 一文講清弧焊機器人三種焊接方法!
一文講清弧焊機器人三種焊接方法!

弧焊機器人的焊接方法主要有氣體保護電弧焊、鎢極氬弧焊和等離子電弧焊三種,氣體保護電弧焊是使用氬氣、二氧化碳等氣體作為焊接區域保護氣體的焊接方法;鎢極氬弧焊是用鎢棒作為電極加上氬氣進行保護的焊接方法;等離子電弧焊是利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。接下來無錫金紅鷹帶您了解。
金紅鷹氬弧焊機器人燒烤爐爐頭焊接應用案例
1、氣體保護電弧焊:
使用氬氣作為焊接區域保護氣體的氬弧焊、使用二氧化碳作為焊接區域保護氣體的二氧化碳保護焊等,均歸于氣體保護電弧焊。這兩種焊接方法分別對應無錫金紅鷹的二/氣保焊機器人和氬弧焊機器人。其基本原理是在以電弧為熱源進行焊接時,同時從噴槍的噴嘴中接連噴出維護氣體把空氣與焊接區域中的熔化金屬隔離開來,以維護電弧和焊接熔池中的液態金屬不受大氣中的氧、氮、氫等污染,以到達進步焊接質量的目的。簡單理解就是利用二氧化碳、氬氣等氣體來隔離焊接區域的融化金屬和空氣,穩定焊接質量減少焊接缺陷。

工藝分類
氣體保護電弧焊分鎢極惰性氣體保護焊和熔化極氣體保護焊兩大類。
1)鎢極惰性氣體保護焊
是在惰性氣體的保護下利用鎢電極與工件間產生的電弧熱熔化母材和填充焊絲(如果使用填充焊絲)的一種焊接方法。用氬氣作為保護氣體的稱鎢極氬弧焊, 用氦氣作為保護氣體的稱為鎢極氦弧焊。由于氦氣價格昂貴,在工業上廣泛使用的是鎢極氬弧焊。
鎢極氬弧焊按操作方式分為手工焊、半自動焊和自動焊。以手工鎢極氬弧焊應用最廣泛,其次是自動鎢極氬弧焊,半自動鎢極氬弧焊則很少應用。
鎢極惰性氣體保護焊的應用
鎢極惰性氣體保護焊適宜于焊接各種有色金屬和合金。
用0.5~5 Hz的低頻脈沖電流進行焊接,可降低焊件的熱輸入,便于控制焊縫冷卻結晶和控制熔深,適用于薄壁構件的焊接、懸空全位置焊接和厚壁結構的打底焊等。如用20 kHz高頻脈沖電流,可使電弧挺直而穩定、焊縫金屬晶粒細化,并可提高焊接速度。
特點
其特點是電弧穩定,輸入能量易于控制,焊接質量高,對焊接位置和接頭幾何形狀的適應性也較強。但因焊接電流受鎢極許用電流的限制和向焊縫中添加填充金屬不方便, 這種方法不利于焊接工件, 焊接生產率也低。
2)熔化極氣體保護焊
采用可熔化的焊絲 (熔化電極) 與焊件之間的電弧熱作為熱源來熔化焊絲與母材金屬,并向焊接區輸送保護氣體,使電弧、熔化的焊絲、熔池及附近的母材金屬免受空氣影響的氣體保護焊。它適宜于焊接各種金屬材料。
與鎢極惰性氣體保護焊相比,焊接生產率高許多倍。用細焊絲(一般直徑小于1.6 mm),小電流時,可用于各種位置的焊接;用粗焊絲,大電流時, 則主要用于平焊位置。
熔化極氣體保護焊主要有:
(1)熔化極惰性氣體保護焊通常用氬、氦、或氬與氦的混合氣體作保護氣體, 熔滴過渡形式是噴射過渡或脈沖噴射過渡,適宜于焊接各種有色金屬和奧氏體不銹鋼和高溫合金。
(2)氧化性混合氣體保護焊保護氣體由惰性氣體和少量氧化性氣體——O2、CO2或其混合氣體(一般O2為2%~5%,CO2為5%~20%)混合而成。熔滴過渡形式為短路過渡、噴射過渡或脈沖噴射過渡,適用于碳鋼、合金鋼和不銹鋼等黑色金屬材料的焊接。
(3)二氧化碳氣體保護焊保護氣體主要用二氧化碳,有時在其中加入一定量的氧(5%~20%)。熔滴過渡形式是短路過渡或滴狀兼短路過渡,只適宜于焊接碳鋼和合金結構鋼,焊接成本低。
(4)藥芯焊絲氣體保護焊采用中心含有藥芯(焊劑)的管狀焊絲,用二氧化碳或二氧化碳加氬氣體作為保護氣體,兼有二氧化碳氣體保護焊和手弧焊的某些特點,適宜于焊接碳鋼、低合金鋼、鎳及其合金等。
主要特點:
①由于采用二氧化碳氣體和焊劑的聯合保護,易于獲得優質焊縫;
②電弧穩定,飛濺少,焊縫成形好;
③對焊件鋼材成分的適應性強;
④焊接生產率高,約為手弧焊的3~5倍。
(5)氣電立焊是由熔化極氣體保護焊和電渣焊發展而形成的一種熔化極氣體保護焊方法。保護氣體采用二氧化碳氣體或氬氣加氧氣。其主要優點是可不開坡口焊接厚板,生產率高、成本低。
氣體保護電弧焊加入氣體的原因
在氣體保護電弧焊初期,使用的主要是單一氣體;如氬氣(Ar)、氦氣(He)和CO2氣,后來發現一種氣體中加入一定分量的另一種或兩種氣體后,可以分別在細化熔滴、減少飛濺、提高電弧的穩定性、改善熔深以及提高電弧的溫度等方面獲得滿意的效果。
常用的混合氣體有:
(1)Ar+He。廣泛用于大厚度鋁板及高導熱材料的焊接,以及不銹鋼的高速機械化焊接。
(2)Ar+H2。利用混合氣體的還原性來焊接鎳及其合金,可以消除鎳焊縫中的氣孔。
(3)Ar+O2混合氣體(O2量為1%)。特別適用于不銹鋼MIG焊接,能克服單獨用氬氣時的陰極飄移現象。
(4) Ar+CO2或Ar+CO2+O2。適于焊接低碳鋼和低合金鋼,焊縫成形、接頭質量以及電弧穩定性和熔滴過渡都非常滿意。
2、鎢極氬弧焊:
鎢極氬弧焊時常被稱為TIG焊,是一種在非消耗性電極和工作物之間產生熱量的電弧焊接方式,以高熔點的金屬鎢棒作為焊接時發生電弧的一個電極,并處在氬氣維護下的電弧焊,此保護是由氣體或混合氣體流供應,必須是能提供全保護,因為甚至很微量的空氣混入也會污染焊道,常用于不銹鋼、高溫合金等要求嚴厲的焊接。
原理
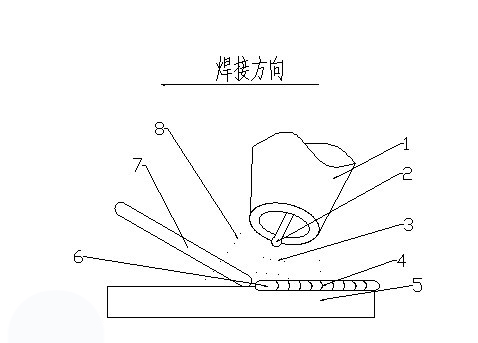
鎢極氬弧焊是用鎢棒作為電極加上氬氣進行保護的焊接方法,其方法構成如圖所示。焊接時氬氣從焊槍的噴嘴中連續噴出,在電弧周圍形成保護層隔絕空氣,以防止其對鎢極、熔池及鄰近熱影響區的氧化,從而獲得優質的焊縫。焊接過程中根據工件的具體要求可以加或者不加填充焊絲。
特點
這種焊接方法由于電弧是在氬氣中進行燃燒,因此具有以下優缺點:
1) 氬氣具有極好的保護作用,能有效的隔絕周圍空氣;它本身既不與金屬起化學反應,也不溶于金屬,使得焊接過程中的冶金反應簡單易控制,因此獲得較高質量的焊縫提供良好條件。
2)鎢極電弧非常穩定,即使在很小電流情況下(<10a)仍可穩定燃燒,特別適用于薄板材料焊接。<>
3)熱源和填充焊絲可分別控制,因而熱輸入容易調整所以這種焊接方法可進行全方位焊接,也是實現單面焊雙面成型的理想方法。
4)由于填充焊絲不通過電流,故不產生飛濺,焊縫成型美觀。
5)交流氬弧焊在焊接過程中能夠自動清除焊件表面的氧化膜作用,因此,可成功地焊接一些化學活潑性強的有色金屬,如鋁、鎂及合金。
6)鎢極承載電流能力較差,過大的電流會引起鎢極的熔化和蒸發,其微粒有可能進入熔池而引起夾鎢。因此,熔敷速度小、熔深淺、生產率低。
7)采用氬氣較貴,熔敷率低,且氬弧焊機有較復雜,和其他焊接方法(如焊條電弧焊、埋弧焊、CO2-氣體保護焊)比較,生產成本較高。
8)氬弧周圍受氣流影響較大,不易室外工作。
3、等離子電弧焊:
由鎢極氬弧焊發展起來的一種焊接方法,是指利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。等離子弧焊接具有能量集中、生產率高、焊接速度快、應力變形小、電孤穩定、具有弧柱細長,能量密度高的特色,且適宜焊接薄板和箱材等特點,因而在焊接領域有著廣泛的應用,特別適合于各種難熔、易氧化及熱敏感性強的金屬材料(如鎢、鉬、銅、鎳、鈦等) 的焊接。等離子弧是離子氣被電離發生高溫離子氣流,從噴嘴細孔中噴出,經壓縮構成細長的弧柱,高于慣例的自由電弧,如:氬弧焊僅達5000-8000K。
原理
等離子弧切割是一種常用的金屬和非金屬材料切割工藝方法。它利用高速、高溫和高能的等離子氣流來加熱和熔化被切割材料,并借助內部的或者外部的高速氣流或水流將熔化材料排開直至等離子氣流束穿透背面而形成割口。無錫金紅鷹等離子弧切割對應機器人是三維等離子切割機器人。
種類
等離子弧有兩種工作方式。一種是“非轉移弧”,電弧在鎢極與噴嘴之間燃燒,主要用於等離子噴鍍或加熱非導電材料。
另一種是“轉移弧”,電弧由輔助電極高頻引弧后,電弧燃燒在鎢極與工件之間,用於焊接。形成焊縫的方式有熔透式和穿孔式兩種。前一種形式的等離子弧只熔透母材,形成焊接熔池,多用于0.8~3mm厚的板材焊接;后一種形式的等離子弧只熔穿板材,形成鑰匙孔形的熔池,多用于3~12mm厚的板材焊接。此外,還有小電流的微束等離子弧焊,特別適合於0.02~1.5毫米的薄板焊接。
特點
(1)微束等離子弧焊可以焊接箔材和薄板。
(2)具有小孔效應,能較好實現單面焊雙面自由成形。
(3)等離子弧能量密度大,弧柱溫度高,穿透能力強,實現10~12mm厚度鋼材不開坡口焊接,能一次焊透雙面成形,焊接速度快,生產率高,應力變形小。
(4)設備比較復雜,氣體耗量大,組對間隙、對工件的潔凈要求嚴格,只宜于室內焊接。
審核編輯黃宇
-
機器人
+關注
關注
213文章
31079瀏覽量
222256 -
焊接
+關注
關注
38文章
3563瀏覽量
63233
發布評論請先 登錄
RK3576機器人核心:三屏異顯+八路攝像頭,重塑機器人交互與感知
小蘿卜機器人的故事
自制巡線解迷宮機器人(上)
機器人競技幕后:磁傳感器芯片激活 “精準感知力”


工業機器人的特點
輪式移動機器人電機驅動系統的研究與開發
當機器人遇上“語言障礙”:CCLINKIE轉Profinet的“破冰外掛”來啦\\!
盤點#機器人開發平臺
【「# ROS 2智能機器人開發實踐」閱讀體驗】視覺實現的基礎算法的應用
【「# ROS 2智能機器人開發實踐」閱讀體驗】機器人入門的引路書
【「# ROS 2智能機器人開發實踐」閱讀體驗】+內容初識
機器人驅動部件如何選型?一文看懂!(電機、減速器)



 工商網監
工商網監
評論