 熱-力-損傷耦合:航空CFRP制孔缺陷多模態智能檢測的信息融合機理與決策優化
熱-力-損傷耦合:航空CFRP制孔缺陷多模態智能檢測的信息融合機理與決策優化

碳纖維復合材料(Carbon Fiber Reinforced Polymer, CFRP)是以碳纖維為增強體、環氧樹脂等為基體,通過熱壓罐成型、自動鋪絲等工藝制備而成的先進復合材料。該材料憑借其低密度、高比強度、高比模量、耐腐蝕、抗疲勞等優異的力學性能,已成為航空裝備輕量化制造的首選材料。自1967年問世以來,CFRP在航空領域的應用已從襟翼、方向舵等次承力構件逐步擴展至機翼盒段、機身主梁等主承力結構。以新一代大型客機為例,波音B787復合材料的用量高達50%,空客A350XWB更是達到53%,標志著航空結構材料體系已發生根本性變革。相比之下,我國C919大型客機的復合材料設計用量僅為12%,主要集中于尾翼、舵面等部件,與國外先進水平存在顯著差距。正在研制的CR929寬體客機則將復合材料用量目標設定為50%以上,這對復合材料構件的制造質量與檢測可靠性提出了更為嚴苛的要求。
CFRP具有凈成型特性,可通過模壓、鋪放等工藝直接成型復雜航空構件,但在總裝環節仍需通過高鎖螺栓連接實現可靠裝配,這使得制孔加工成為保障結構安全的關鍵工序。然而,復合材料的各向異性與非均質性導致其在鉆削過程中易產生分層、毛刺、撕裂等制孔缺陷。這些缺陷不僅降低材料的服役性能,還會因應力集中引發結構失效,嚴重威脅航空裝備的運行安全。因此,對CFRP制孔缺陷進行精確、高效的檢測,已成為航空復合材料制造領域亟需突破的核心技術問題。
隨著工業智能化轉型的加速,航空復合材料構件檢測面臨新的技術挑戰:一是復雜結構缺陷的識別能力要求高;二是檢測系統的工程精度與運行穩定性需達到工業級標準;三是需要滿足航空復合材料構件的高效批量檢測要求。在此背景下,檢測技術正經歷從傳統無損檢測向智能化機器視覺檢測的范式轉變。本文系統梳理CFRP制孔缺陷的類型與形成機理,深入分析聲發射、超聲、紅外熱成像及X射線CT等無損檢測技術的原理與應用現狀,探討傳統機器視覺與深度學習檢測方法的特性與優劣,闡明多源檢測技術融合的智能檢測體系構建路徑,并對該領域的未來發展方向進行展望,以期為航空復合材料制造領域的高精度、智能化檢測提供理論支撐與技術參考。
一、CFRP制孔缺陷類型及形成機理
1.1 CFRP的材料特性與制孔加工特點
CFRP由有機高分子基體與高性能纖維增強材料復合而成,其力學性能呈現典型的各向異性特征。在微觀尺度上,碳纖維的強度與模量遠高于樹脂基體,二者在切削過程中的變形行為存在本質差異。研究表明,CFRP的切屑形成主要源于材料的脆性斷裂,這與金屬材料的塑性切削機理截然不同。根據纖維方向角的不同,切屑形成可分為層間分離型、纖維切斷型和彎曲剪切型三種模式。這種復雜的切削機理使得CFRP的制孔加工呈現出顯著的力熱耦合效應:鉆削過程中,切削刃與纖維鋪層間的摩擦產生大量熱量,而復合材料導熱性能較差,導致熱量在孔周區域積聚,進而引發基體軟化、熱降解等次生損傷。

1.2 典型制孔缺陷的分類與特征
CFRP制孔過程中產生的缺陷具有多樣性和復合性特征,按缺陷位置與形態可分為以下幾類:
分層缺陷是CFRP制孔中最具危害性的缺陷類型。當鉆削產生的軸向拉應力或剪切應力超過材料的層間結合強度時,鋪層之間發生脫膠分離,形成分層缺陷。根據缺陷位置差異,可分為入口剝離分層與出口推出分層:入口剝離分層發生在鉆頭橫刃接觸材料初期,切削力將待切除材料向上剝離,導致上層區域產生分離;出口推出分層則發生在鉆頭即將鉆出材料時,剩余材料層數減少,軸向力超過層間強度后引發鋪層脫粘。研究表明,出口側分層通常大于入口側分層,且呈橢圓形分布,而深層分層多呈現圓環狀特征。分層缺陷會顯著降低孔周區域的壓縮強度,在裝配過程中因應力集中加速裂紋擴展,使構件疲勞壽命大幅下降。
毛刺缺陷是因材料去除不充分而導致的一類表面損傷,多集中于制孔出口順纖維方向。由于CFRP的脆性特性,纖維在切削過程中并非整齊切斷,而是產生不規則的纖維突出。毛刺的不規則形態會降低裝配表面質量,引發緊固件應力分布不均,加速疲勞失效。毛刺的量化評價較為復雜,部分研究通過測量缺陷面積進行嚴重性評估,另一些則采用比例因子計算方法,尚未形成統一標準。
撕裂缺陷是在逆纖維方向上刀具與材料相互作用力增大導致的纖維剝離或基體開裂現象。當切削方向與纖維方向夾角較大時,刀具對纖維的推擠作用使纖維內部產生垂直于軸線的剪切應力,超過強度極限后纖維斷裂,并在刀具前刀面推擠下沿纖維方向滑移,形成撕裂損傷。撕裂缺陷易引發孔周微裂紋擴展,導致局部應力集中與疲勞壽命衰減,通常采用基于長度或面積的方法評價其嚴重程度。
其他缺陷類型包括孔壁損傷、熱損傷及尺寸/幾何誤差等。孔壁損傷表現為纖維拔出、表面凹坑、樹脂涂覆等微觀形貌異常,會導致裝配接觸應力分布不均;熱損傷源于基體與纖維熱膨脹系數的差異,引發微裂紋擴展與材料性能退化;尺寸誤差與幾何誤差則直接影響航空構件的裝配精度與服役穩定性。
二、CFRP制孔缺陷無損檢測技術
無損檢測(Non-Destructive Testing, NDT)技術可在不損傷材料結構完整性的前提下,利用光、聲、電磁等物理場與缺陷的相互作用,實現對材料表面及內部缺陷的有效識別。針對CFRP制孔缺陷的檢測需求,目前已形成聲發射、超聲檢測、紅外熱成像、X射線CT等成熟技術體系。
2.1 聲發射檢測技術
聲發射檢測利用材料受應力或變形時釋放的彈性應力波實現缺陷的實時定位與表征。當CFRP內部發生基體開裂、纖維斷裂、分層擴展等損傷時,會釋放出具有特定頻率與幅值的應力波信號,經聲發射傳感器轉換為電信號后,通過波形分析即可識別損傷類型與程度。
研究表明,不同損傷類型對應的聲發射信號幅值存在顯著差異:基體開裂對應的應力波幅值為40~60 dB,脫粘為50~70 dB,分層為60~80 dB,纖維斷裂則高達80~100 dB。這一差異為多類損傷的區分提供了物理基礎。近年來,模態聲發射分析與多源信息融合成為該技術的突破方向:前者通過解析蘭姆波模態的頻散特性,實現不同傳播模式應力波的解耦,將缺陷定位精度提升至亞毫米級;后者通過聲發射、振動和切削力等多傳感器數據協同,構建跨物理場關聯模型,降低制孔缺陷的誤判率。
在航空工程實踐中,美國已采用聲發射系統實現C-130運輸機機身、F-15戰斗機主梁螺栓孔微裂紋的高精度監測;俄羅斯建立聲發射監測網絡,成功識別飛機翼梁斷裂、蒙皮分層等85%以上典型損傷。然而,聲發射檢測技術仍依賴人工經驗判讀,自動化程度不足,且僅適用于動態承載工況檢測場合。

2.2 超聲檢測技術
超聲檢測基于超聲波在材料內部傳播時遇到缺陷產生回波的原理,通過對回波信號的分析獲得缺陷位置、類型與尺寸信息。該技術具有穿透能力強、靈敏度高等優點,已成為航空復合材料結構缺陷檢測的主要手段。
隨著技術發展,超聲檢測衍生出多種先進方法。空氣耦合超聲檢測以空氣為介質實現非接觸式檢測,避免耦合劑污染,但受限于空氣與材料間的高聲阻抗差異,信號衰減顯著;相控陣超聲檢測通過電子聚焦陣列探頭動態調控聲束角度與焦點深度,具備高分辨率三維成像能力;激光超聲檢測利用激光脈沖激發聲波,可達納米級檢測精度,但對表面粗糙度敏感。研究表明,采用優化的聲線追蹤算法可將CFRP多層板構件中孔缺陷的定位誤差控制在0.3 mm以內,陣列性能指標降至0.47。
在航空制造領域,波音777X復合材料翼梁采用相控陣超聲自動流水線系統實現孔周分層與纖維斷裂的精準量化。然而,該技術面臨對操作者經驗依賴度高、材料各向異性導致信噪比低等問題。CFRP的彈性各向異性使超聲波傳播速度隨方向變化,影響成像質量與缺陷定位精度。超聲檢測技術的優勢在于高靈敏度與標準化體系,局限性在于需要耦合劑且對薄層結構的多重反射信號解析復雜。

2.3 紅外熱成像檢測技術
紅外熱成像檢測分為主動式和被動式兩類。對于CFRP制孔缺陷,通常采用主動紅外熱成像技術:通過可控熱源對物體表面施加熱能,利用內部缺陷導致的熱傳導差異形成表面溫度異常,經紅外探測器捕捉并轉換為熱圖像后,通過分析溫度場分布及動態變化規律實現缺陷檢測。
脈沖熱成像技術利用毫秒級高能閃光燈對材料表面進行瞬時加熱,記錄冷卻過程中的溫度場分布差異,檢測速率高但易漏檢;鎖相熱成像以調制激光或鹵素燈進行周期性熱激勵,通過鎖相放大提取特定頻率的熱響應信號,可識別亞表面級缺陷,但檢測耗時較長。研究表明,采用瞬態鎖相熱成像技術可有效消除加熱不均勻影響,是一種快速、穩健的CFRP次表面缺陷無損檢測方法。線激光紅外熱成像技術結合溫度矩陣差分成像與主成分分析算法,可實現CFRP夾層分層缺陷的有效表征。
紅外熱成像檢測的精度受多種因素影響:環境溫度、背景反射和表面發射率等環境條件;材料的各向異性與非均勻熱傳導特性;缺陷的尺寸、深度和厚度;熱像儀的分辨率、光譜范圍和探測器類型等。高分辨率中波紅外相機在檢測亞表面缺陷時能達到最佳缺陷對比度。美國TWI公司開發的便攜式紅外熱成像系統已獲多家航空公司認可,用于波音747機身剝落檢測及EC飛機螺旋槳裂紋檢測。

2.4 X射線CT成像檢測技術
X射線CT成像檢測基于材料中缺陷、基體、纖維等組分對X射線的線性吸收系數差異,通過計算機技術獲得具有不同灰度級別的三維掃描圖像,實現對缺陷信息的觀察與檢測。該技術憑借微米級分辨率與三維重構能力,可實現航空復合材料構件內部孔隙率及缺陷的高精度量化檢測。
研究表明,采用濾波反投影算法從X射線投影中重建三維體積圖像,可有效提高CFRP孔缺陷檢測精度。通過對沖擊損傷試件的CT數據分析,可獲得分層間距、孔隙尺寸分布、纖維拔出和斷裂特征等缺陷信息。當前研究聚焦于深度學習算法優化CT圖像重建,以及結合多模態檢測技術在線捕捉CFRP制孔過程中亞表面裂紋的萌生與擴展行為。
X射線CT成像在航空領域已形成覆蓋低能、中能、高能的全譜系檢測能力。然而,該技術仍存在局限:X射線輻射需嚴格管控,限制移動檢測場景應用;大型復合材料構件掃描效率低、視野范圍有限。隨著高幀率探測器的發展,未來有望突破大型復合材料構件原位掃描效率限制,實現機翼、機身等大尺寸部件的快速三維缺陷重構。

三、CFRP制孔缺陷機器視覺檢測技術
機器視覺檢測技術主要通過成像、信息處理和執行單元對目標進行檢測,憑借高精度圖像識別與自動化分析,有效克服人工檢測效率低、一致性差等問題。基于算法架構差異,可分為傳統機器視覺檢測與深度學習檢測兩大類。
3.1 基于傳統機器視覺的缺陷檢測
傳統機器視覺檢測技術依賴圖像處理和計算機算法完成缺陷檢測,主要包括圖像預處理、分割、特征提取等步驟。在CFRP制孔缺陷檢測中,圖像預處理通過中值濾波與高斯濾波實現圖像去噪,結合直方圖均衡化增強孔壁與背景的灰度對比度,并通過拉普拉斯算子或Canny邊緣檢測銳化加工損傷輪廓。圖像分割階段根據灰度、邊緣或紋理特征分離缺陷與背景:閾值分割法可快速提取孔位偏差等高對比缺陷;邊緣分割法精準定位毛刺、裂紋等輪廓損傷;區域分割法基于紋理相似性識別分層或撕裂等彌散性缺陷。特征提取階段通過量化缺陷的幾何、紋理及頻域特性支撐分類決策。
研究表明,采用基于極坐標映射的圖像處理方法可提升CFRP制孔毛刺識別評價便利性,建立基于偽頻譜的成孔輪廓參數化評價方法,通過自然坐標系下輪廓曲線切向量方向角函數偽頻譜量化毛刺。傳統機器視覺檢測技術已在航空領域獲得應用:空客公司開發的無人機檢測系統搭載激光雷達與多光譜相機,通過自主導航對機身進行全覆蓋掃描;中國飛機強度研究所針對C919全機結構周期性檢測需求,研發5G離朱巡檢系統,實現0.2 mm以上損傷的檢出與定量測量。然而,該技術在應用中存在檢測精度受環境因素影響、對于復雜或微小缺陷檢測效果不佳等局限性。
3.2 基于深度學習的缺陷檢測
基于深度學習的CFRP制孔缺陷檢測技術利用具有圖像特征提取和分類識別功能的網絡模型對數據集進行大量訓練,通過不斷優化模型提高檢測精度與效率。該方法憑借自適應特征提取、強抗干擾能力以及高效自動化識別等優勢,克服傳統機器視覺因材料各向異性、微米級缺陷特征微弱等導致的誤檢與漏檢問題。
目前CFRP制孔缺陷檢測主要基于監督學習方法,通過訓練大量標注樣本構建檢測模型。分類網絡(如AlexNet、GoogLeNet、ResNet)構建多層次非線性映射模型對缺陷特征進行分類;檢測網絡分為雙階段模型(R-CNN、Faster R-CNN)與單階段模型(YOLO、SSD),前者通過生成候選區域與精細化分類實現高精度檢測,后者直接預測缺陷位置與類別,檢測速度更快;分割網絡包括語義分割(FCN、U-Net)與實例分割(Mask-RCNN、SOLO),實現像素級缺陷識別。
在應用研究中,針對CFRP小孔徑鉆孔內壁缺陷檢測,研究者開發了集成等腰棱鏡折射成像與閉環電子控制平臺的自動化檢測系統,結合改進的YOLOv5s-CCE模型,實現不同孔徑和深度下的高精度微米級視覺檢測,平均精度均值達到94.7%。另有研究通過增強YOLOv8模型,引入輕量級模塊和優化損失函數,在CFRP混凝土表面缺陷檢測中實現了86.8%的準確率和87.9%的平均精度均值,模型大小僅為6.2M,適合資源受限的邊緣設備部署。針對CFRP渦流檢測中裂紋、分層和低速沖擊損傷的多目標識別難題,研究者開發EDC-YOLO模型實現飛機復合材料緊固孔缺陷的準確分類與識別。
深度學習技術在航空復合材料缺陷檢測領域已展現出顯著潛力,但其檢測可靠性高度依賴訓練數據集的質量與規模。航空復合材料缺陷樣本獲取困難、標注成本高昂,導致小樣本問題突出,制約了深度學習模型的泛化能力。
四、多源檢測技術融合與智能檢測體系
4.1 各檢測技術的性能對比分析
CFRP制孔缺陷檢測領域中,各類技術呈現出差異化的性能特征與應用適配性。基于多物理場耦合機理的無損檢測技術可精準定位內部缺陷的幾何特征:超聲檢測具有深穿透能力和高分辨率,適用于內部缺陷定量檢測,但在復合材料中信號衰減明顯且需要耦合劑;聲發射技術支持實時監測,能夠捕捉動態損傷過程,但信號解析依賴主觀經驗且易受噪聲干擾;紅外熱成像可實現快速非接觸大面積檢測,但檢測深度有限且依賴熱對比度;X射線CT可提供高分辨率內部三維成像,但設備成本高、存在輻射危害且檢測效率低。
傳統機器視覺通過輕量化算法架構實現高效檢測,但其難以應對CFRP各向異性導致的復雜紋理干擾,對分層、纖維斷裂等內部缺陷的識別精度不足。深度學習技術通過端到端建模自動提取缺陷特征,在復雜背景下表現出優異的魯棒性,然而其模型訓練對數據集質量與數量要求高。從工業化適配性維度分析,三類技術呈現“效率、精度、成本”的不可調和性,單一檢測技術難以滿足航空復合材料檢測領域的嚴苛要求。
4.2 多源檢測技術融合的智能檢測體系
針對CFRP制孔缺陷檢測技術的瓶頸,當前研究提出將多檢測技術進行融合,構建集數據采集、特征提取、智能分析于一體的智能檢測體系。該體系通過三個層次實現技術協同:
首先,基于無損檢測技術實現CFRP制孔缺陷的多模態數據采集。綜合運用視覺成像、超聲信號和紅外熱成像等多種傳感器,對缺陷進行全面采集,形成涵蓋幾何形貌、紋理特征、內部損傷及微觀結構的高質量多模態數據集。超聲相控陣可提供內部分層的三維分布,紅外熱成像可揭示熱擴散異常區域,光學成像則捕獲表面毛刺與撕裂的精細形貌。
其次,引入傳統機器視覺進行自動化缺陷初篩與特征量化。通過多尺度紋理分析增強紋理特征提取能力,結合自適應閾值分割減少光照干擾,采用亞像素級邊緣檢測提高輪廓精度。研究表明,結合極坐標映射的圖像處理方法可有效提升CFRP制孔毛刺的識別與量化效率。
最后,通過深度學習檢測技術對數據集進行訓練與學習。憑借其強大的非線性特征提取能力,自動挖掘傳統技術難以捕捉的深層次特征,彌補傳統機器視覺對CFRP復雜缺陷形態特征提取能力的不足。多模態數據融合使深度學習模型能夠同時利用不同物理場的互補信息,顯著提升檢測的準確性與魯棒性。
4.3 多源檢測技術融合的應用實例
在CFRP制孔缺陷智能檢測領域,多源檢測技術融合已取得顯著進展。針對復合材料螺栓連接處易產生裂紋與分層損傷且螺栓常處于預緊不可拆卸狀態的技術難點,研究者創新性地采用超聲紅外熱波檢測法,結合自適應熱圖對比度增強算法與K均值聚類圖像分割算法,在預緊力條件下實現損傷區域的精準提取,檢測效率較傳統方法提升5倍。
另有研究開發了基于多光譜成像與U-Net架構的深度全卷積網絡,通過自動化端效應器采集孔周多光譜圖像,采用改進型圖像融合算法構建復合特征圖,最終實現孔輪廓、損傷區域及裂紋線的像素級語義分割,模型輸出與金相檢測結果的空間一致性達94.6%。聚焦超聲檢測智能化,研究者構建包含12類缺陷的復合材料超聲A掃描信號數據庫,設計基于一維卷積神經網絡的分類模型,通過數據增強使模型檢測精度達到92.7%。
基于深度學習與紅外檢測的復合材料損傷智能識別方法,通過紅外熱成像技術捕獲材料表面及近表面的熱響應特征,設計1D-YOLOv4網絡實現紅外圖像和紅外信號的智能融合檢測,在碳纖維復合材料樣本中實現98.3%的損傷識別準確率。采用X射線無損檢測收集航空復合材料圖像樣本作為目標域,構建深度遷移學習神經網絡,模型檢測精度達96.7%,顯著降低對標注數據量的依賴,可快速適配不同工藝批次航空復合材料的在線檢測需求。這些應用實例表明,多源信息融合的智能檢測技術通過多技術協同與信息互補,能夠突破單一檢測技術的瓶頸,滿足航空復合材料制造的高精度、高效率、智能化檢測需求。
五、CFRP在航空航天領域的應用現狀
CFRP在航空航天領域的應用深度與廣度已成為衡量航空裝備先進性的重要標志。在軍用航空領域,CFRP已逐步取代鈦、鋁、鎂合金,成為戰斗機機體、武裝直升機旋翼等核心結構的主導材料。第四代戰斗機的復合材料用量普遍達到20%-30%,而第五代戰斗機如F-22和F-35的復合材料用量分別達到24%和35%,主要用于機翼蒙皮、尾翼、進氣道等主承力結構。
在民用航空領域,復合材料的應用經歷了從次承力構件到主承力構件的跨越式發展。空客A380的復合材料用量約32噸,占結構總量的15%。波音B787的機身筒段、機翼盒段等主結構均采用CFRP制造,復合材料用量高達50%,使其成為世界上第一款以復合材料為主結構的民用客機。空客A350XWB更進一步,復合材料用量達到53%,機身蒙皮、框架、縱梁等主要結構均由CFRP制成。這種設計使飛機重量顯著減輕,燃油效率大幅提升,同時避免了金屬機身的疲勞與腐蝕問題。
我國航空復合材料的應用水平與國外存在差距。C919大型客機的復合材料設計用量為12%,主要應用于水平/垂直尾翼、方向舵、襟翼、縫翼等次承力部件。正在與俄羅斯聯合研制的CR929寬體客機,將復合材料用量目標設定為50%以上,這對我國復合材料構件設計、制造與檢測技術提出了更高要求。
除飛機結構外,CFRP在航天器中也獲得廣泛應用。合成孔徑雷達天線、衛星波導組件、火箭發動機殼體等關鍵部件均采用CFRP制造。以歐洲航天局的ROSE-L雷達任務為例,其采用電化學金屬化CFRP技術生產了2880個鍍銅CFRP環,應用于兩顆衛星的雷達天線。即將實施的Sentinel-1 Next Generation任務將在12米長的天線輻射器中集成超過800個CFRP波導組件。這種批量化的空間應用展示了CFRP在滿足嚴苛空間環境要求方面的成熟度,也為復合材料的標準化制造與檢測提供了實踐基礎。
六、挑戰與展望
6.1 當前技術面臨的主要挑戰
CFRP制孔缺陷檢測技術雖取得顯著進展,但仍面臨諸多挑戰。首先,材料的各向異性導致其在不同方向上的密度、彈性模量和導波特性存在顯著差異,增加缺陷檢測的復雜性。超聲檢測中聲速的各向異性影響成像質量與缺陷定位精度;紅外熱成像中熱傳導的各向異性使熱波傳播路徑復雜化,降低缺陷深度量化的準確性。
其次,缺陷嚴重程度評估缺乏統一標準。尤其在毛刺缺陷量化中,部分研究通過測量缺陷面積進行嚴重性評估,另一些則采用比例因子計算方法。分層因子的定義也存在多種變體,導致不同研究結果難以直接比較,削弱了檢測結果的工程指導價值。
第三,深度學習檢測面臨小樣本問題。航空復合材料構件成本高、制造周期長,缺陷樣本獲取困難,標注數據有限。小樣本條件下訓練的模型泛化能力不足,難以適應不同工藝批次、不同結構形式的檢測需求。
第四,當前檢測主要針對加工后的缺陷進行靜態評估,難以滿足航空制造實時工藝反饋與動態優化的需求。制孔過程中缺陷的動態形成機制尚不清晰,工藝參數-缺陷特征-檢測結果之間的關聯模型有待建立。
6.2 未來發展方向
針對上述挑戰,CFRP制孔缺陷檢測技術可從以下路徑實現突破:
開發各向異性自適應檢測算法。亟須開發適應CFRP特性的高魯棒性檢測算法,考慮材料各向異性對物理場傳播的影響,建立各向異性介質中的缺陷響應模型。結合多模態信息融合技術,綜合利用超聲、紅外、視覺等不同物理場的互補信息,提升檢測的精度、效率和穩定性。
構建標準化的缺陷分級體系。建立統一的缺陷嚴重程度評估標準,明確分層、毛刺、撕裂等典型缺陷的量化指標與分級閾值。完善缺陷檢測的術語定義、試樣制備、檢測流程和結果表征等標準規范,提升檢測結果的可比性與工程指導價值。
優化小樣本條件下的深度學習檢測方法。引入遷移學習,利用相似領域的大規模預測模型進行知識遷移;采用生成對抗網絡擴充訓練樣本數量,提升模型的泛化能力。同時優化算法設計,采用多尺度特征融合、注意力機制和更適配的損失函數以改善檢測效果。
實現制孔過程的在線智能監測。聚焦制孔缺陷動態形成機制,研究切削參數、刀具磨損與缺陷萌生擴展的關聯規律,構建工藝參數-缺陷特征-檢測結果的關聯模型。結合多源信息融合技術實現制孔缺陷的在線智能監測,推動檢測系統與自動化產線融合,開發“制孔-檢測-反饋-優化”閉環控制方案,為航空復合材料構件的高效制造與安全運行提供核心支撐。
&注:此文章內使用的圖片部分來源于公開網絡獲取,僅供參考使用,配圖作用于文章整體美觀度,如侵權可聯系我們刪除,如需進一步了解公司產品及商務合作,請與我們聯系!!

湖南泰德航空技術有限公司于2012年成立,多年來持續學習與創新,成長為行業內有影響力的高新技術企業。公司聚焦高品質航空航天流體控制元件及系統研發,深度布局航空航天、船舶兵器、低空經濟等高科技領域,在航空航天燃/滑油泵、閥元件、流體控制系統及航空測試設備的研發上投入大量精力持續研發,為提升公司整體競爭力提供堅實支撐。
公司總部位于長沙市雨花區同升街道匯金路877號,株洲市天元區動力谷作為現代化生產基地,構建起集研發、生產、檢測、測試于一體的全鏈條產業體系。經過十余年穩步發展,成功實現從貿易和航空非標測試設備研制邁向航空航天發動機、無人機、靶機、eVTOL等飛行器燃油、潤滑、冷卻系統的創新研發轉型,不斷提升技術實力。
公司已通過 GB/T 19001-2016/ISO 9001:2015質量管理體系認證,以嚴苛標準保障產品質量。公司注重知識產權的保護和利用,積極申請發明專利、實用新型專利和軟著,目前累計獲得的知識產權已經有10多項。湖南泰德航空以客戶需求為導向,積極拓展核心業務,與國內頂尖科研單位達成深度戰略合作,整合優勢資源,攻克多項技術難題,為進一步的發展奠定堅實基礎。
湖南泰德航空始終堅持創新,建立健全供應鏈和銷售服務體系、堅持質量管理的目標,不斷提高自身核心競爭優勢,為客戶提供更經濟、更高效的飛行器動力、潤滑、冷卻系統、測試系統等解決方案。
-
航空
+關注
關注
2文章
995瀏覽量
28554 -
智能檢測
+關注
關注
0文章
146瀏覽量
13904 -
復合材料
+關注
關注
2文章
271瀏覽量
13836
發布評論請先 登錄
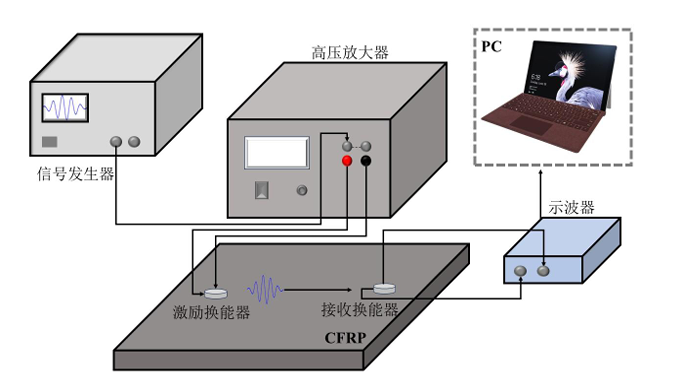
電壓放大器在CFRP板沖擊損傷檢測的實驗研究中的應用

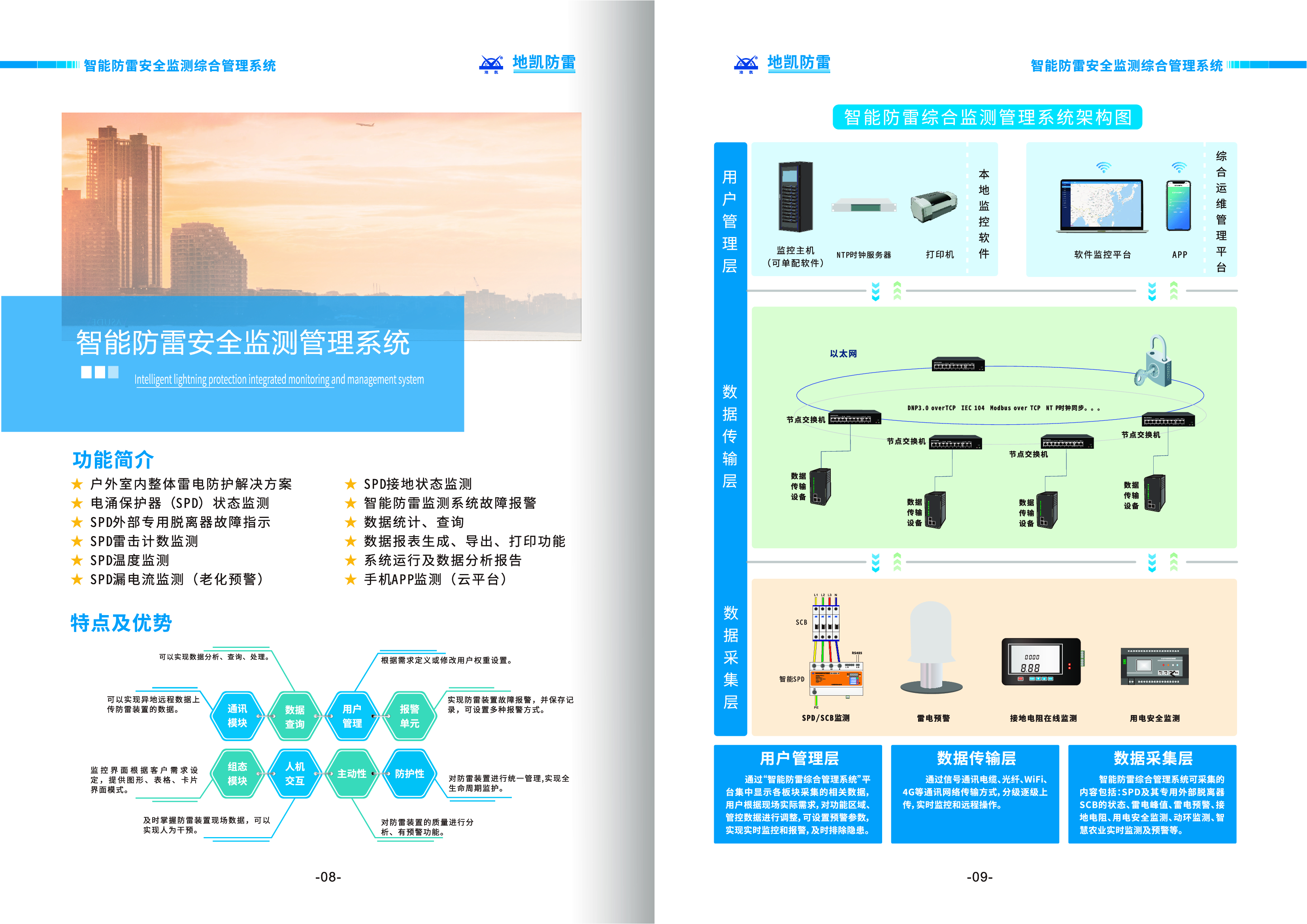
多源信息融合的智能防雷在線監測系統方案
RK3576驅動高端顯控系統升級:多屏拼控與AI視覺融合解決方案
電壓放大器在CFRP板通孔缺陷E-RAPID成像實驗研究中的應用
米爾RK3576部署端側多模態多輪對話,6TOPS算力驅動30億參數LLM
ATA-2041高壓放大器精準賦能空耦超聲技術實現CFRP板檢測與研究

商湯科技多模態通用智能戰略思考
具身智能機器人在檢驗檢測實驗室應用的技術路徑探討
商湯日日新SenseNova融合模態大模型 國內首家獲得最高評級的大模型
ATA-2041高壓放大器在CFRP板分層缺陷的空耦超聲原位測量中的應用
鋰電池熱失控原理及安全檢測技術解析
海康威視發布多模態大模型AI融合巡檢超腦
移遠通信智能模組全面接入多模態AI大模型,重塑智能交互新體驗
移遠通信智能模組全面接入多模態AI大模型,重塑智能交互新體驗




 工商網監
工商網監
評論