。關鍵詞
2010-01-26 15:02:5923 1.鋼板尺寸δ105×φ2500,共4件;材料為0Cr18Ni9Ti;2.焊接方法為焊條電弧焊(打底焊)+自動埋弧焊,焊條電弧焊焊材為A132/φ4,自動埋弧焊焊材為H0Cr20Ni10Ti/φ4+SJ601
2010-01-26 15:45:5412 焊接工藝隨著當今科學技術的發展而不斷提高,在管道焊接中自保護藥芯焊絲半自動焊的出現與發展就是對傳統手工電弧焊的一次技術性革命。隨著蘇丹工程、澀寧蘭工程、蘭成渝
2010-01-26 15:56:067 –Mastar系列焊接電源–Monitor系列焊接電源–TETRIX系列焊接電源–Phoenix系列焊接電源
2010-10-06 00:09:1736 電弧焊引弧電路 本裝置最大輸入小于100W,采用弱電流引弧技術,能迅速自
2006-04-16 23:17:42 12192
12192 
脈沖焊 pulse welding
脈沖焊是應用可控脈沖技術,將兩個并聯運行的電源(即維弧電源及脈沖電源)向焊接電弧供電的焊
2010-03-18 21:46:184684 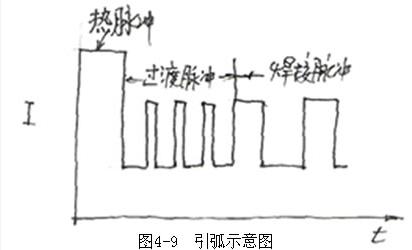
本文討論的焊接電源是電弧焊機中的核心部分,是用來對焊接電弧提供電源的一種專用設備。現有的焊接電源存在引弧困難、電流控制精度低、電網電壓波動大等問題。
2012-02-03 11:19:305134 
GBT8118-95電弧焊機通用技術條件
2017-01-08 15:41:291 GB 15579.1-2013 弧焊設備 第1部分焊接電源
2017-01-08 15:41:2929 GBT8118-2010 電弧焊機通用技術條件
2017-01-08 15:41:297 本文介紹了貼片led怎么焊接_貼片手工焊接教程。了解手工焊接和回流焊接方法,并了解焊接要領。其中烙鐵頭應同時接觸要相互連接的2個被焊件(如焊腳與焊盤),烙鐵一般傾斜45度,應避免只與其中一個被焊件
2018-01-11 17:21:39141018 
電阻焊,是指利用電流通過焊件及接觸處產生的電阻熱作為熱源將想件局部加熱,同時加壓進行焊接的方法。焊接時,不需要填充金屬,生產率高,焊件變形小,容易實現自動化。
2019-05-13 16:54:4823028 在手工電弧焊中,熄弧是不可避免的,熄弧不好時,形成很淺的熔池,焊縫金屬的密度和強度較差,因此最易形成裂紋,氣孔和夾渣等缺陷。
2019-07-02 15:52:026215 焊條直徑的選擇主要取決于焊件厚度、接頭形式、焊縫位置和焊接層次等因素。在一般情況下,可根據表6-4按焊件厚度選擇焊條直徑,并傾向于選擇較大直徑的焊條。另外,在平焊時,直徑可大一些;立焊時,所用焊條
2019-07-02 16:51:1240046 立焊操作方法有兩種:一種是由下向上施焊,稱為向上立焊;另一種是由上向下施焊,稱為向下立焊。目前生產中應用最廣泛的是由下向上施焊,在練習中以此種方法為重點。
2019-07-02 17:05:4415601 對接立焊除了要控制熔化金屬不下淌外,還要求焊縫保持平直。因此,常采用小直徑焊條和較小的焊接電流,并采用短弧焊接法。
2019-07-02 17:14:516341 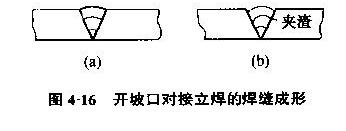
手工電弧焊屬于焊接方法中熔化焊的一種,是將兩個分離的金屬,在接頭處局部加熱或加壓,或者加熱時同時又加壓、熔化、冷卻后凝固成一個牢固的整體。它是利用電弧熱局部熔化焊件和焊條以形成焊縫的一種手工操作焊接方法。電焊機是手工電弧焊的主要設備,是產生焊接電弧的電源,常用的電焊機有交流弧焊機和直流弧焊機兩類。
2019-07-04 14:33:4214068 焊條選用不當。電流太低。焊接速度太快溫度上升不夠,又進行速度太慢電弧沖力被焊渣所阻擋,不能給予母材。焊縫設計及組合不正確。
2019-07-04 14:39:408619 使焊條與焊件表面垂直地接觸,當焊條的末端與焊件的表面輕輕一碰,便迅速提起焊條并保持一定的距離,立即引燃了電弧。操作時焊工必須掌握好手腕上下動作的時間和距離。
2019-07-04 14:42:1917243 設備簡單,價格便宜,維護方便。焊接操作時不需要復雜的輔助設備,只需要配備簡單的輔助工具,方便攜帶。
2019-07-04 14:45:1828585 手工電弧操作保同必須進行安全技術培訓,考試合格并取得操作證后,方可獨立作業。
2019-07-04 14:47:1411921 森達焊接二保焊機焊接成本低CO2氣體是釀造廠和化工廠的副產品,來源廣,價格低,其綜合成本大概是手工電弧焊的1/2。
2019-07-05 16:02:0845585 電渣壓力焊可采用交流或直流焊接電源,焊機容量應根據所焊鋼筋的直徑選定。由于電渣壓力焊機的生產廠家很多,產品設計各有不相同,所以配用焊接電源的型號也同,常用的多為弧焊電源(電弧焊機),如BX3-500型、BX3-630型、BX3-750型、BX3-1000型等。
2019-07-15 14:06:4511642 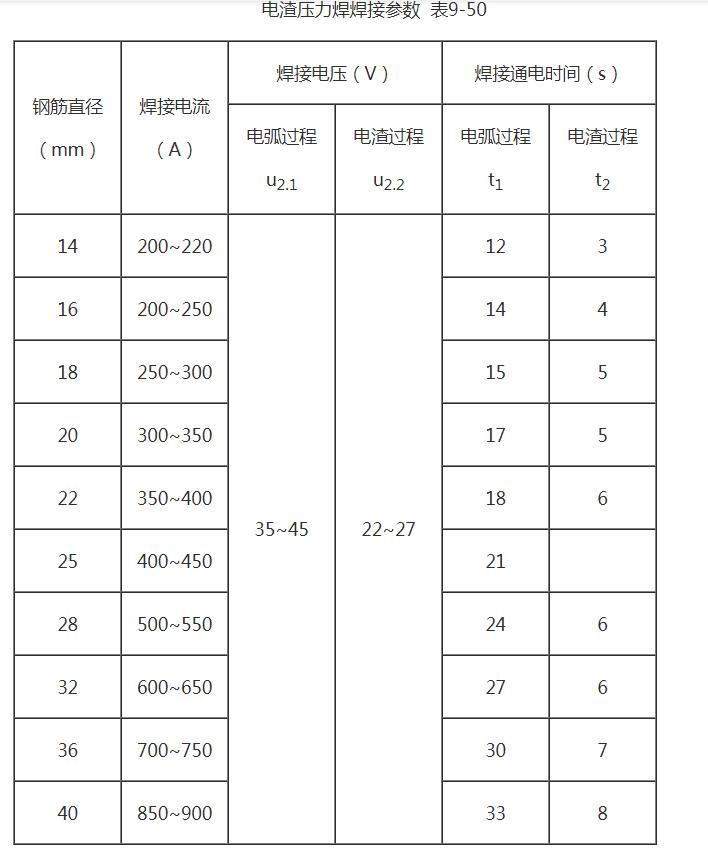
基層的焊接推薦采用手工電弧焊、埋弧焊、及二氧化碳氣體保護焊。復層和過度層的焊接,采用鎢極氬弧焊和手工電弧焊,也可采用能確保焊接質量的其他焊接方法。
2019-08-05 11:49:2642219 
引弧是焊條電弧焊的基本操作之一,尤其在定位焊中,使用引弧更為頻繁。
2019-11-18 10:55:3930511 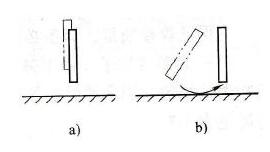
液態金屬因自重下墜滴落,不易控制熔池形狀和大小,會造成未焊透和凹陷,宜采用較小直徑的焊條和小焊接電流并采用最短的電弧焊接。
2019-11-20 15:12:1311190 
成本低焊條電弧焊使用具有下降外特性的弧焊電源及一些簡單工具,設備結構簡單,便于現場維護、保養和維修;設備輕,便于移動;設備使用、安裝方便,操作簡單;投資少,成本低。
2019-12-27 11:03:3116321 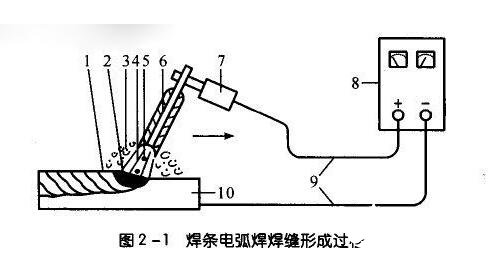
焊條電弧焊是通過焊條引發電弧,用電弧熱來熔化焊件而實現焊接的一種熔焊方法,它是目前應用最多、最普遍的焊接方法。
2019-12-27 11:14:3617360 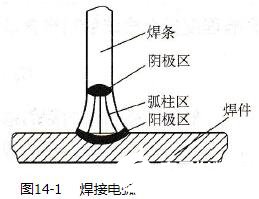
焊件坡口及其待焊區域的鐵銹、油污或其它污物若清理不干凈,在焊接時會產生大量的氣體,而使焊縫產生氣孔。所以焊接時必須嚴格清理焊件坡口及其待焊區域的金屬表面。
2019-12-27 11:25:469094 
焊接電弧的穩定性是指電弧保持穩定燃燒(不產生斷弧、飄移和磁偏吹等)的程度,即在電弧燃燒過程中,電弧能維持一定的長度、不偏吹、不搖擺、不熄滅,電弧電壓和焊接電流保持一定。
2019-12-27 14:24:4315528 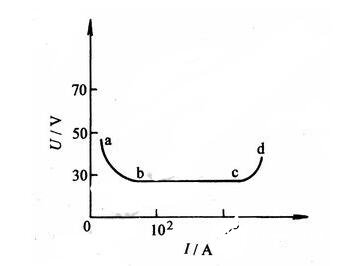
焊接電弧是兩個電極間的放電現象稱為電弧,它是一種空 氣導電的現象。
2019-12-27 14:27:4826193 手工電弧焊,電弧溫度在6000~8000℃左右,熔滴平均溫度達到2000℃,溶池平均溫度達到1750℃。
2019-12-27 14:32:1373969 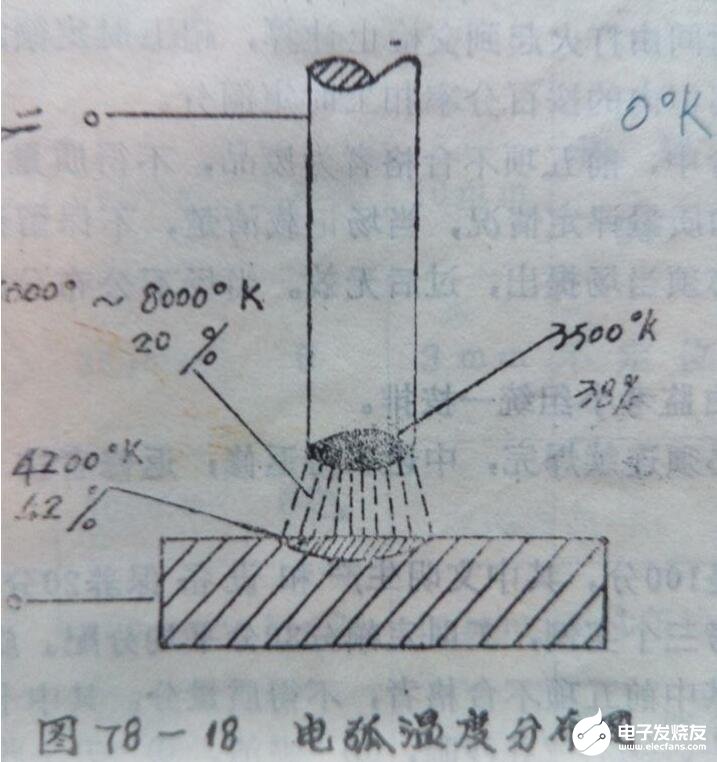
直流電弧焊或電弧切割時,電源輸出端有固定的正極和負極。焊件接電源正極、電極接電源負極的接線法,叫正接;焊件接電源負極、電極接電源正極的接線法,稱為反接。
2019-12-27 14:37:178802 引弧即產生電弧。焊條電弧焊是采用低電壓、大電流放電產生電弧,依靠電焊條瞬時接觸工件實現。引弧時必須將焊條末端與焊件表面接觸形成短路,然后迅速將焊條向上提起2~4mm的距離,此時電弧即引燃。
2019-12-28 06:28:0026313 螺柱焊與一般電弧焊相比,焊接時間短,輸入母材的能量很小,因而焊縫金屬和熱影響區均很窄,焊件變形小。
2020-01-15 14:48:4013365 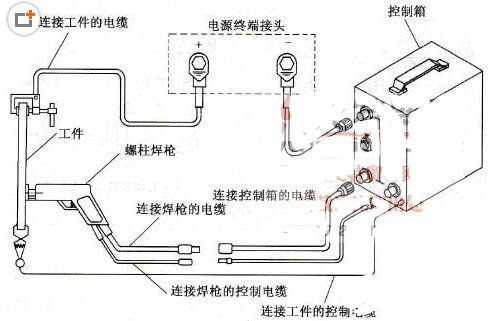
(恒流)特性,C()2/MAG/MIG電弧焊電源的外特性是平特性(恒壓特性)。此外,為保證焊接質量以及焊機本身制造和維修的需要,焊接電源還應滿足以下要求:
2020-03-15 15:33:0011284 在電弧長度一定時,電弧燃燒電壓與焊接電流之間的關系稱為電弧靜特性。表示它們關系的曲線稱為電弧靜特性曲線。焊接電弧是焊接回路中的負載,它起著把電能轉變為熱能的作用,在這一點上,它與普通電阻有相似之處,但是,它與普通電阻相比又有明顯的特點。
2020-03-15 15:35:0013436 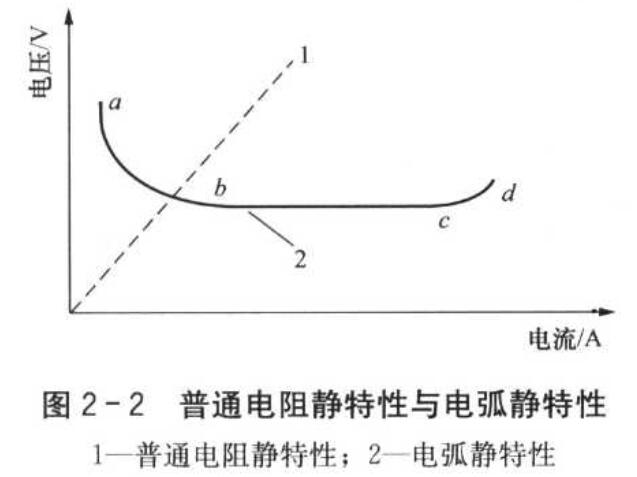
本文主要闡述了電弧焊的種類及電弧焊和氬弧焊的區別。
2020-08-27 10:45:2032138 電弧焊的原理是利用電弧放電(俗稱電弧燃燒)所產生的熱量將焊條與工件互相熔化并在冷凝后形成焊縫,從而獲得牢固接頭的焊接過程。
2020-08-27 11:03:2015724 焊接電弧是指在一定條件下,兩電極之間產生的強烈持久的氣體放電現象。焊接電弧不同于一般電弧,它有一個從點到面的輪廓。點是電弧電極的端部;面是電極覆蓋工件的面積。電弧由電極端部擴展到工件,其溫度分布是不一致的,從橫截面來看,溫度是從外層向電弧心漸漸升高的;從縱向來看,陽極和陰極的溫度特別高
2020-12-25 23:31:081490 波峰焊與手工焊的比較中我們可以看出,波峰焊具有焊接質量好、效率高、靈活性強、缺陷率低、污染少和焊接元器件多樣性的眾多優良性。那么,波峰焊和手工焊有什么區別?
2021-04-06 14:23:362766 電子發燒友網為你提供機械制造工藝介紹--焊條電弧焊資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-29 08:48:3711 電弧焊是通過電弧對焊接工件的局部加熱,使連接處的金屬融化,再加入填充金屬而結合的方法。電焊機為電弧提供電源,分為交流電焊機和直流電焊機兩類。應用比較普遍的是交流電焊機。
2021-05-15 17:26:3920085 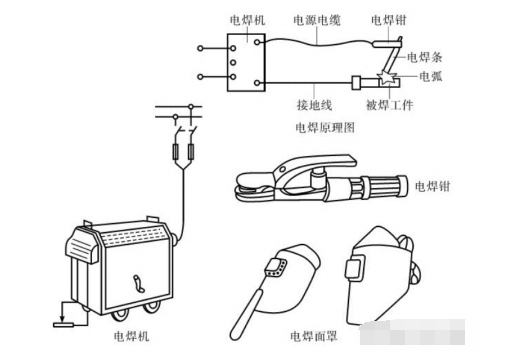
焊接機器人和手工焊有什么區別?焊接市場面臨著日益增長的焊接需求,迫切地實現轉型升級,使用焊接機器人作為自動焊接設備,提高了焊接市場的自動化和智能化水平,在工程機械制造、汽車及汽車零部件制造、五金建材、航空航天、船舶制造、食品化工等領域中都出現了焊接機器人的身影,帶您了解焊接機器人和手工焊的區別。
2021-08-25 17:26:168688 基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計講解(長城電源技術有限公司上市)-該文檔為基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計講解總結文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,,,
2021-09-22 15:38:475 基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計(電源技術偏執狂多少錢)-該文檔為基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計總結文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,,,
2021-09-22 15:45:1913 電弧螺柱焊機是由焊接電源、控制器、焊槍、地線鉗、焊接電纜等部分組成。但大多數焊接設備的焊接電源都與控制器合并為一體,稱為主機。比較先進的控制方式是使用微處理器,以便精確設置和適時控制焊接過程中的焊接電
2021-11-08 19:06:004 藥芯焊絲電弧焊是利用藥芯焊絲與工件之間的電弧進行加熱的一種焊接方法,英文名稱的簡寫為FCAW。在電弧熱量的作用下,焊絲金屬及工件被連接部位發生熔化,形成熔池,電弧前移后熔池尾部結晶形成焊縫。
2022-12-22 11:10:156647 ,根據不同的金屬材料會有不同的焊接方法,常用的有電弧焊、氬弧焊、CO2保護焊、氧氣-乙炔焊、激光焊接和電渣壓力焊等焊接方法。而在一些貼片加工工廠中經常會用到手工焊接的方法。 手工焊接操作要領 手工焊接的主要工具是電烙鐵
2023-02-08 09:34:322524 
一篇文章幫你搞懂焊接技術,根據焊接過程中加熱程度和工藝特點的不同,焊接方法可以分為熔焊、壓焊和釬焊三大類;焊接技術有手弧焊、埋弧焊、鎢極氣體保護電弧焊GIF、熔化極氣體保護電弧焊(GMAG)等。
2023-02-08 11:04:063655 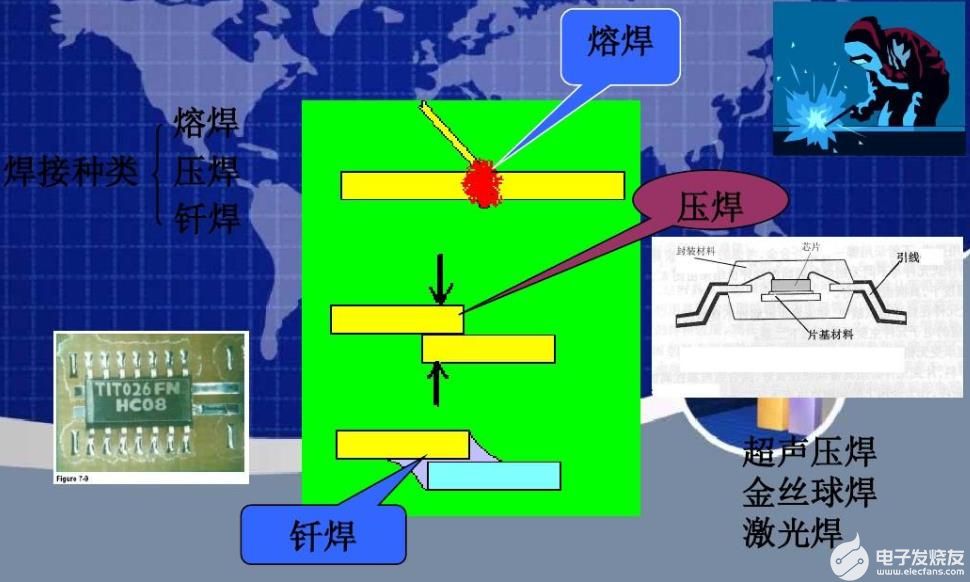
弧焊機器人系統是由機器人本體、自動送絲裝置、焊接電源、焊槍、變位機和工裝夾具等組成的;主要有氣體保護電弧焊、鎢極氬弧焊和等離子電弧焊三種焊接方法。
2023-03-16 09:50:014295 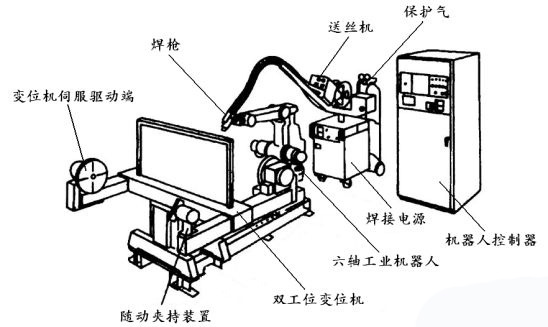
?無錫金紅鷹總結:弧焊機器人的焊接方法主要有氣體保護電弧焊、鎢極氬弧焊和等離子電弧焊三種,氣體保護電弧焊是使用氬氣、二氧化碳等氣體作為焊接區域保護氣體的焊接方法;鎢極氬弧焊是用鎢棒作為電極加上氬氣進行保護的焊接方法;等離子電弧焊是利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。
2023-03-22 10:01:468606 
焊條電弧焊的基本原理:焊條電弧焊通常用英文簡稱SMAW表示。�焊條電弧焊是用手工操縱焊條進行焊接的電弧焊方法。 �焊條電弧焊的過程如圖所示:�氣——渣聯合保護的熔化焊。
2023-06-02 16:53:260 本講內容
一、電弧焊工藝常識
二、焊條電弧焊
三、特種焊接工藝方法
四、金屬材料的焊接性
五、焊接結構設計
六、連接技術
2023-06-02 16:52:380 穩定電弧,并作用在材料表面,實現對材料加熱完成焊接的過程。激光電弧復合焊兼具激光焊和電弧焊雙重優勢,又彌補了各自的不足,尤其適用于中厚板材的焊接。根據新思界產業研
2023-05-16 10:07:442097 
焊接方法
由于現場多數為不銹鋼管道且大小不一,根據不銹鋼的焊接特點,盡可能減小熱輸入量,故采用手工電弧焊、氬弧焊兩種方法。
管徑大于159 mm 的采用氬弧焊打底,手工電弧焊蓋面。管徑小于159 mm 的全用氬弧焊。焊機采用手工電弧焊/氬弧焊兩用的WS7 一400 逆變式弧焊機。
2023-09-04 10:13:2612420 
按焊絲分類可分為實芯焊絲焊接和藥芯焊絲焊接。用實芯焊絲的惰性氣體(Ar或He)保護電弧焊法稱為熔化極惰性氣體保護焊,簡稱MIG焊(Metal Inert Gas Arc Welding);用實芯焊絲的富氬混合氣體保護電弧焊,簡稱MAG焊(Metal Active Gas Arc Welding)。
2023-11-21 14:56:304252 
在PCBA加工過程中,除了采用回流焊和波峰焊的批量焊接外,還需要進行手工焊接才能完成產品的生產。在進行PCBA手工焊接時應注意的事項。
2023-12-22 09:35:291649 焊接電弧的溫度是指在焊接過程中產生的電弧的溫度。這種電弧是通過電流通過兩個電極(焊絲和焊件)之間的間隙產生的放電現象。焊接電弧的溫度非常高,可以達到數千攝氏度甚至更高,在焊接過程中發揮著關鍵作用
2024-02-27 11:07:113801 根據焊接工藝的不同,電弧焊可以分為多種不同的類型。 電弧焊是一種將兩個或更多金屬材料連接在一起的常見焊接方法。通過使用電弧產生高溫,將金屬材料熔化并形成焊接接頭。根據焊接工藝的不同,電弧焊可以進一步
2024-02-27 11:09:096710 焊接電弧根據提供的電源特點不同可分為以下幾類: 直流電弧焊(DC):直流電弧焊是使用直流電源進行焊接的一種方法。直流電弧焊可以細分為直流電弧熔化焊(Direct Current Arc
2024-02-27 11:16:461884 焊接電弧是一種利用電弧熱量將兩個或多個金屬工件連接在一起的焊接方法。電弧通過電流在極間引起的電離氣體形成,產生高溫和強光。根據其構造,電弧可分為電源系統、焊槍系統和焊接工藝系統三個部分。 首先,電源
2024-02-27 11:21:272352 有效的金屬材料的焊接。 焊接電弧主要由以下幾個部分組成: 電源系統:為電弧提供所需的電能。電源系統的類型有很多,常見的有交流電源和直流電源。交流電源可以分為單相交流電源和三相交流電源。直流電源可以分為直流恒
2024-02-27 11:23:053250 條、保護氣體等多個方面。 焊接電弧的產生是通過將電源的直流或交流電流通過電弧焊機、電焊劑和工件產生弧光。電源提供的電流通過焊接電焊劑(電極)后形成電弧,電弧的兩端溫度極高,可達數千至數萬攝氏度。此時,在電弧的作用
2024-02-27 11:24:574043 產生焊接電弧的必要條件主要包括以下三個方面:電源條件、電極條件和工件條件。 電源條件 焊接電弧的產生需要一定的電源條件,主要包括電源電壓和電流。在焊接中,我們通常使用直流電或交流電來產生電弧。在
2024-02-27 11:33:462843 是焊接電源最重要的特性之一。它決定了焊縫的形成和熔化速度,而焊縫的形成和熔化速度直接影響焊縫的質量。輸出電流特性主要包括電流范圍、穩定性和調節性能。 電流范圍是指焊接電源可以產生的最小和最大電流值。它決定了焊
2024-02-27 11:38:113902 1. 引言 電弧焊接是一種廣泛使用的金屬連接技術,它通過電弧產生的高溫來熔化金屬,從而實現金屬的連接。在電弧焊接過程中,弧焊變壓器扮演著至關重要的角色,它負責為焊接設備提供穩定的電源。 2. 弧焊
2024-10-10 10:26:121335 弧焊變壓器是用于電弧焊的電源設備,它能夠提供穩定的焊接電流,以確保焊接過程的質量和效率。調節焊接電流的大小對于控制焊接過程至關重要。 1. 弧焊變壓器的基本原理 在開始調節焊接電流之前,了解弧焊
2024-10-10 10:27:352776 弧焊變壓器 設計目的 : 弧焊變壓器專為電弧焊接設計,提供穩定的電流和電壓,以維持焊接過程中的電弧。 輸出特性 : 弧焊變壓器通常具有較高的輸出電壓和較低的輸出電流,以適應電弧焊接的需求。 電流調節
2024-10-10 10:50:251171 弧焊變壓器是用于電弧焊的一種特殊變壓器,其主要作用是將輸入的交流電轉換為適合電弧焊的電壓和電流。為了確保電弧的連續性和穩定性,弧焊變壓器需要具備一些特定的設計和功能。 弧焊變壓器如何保證電弧連續
2024-10-10 10:53:211299 弧焊變壓器是弧焊電源的一種,主要用于電弧焊過程中,為焊接電弧提供穩定的電壓和電流。弧焊變壓器的設計和制造需要考慮多種因素,包括焊接電流、電壓、電弧穩定性、功率因數等。以下是對弧焊變壓器主要分類的介紹
2024-10-10 10:59:381767 的直流電焊機,主要用于手工電弧焊。其工作原理是利用直流電源產生電弧,使焊條與工件接觸,通過電弧的熱量熔化焊條和工件,形成焊縫。直流手工電弧焊機具有以下特點: 結構簡單,操作方便 焊接質量高,適用于多種材料 焊接速
2024-10-22 09:18:502920 焊接技術是現代工業中不可或缺的一部分,它在建筑、汽車制造、航空航天和造船等多個領域發揮著重要作用。隨著技術的發展,焊接方法也在不斷進步,以適應不同的材料和應用需求。 1. 手工電弧焊(SMAW
2024-11-01 09:31:494620 焊接方法的選擇是一個復雜的過程,需要考慮多種因素以確保焊接質量和效率。 一、焊接方法的種類及特點 電弧焊 手工焊條電弧焊(手弧焊) :以碳棒作為電極,利用電弧產生的熱量熔化金屬,使其熔化并形成連接
2024-11-01 09:37:363432 焊接技術在現代工業中扮演著至關重要的角色,廣泛應用于建筑、汽車、航空航天和造船等行業。 1. 電弧焊(Arc Welding) 電弧焊是一種廣泛應用的焊接方法,通過電弧產生的高溫來熔化金屬。這種焊接
2024-11-01 09:39:191779 ,手工電弧焊通常產生窄而深的焊縫,表面略帶凸起,并具有一定的波紋狀;而激光焊則產生窄而深、表面光滑且精細的焊縫。焊縫的外觀質量不僅影響美觀,還可能影響焊縫的強度和密封性。 焊縫內部質量 焊接方法的選擇直接影響焊
2024-11-01 09:55:531587 制造帶來了一場深刻的變革。
首段落:
多模式焊接電源技術是一種集多種焊接模式于一體的先進電焊設備核心技術,可實現手工電弧焊、氬弧焊、脈沖焊等多種焊接方式的自由切
2024-11-23 09:00:35877 
焊接技術是一種將兩個或多個金屬部件通過高溫或其他方法連接在一起的工藝。以下是幾種常見的焊接技術類型,每種技術都有其特定的應用場景和優缺點: 電弧焊(Arc Welding) 描述 :電弧焊是一種
2025-01-19 13:54:403632
 電子發燒友App
電子發燒友App








 工商網監
工商網監
評論