 電子發燒友App
電子發燒友App



窯車專用高溫軸承
由于建材、陶瓷和耐火材料工業的發展,隧道窯車使用量日益增多。作為窯車輪軸支承的軸承,其需求量日益增大。
隧道窯車是建筑材料、陶瓷、耐火材料和電瓷等行業 裝載坯件至窯內焙燒的關鍵設備,其支承普遍采用滾動軸承。
窯車工作環境酷似低速前進的高溫火車。 每車分別裝四套或八套軸承。 軸承運轉方式有隨軸轉(內圈轉)和隨輪轉(外圈轉)兩種。 使用的軸承型號大多為205~215 305~316,其中陶瓷廠多用208、209、305、308、309或310軸承。
在隧道窯中,車輛靠液壓推進或絞繩牽引,斷續地在高溫中前進。窯爐中爐膛溫度高達1100~1400℃,盡管采用許多隔熱措施,窯車輪子和軸承還是受到輻射熱和傳導熱的燒烤,溫度一般都在100℃以上,有的可達到200~300℃,甚至更高 。
窯車推進速度為0.1~1m/h,軸承轉速為0.01~0.1/min,隨窯線和產品的不同,窯車在窯爐中一次進行時間為10~50h,一般窯車重量(含坯重)2~10t,由于高溫下密封困難,軸承還受到灰塵和腐蝕氣體的侵擾。 為防止軸承卡死,延長軸承使用壽命,推進輕松,以節約能源,窯車軸承的結構和潤滑成了窯車軸承設計和使用中的技術關鍵。
國內窯車軸承現狀
多年前,國內尚無窯車專用軸承供應,用戶只好選擇普通深溝球軸承,也有少數用戶用圓錐滾子軸承或自制的滾針軸承,普通軸承由于游隙小,保持架高溫變形以及套圈受熱塑性變形等原因,軸承容易卡死,經常出現“重車”,嚴重影響坯件的煉制。
采用普通軸承時,換修期一般為半年左右,有的甚至只能用1~2個月,潤滑方法為每班對出窯車加一次油,造成不少麻煩和浪費。
龍騰窯車專用高溫軸承
臨清市龍騰軸承有限公司根據窯車軸承高溫、重載、低速和多粉塵等工況特點,在軸承結構設計中,采用了無保持架、增設裝球缺口的結構,這不僅解決了保持架變形的問題,而且由于裝滿球而提高了軸承的承載力,為使軸承運轉靈活,設計中選用了大游隙。
耐高溫軸承型號
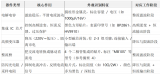
耐高溫軸承的型號與普通軸承不同,大致分為兩種情況:
一種是軸承的材質為軸承鋼制造,經高溫回火處理的。另一種為軸承的零件由耐熱鋼制造。
其中軸承鋼材質高溫軸承后綴代號的含義如下:
后置代號/S0---零件經高溫回火處理,工作溫度可達150℃
后置代號/S1---零件經高溫回火處理,工作溫度可達200℃
后置代號/S2---零件經高溫回火處理,工作溫度可達250℃
后置代號/S3---零件經高溫回火處理,工作溫度可達300℃
后置代號/S4---零件經高溫回火處理,工作溫度可達350℃。
軸承材質由耐熱鋼制造,后綴代號如下:
后置代號:/HN---材料為Cr4Mo4v
后置代號:/HN1---材料為Cr14M04
后置代號:/HN2---材料為Cr15Mo4V
后置代號:/HN3---材料為W18cr4v
龍騰高溫軸承型號有;
970100 970200 970300
970101 970201 970301
970102 970202 970302
970103 970203 970303
970104 970204 970304
970105 970205 970305
970106 970206 970306
970107 970207 970307
970108 970208 970308
970109 970209 970309
970110 970210 970310
970111 970211 970311
970112 970212 970312
970113 970213 970313
970114 970214 970314
970115 970215 970315
970116 970216 970316
970117 970217 970317
970118 970218 970318
970119 970219 970319
970120 970220 970320
970121 970221 970321
970122 970222 970322
970124 970224 970324
970126 970226 970326
970128 970228 970328
970130 970230 970330
970132 970232
970134 970234
970136 970236
970138 970238
龍騰高溫軸承采用Gcr15厚料軸承鋼,G16級鋼球,數控精密對豁,不易掉球。完全滿足于窯車、托輥等環境的使用。 有效地 減少和避免了窯車 停車事故,提高坯件質量。受到了用戶的一致好評!
(運轉世界大國龍騰 龍出東方 騰達天下 龍騰三類調心滾子軸承 劉興邦CA CC E MB MA)
高溫軸承滾珠失效的原因
鋼珠是軸承零件中的關鍵部件,軸承正常轉動時,主要是滾動摩擦,所以對軸承表面完整性有很高的要求,尤其是航空軸承,主要用在轉速快、溫度高等惡劣條件下,對軸承中滾珠的壽命提出了更高的要求,滾珠一旦出現損傷,會對軸承的旋轉精度產生嚴重影響。
某軸承在運行159min時出現異常,拆套后檢查發現1粒滾珠表面存在裂紋,內圈、外圈等處未見明顯異常。
常見滾珠失效現象主要有剝落、磨損、碎裂等,一般滾珠失效都是軸承故障后引起。本次失效軸承運行時間較短,且較早的發現了滾珠表面缺陷,如果發現不及時,軸承再運行一段時間,該滾珠缺陷位置會形成大面積剝落,缺陷會跟著剝落一起脫落,造成剝落源丟失,可以導致對故障的根本原因造成誤判,所以針對類似剝落現象要充分全方面考慮其剝落的根本原因。
分析過程
一、外觀檢查
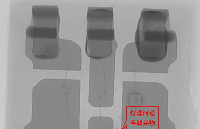
滾珠表面可見一處長條狀裂紋,中間寬、兩頭尖細,長度約為4.6mm寬度約0.6mm,裂紋表面呈淺灰色,其宏觀形貌及局部放大圖如下:
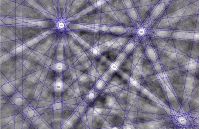
二、微觀觀察
滾珠裂紋呈長條狀(如上圖),對靠近裂紋端部的I區進行觀察。根據形貌特征,將I區分為A、B、C區。A區表面光滑沒有斷口形貌,局部光滑表面有小坑,個別位置還存在擠壓變形留下的條紋,B區有明顯斷裂特征,表面有疲勞擴展產生的條帶,A、B區之間存在明顯的分界線,C區斷裂特征明顯,斷口主要為韌窩(如下圖圖三)。
對裂紋II區進行觀察,斷口中心有明顯的分界,如下圖:對標記位置放大觀察,發現其與I區表面狀態相似均較光滑;其余位置斷裂特征明顯,存在疲勞條帶如下圖。
裂紋表面成分分析
通過對故障滾珠裂紋、完好球面進行成分分析,結果見下表
故障滾珠裂紋區含有o,含量較低,完好球面未檢測到O的存在 。
金相組織觀察
經顯微鏡觀察,故障滾珠裂紋邊緣組織與心部組織無差異,組織均為回火馬氏體+碳化物(圖5)淬回火組織符合標準要求
裂紋位置判定
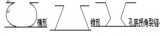
該軸承滾珠采用熱壓成形,熱壓后會形成兩極和一個環帶,成品滾珠經50%鹽酸水溶液,加熱到80℃,洗30min后,可顯現出兩極,缺陷位于一個極的邊緣,具體位置見圖6
硬度檢測
滾珠的硬度檢測結果見下表、硬度均勻,符合技術要求
通過以上分析可知:故障滾珠失效性質為疲勞開裂
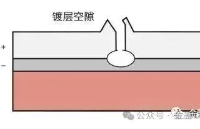
鑄錠中的孔洞在后續加工過程中被拉長、壓扁而保存下來,以微裂紋形式存在于鋼材內部,由于其存在亞表面、接觸應力較大區域,從而成為裂紋源,導致疲勞開裂。
審核編輯:湯梓紅









































 工商網監
工商網監
評論