 自動化焊接倍福CX系列PLC和焊接機器人通過協議轉換網關進行通訊去控制DeviceNet從站設備案例
自動化焊接倍福CX系列PLC和焊接機器人通過協議轉換網關進行通訊去控制DeviceNet從站設備案例


一、 案例背景與項目痛點
項目背景
某跨國油氣管道建設項目中,管道預制廠需實現大規模管道接頭的自動化焊接。項目采用倍福CX系列PLC作為主控制系統,通過EtherCAT總線實現對焊接變位機、輸送線等外圍設備的精準同步控制。焊接核心工藝由多臺高性能焊接機器人承擔,這些機器人采用DeviceNet現場總線協議,用于接收焊接參數指令及反饋實時狀態。
面臨痛點
1.協議異構,系統難以集成:倍福PLC基于EtherCAT協議,而焊接機器人采用DeviceNet協議,兩者無法直接通信,形成"控制孤島"。
2.工藝協同性差:焊接機器人與變位機、輸送線等設備無法實現毫秒級同步,導致焊接起始位置偏差,影響焊縫質量。
3.參數調整滯后:焊接參數(電流、電壓、速度)需通過機器人示教器單獨設置,無法根據管材厚度、坡口形式實時調整,工藝靈活性不足。
4.狀態監控缺失:機器人焊接狀態、故障報警等信息無法實時上傳至中央監控系統,故障響應時間長,影響產線連續運行。
5.數據追溯困難:焊接過程參數無法與管道編號、焊工信息等綁定記錄,難以滿足嚴格的質量追溯要求。
二、 解決方案:捷米特JM-ECT-DNTM協議轉換網關
網關功能特性
捷米特JM-ECT-DNTM是一款專業級協議轉換網關,具備以下核心功能:
1.雙向協議透明轉換:在EtherCAT側作為從站,在DeviceNet側作為主站,實現兩種協議數據的實時雙向轉換。
2.高速數據采集能力:作為高性能數據采集器,支持≤1ms的數據交換周期,滿足焊接工藝對實時性的苛刻要求。
3.靈活數據映射配置:提供圖形化配置軟件,支持I/O點位、寄存器的自由映射,最大支持512字節輸入/512字節輸出。
4.多重故障診斷機制:具備斷線檢測、數據校驗、狀態指示燈等診斷功能,支持快速故障定位。
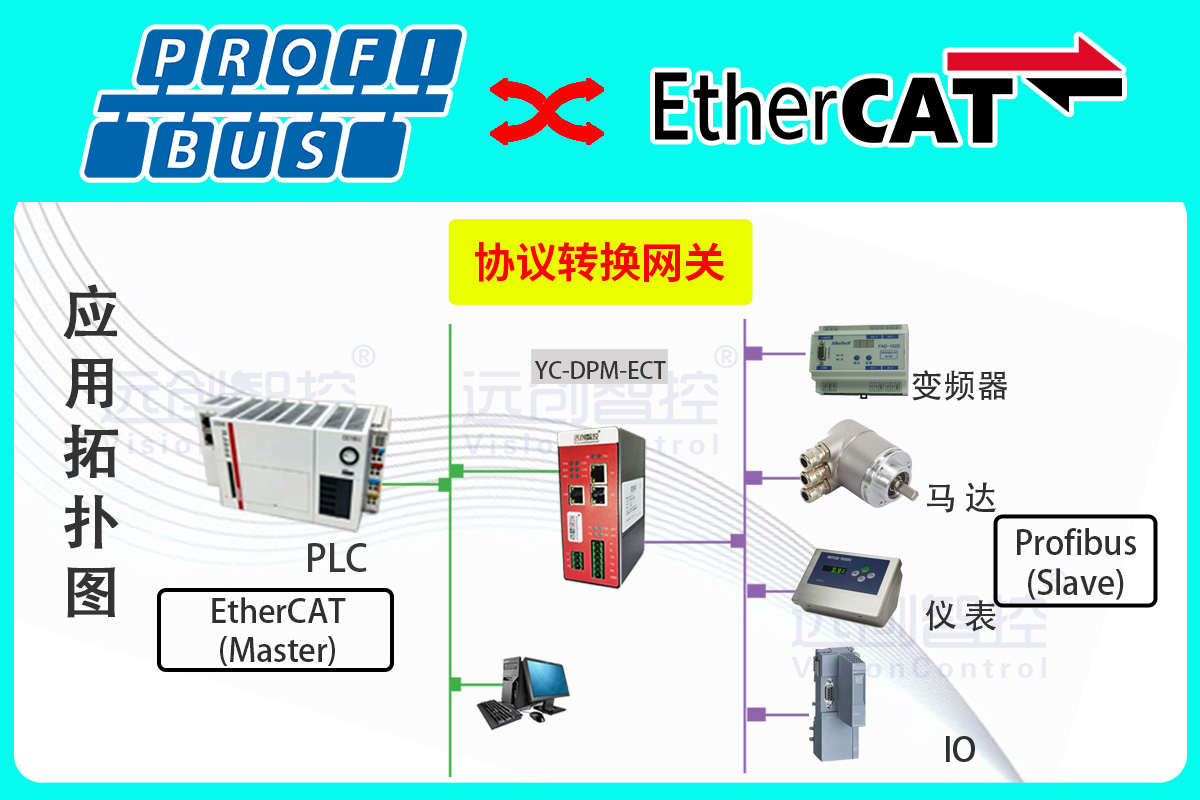
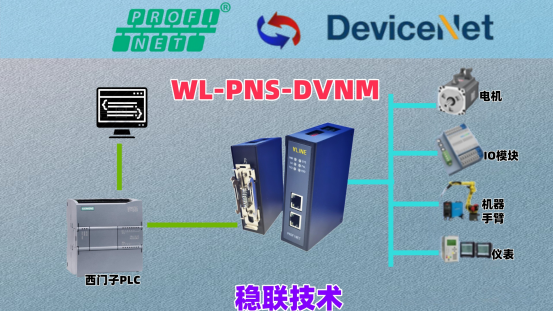
系統拓撲架構
三、 實施過程
第一階段:系統設計與規劃
1.需求分析:確定需要交換的數據類型,包括機器人控制命令(啟動/暫停/急停)、焊接參數(電流、電壓、速度)、狀態反饋(位置、報警、完成信號)等。
2.網絡規劃:設計EtherCAT與DeviceNet網絡拓撲,確定網關安裝位置,規劃IP地址與節點地址。
3.安全評估:制定安全聯鎖方案,確保急停信號等安全數據的可靠傳輸。
第二階段:硬件安裝與配置
1.網關安裝:將JM-ECT-DNTM工業網關模塊安裝在控制柜內,連接24VDC電源。
2.網絡連接:
EtherCAT側:通過標準網線接入倍福PLC的EtherCAT環網
DeviceNet側:通過5芯屏蔽電纜連接焊接機器人,配置終端電阻
3.物理接線檢查:檢查所有接線端子緊固性,測量網絡終端電阻值(121Ω±1%)。
第三階段:軟件配置與映射
1. EtherCAT配置:
在TwinCAT環境中導入網關ESI文件
添加EtherCAT從站設備,配置PDO映射
分配輸入區(IN)地址:%IW100-200,輸出區(OUT)地址:%QW100-200
2. DeviceNet配置:
使用捷米特配置軟件設置網關為DeviceNet主站
設置網絡波特率:500Kbps
掃描并配置各從站設備:
機器人1:節點地址10,輸入8字節/輸出8字節
機器人2:節點地址11,輸入8字節/輸出8字節
焊接電源:節點地址12,輸入16字節/輸出16字節
3.數據映射配置:
映射表示例
EtherCAT_OUT[0] → DeviceNet_IN[10][0] 機器人1啟動命令
EtherCAT_OUT[1] → DeviceNet_IN[10][1] 機器人1焊接模式
EtherCAT_OUT[2:3]→ DeviceNet_IN[12][0:1]焊接電流設定值
DeviceNet_OUT[10][0]→ EtherCAT_IN[0] 機器人1準備就緒
DeviceNet_OUT[10][1]→ EtherCAT_IN[1] 機器人1報警代碼
DeviceNet_OUT[12][0:1]→ EtherCAT_IN[2:3] 實際焊接電流
第四階段:系統調試與優化
1.通訊測試:逐步測試每個數據點的讀寫功能,驗證映射準確性。
2.同步性測試:測試機器人啟動與變位機旋轉的同步精度,調整EtherCAT周期時間。
3.長時間運行測試:進行72小時連續運行測試,監控通訊穩定性。
4.工藝參數優化:基于實際焊接效果,優化參數傳遞邏輯。
四、 應用效果對比
五、 行業推廣前景
基于本項目的成功實踐,該解決方案在以下行業具有廣闊應用前景:
行業特點:焊接工藝多(極耳焊接、殼體焊接),質量控制嚴格
應用價值:實現焊接機器人與檢測設備、物流系統的實時數據交換,提升電芯一致性
市場前景:預計2025年鋰電池產能超2000GWh,自動化焊接需求旺盛
2.新能源汽車車身焊接
行業特點:多車型混線生產,節拍要求高,焊點數量多
應用價值:實現數百臺焊接機器人的集中控制和參數管理
技術趨勢:向柔性化、智能化焊接線發展
3.鋼結構智能制造
行業特點:構件尺寸大,焊接位置復雜,標準化程度提升
應用價值:解決大型構件多機器人協同焊接的通訊難題
政策驅動:裝配式建筑比例要求提升至30%以上
4.船舶海洋工程
行業特點:厚板焊接多,工藝復雜,質量要求極高
應用價值:實現焊接參數與坡口跟蹤的自適應調整
發展機遇:綠色船舶建造帶來設備升級需求

六、 技術總結與展望
本項目通過捷米特JM-ECT-DNTM協議轉換網關的成功應用,實現了三大突破:
技術創新點
1.架構創新:采用"EtherCAT從站+DeviceNet主站"架構,最小化對原有系統的改動
2.性能突破:實現≤1ms的實時數據交換,滿足高速焊接的同步要求
3.功能擴展:網關的智能網關屬性支持未來向邊緣計算和云平臺延伸
經濟效益分析
行業啟示
在工業互聯網快速發展的今天,工業網關已從簡單的協議轉換器進化為智能制造的神經網絡節點。捷米特JM-ECT-DNTM網關模塊在本項目中的應用表明:
1.標準化是基礎:通過網關實現不同品牌設備的標準化接入
2.實時性是關鍵:工業場景對數據時效性的要求不容妥協
3.開放性面向未來:支持物聯網協議擴展,保護投資長期價值
管道焊接項目的成功實施證明,選擇合適的協議轉換網關和數據采集器,是破解工業設備互聯互通難題、邁向智能制造的務實而高效的路徑。這種以數據驅動工藝優化的模式,將在更多高端制造領域復制推廣,為中國制造向中國智造轉型升級提供堅實的技術支撐。
《具體內容配置過程及其他相關咨詢請與武工留言交流
審核編輯 黃宇
-
機器人
+關注
關注
213文章
31311瀏覽量
223368 -
plc
+關注
關注
5053文章
14728瀏覽量
488121
發布評論請先 登錄
庫卡機器人焊接線改造:疆鴻智能PROFINET轉DeviceNet網關立奇功

疆鴻智能EtherCAT轉DeviceNet,發那科機器人融入倍福的“焊接紅娘”

自動化生產線中AB PLC通過協議轉換網關和DeviceNet協議的機器人進行通訊案例

管道焊接項目中匯川PLC通過EtherNet/IP轉EtherCAT模塊與焊接機器人進行通訊解決方案

智慧港口倍福PLC和歐姆龍CJ2M系列PLC通過協議轉換網關進行通訊去控制DeviceNet從站設備案例

Profibus DP?轉 DeviceNet:網關破解汽車焊接車間 DCS?與馬保協議異構難題

智能化機器人焊接產線西門子1500系列PLC通過Profinet轉CANopen模塊和多個伺服電機進行通訊案例

Profibus DP轉EtherCAT 協議轉換網關:破解車身焊接產線變頻器與 PLC 協議異構的通訊方案
工業顯示器在焊接機器人中的應用




 工商網監
工商網監
評論