 Profibus DP轉EtherCAT 協議轉換網關:破解車身焊接產線變頻器與 PLC 協議異構的通訊方案
Profibus DP轉EtherCAT 協議轉換網關:破解車身焊接產線變頻器與 PLC 協議異構的通訊方案

一、項目背景與行業痛點
某合資汽車制造商的車身焊接車間,承擔轎車白車身焊接、焊點檢測、工位轉運等核心工序,產線自動化設備存在多協議異構問題,嚴重制約生產效率與工藝精度:
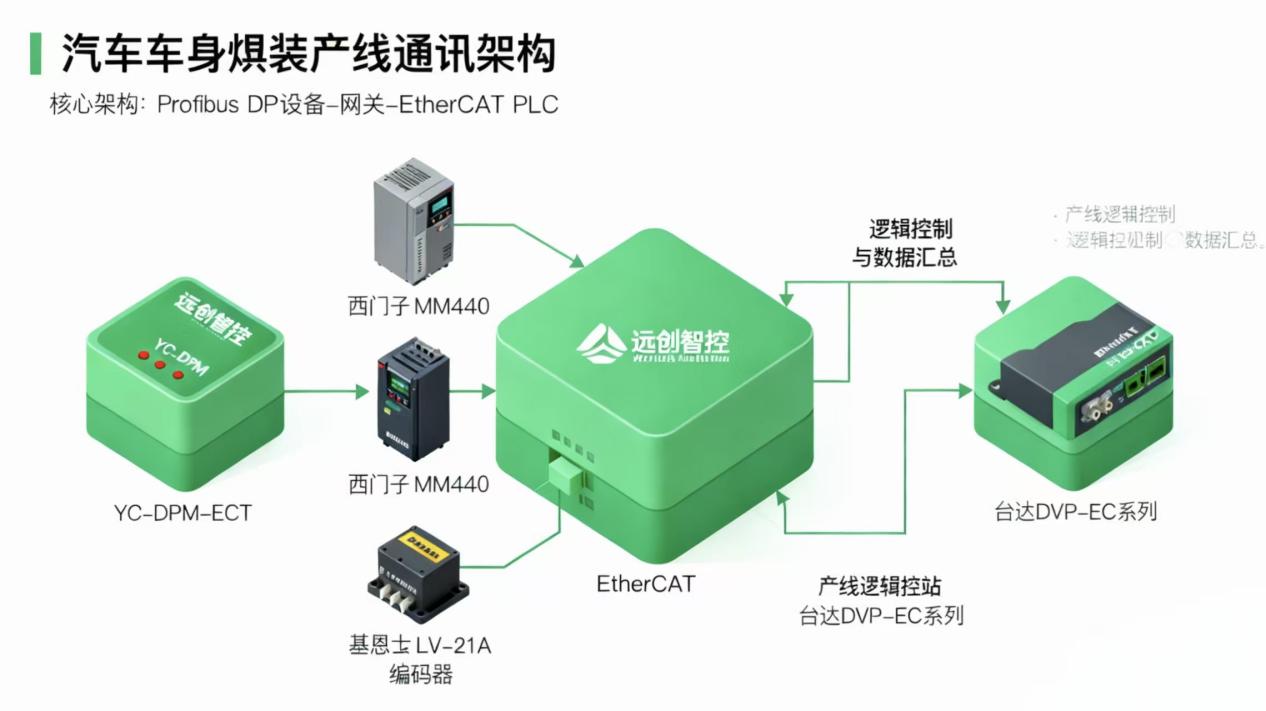
EtherCAT主站設備:采用臺達 DVP-EC 系列 PLC(EtherCAT 主站),負責焊接機器人軌跡控制、焊槍壓力調節、工位聯動邏輯調度,需實時獲取變頻器轉速、編碼器位置等底層設備數據,支撐車身焊接 ±0.1mm 的精度要求;
Profibus DP從站設備:部署 12 臺西門子 MM440 系列變頻器(驅動焊接工位輸送輥道)、8 臺基恩士 LV-21A 編碼器(定位車身輸送位置)、4 臺松下步進機(控制焊槍微調機構),均僅支持 Profibus DP 協議,無法直接接入 EtherCAT 網絡。
核心通訊痛點:
協議壁壘導致數據斷層:PLC 的 EtherCAT 協議與變頻器、編碼器的 Profibus DP 協議不兼容,需人工通過變頻器調試軟件讀取轉速數據,導致輥道輸送速度偏差超 5%,車身定位不準引發焊接錯位,次品率達 3.2%;
控制延遲影響產線節拍:PLC無法通過實時數據觸發設備動作(如編碼器檢測到車身到位后,需人工下發 “變頻器停機” 指令),工序銜接延遲超2秒,產線每小時僅完成15臺車身焊接,低于設計產能20臺/小時;
系統整合難度大:運維人員需同時操作 PLC 編程軟件、變頻器管理平臺、編碼器調試工具,當出現焊接錯位故障時,需逐一排查多套系統,故障定位耗時超 40 分鐘,產線稼動率僅 85%。
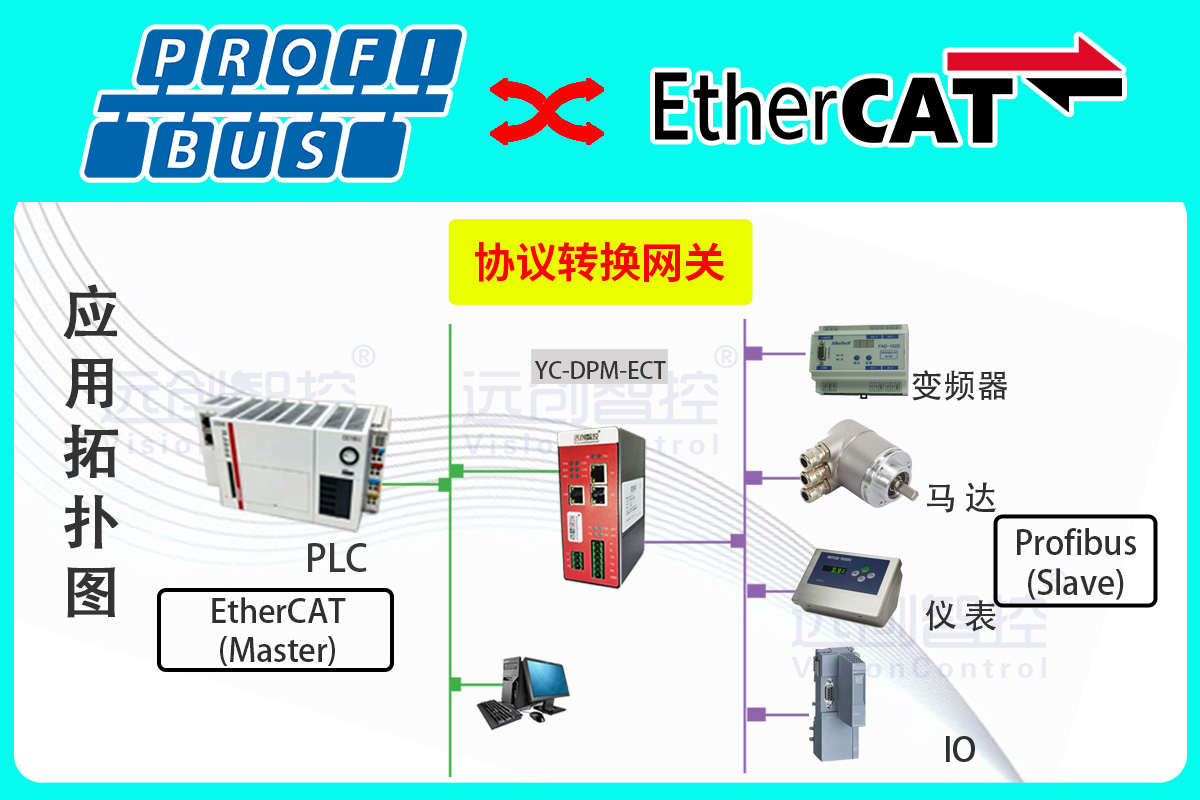
經技術評估,采用遠創智控 YC-DPM-ECT 網關作為協議轉換中樞,構建 “Profibus DP設備-網關-EtherCAT PLC” 的一體化通訊架構,解決多協議互聯問題,支撐車身焊接工序的精準協同。
二、技術方案與系統部署
(一)硬件架構與網絡拓撲
部署2臺遠創智控 YC-DPM-ECT 網關(主備冗余),搭建雙層通訊網絡,覆蓋車身焊接車間 3 條平行產線:
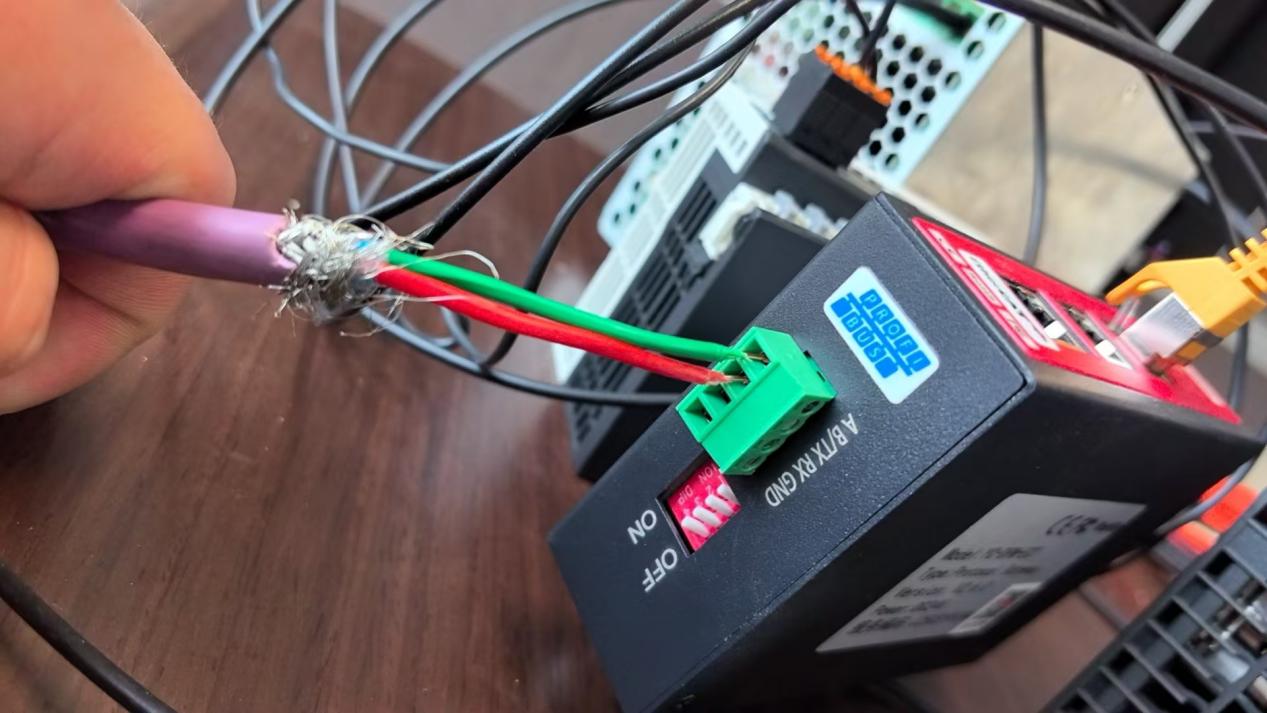
Profibus DP 側(網關為主站):
網關通過 Profibus DP 總線連接 12 臺變頻器、8 臺編碼器、4 臺步進機,配置 Profibus DP 主站參數:通訊波特率 1.5Mbps,數據更新周期 2ms,統一分配從站地址(變頻器 1-12 號、編碼器 13-20 號、步進機 21-24 號);
將變頻器轉速(16 位整數)、電流(16 位整數)、運行狀態(8 位開關量),編碼器位置數據(32 位浮點數)映射至網關 Profibus DP 數據緩沖區(地址范圍 0x2000-0x2FFF)。
EtherCAT 側(網關為從站):
網關通過 EtherCAT 總線接入臺達 PLC 的主站網絡,配置網關 EtherCAT 從站地址 0x05,IP 地址 192.168.1.30(與 PLC 同網段);
向 PLC 導入網關 EtherCAT 從站 EDS 文件,分配 512 字節輸入緩沖區(存儲 Profibus DP 設備上傳數據)與 256 字節輸出緩沖區(存儲 PLC 下發控制指令),確保數據交互延遲<1ms。
(二)協議轉換與參數配置
網關雙向數據映射設置:
通過遠創智控專用配置軟件(YC-Gateway Config)建立精準數據關聯:
Profibus DP轉EtherCAT:變頻器 1 轉速數據(0x2000)→ 網關輸入寄存器 % IW100,運行狀態(0x2001)→ % IX102.0;編碼器 1 位置數據(0x2010)→ % ID104;步進機 1 控制信號(0x2020)→ % IX106.0,以此類推;
EtherCAT轉Profibus DP:PLC 下發的 “變頻器提速指令”(% QW200=0x01)→ 網關輸出寄存器 0x3000,觸發變頻器轉速從 50Hz 提升至 60Hz;“焊槍微調指令”(% QW201=0x02)→ 0x3001,控制步進機動作;
啟用 “閾值觸發上傳” 機制:當變頻器轉速波動超 2Hz、編碼器位置變化超 0.5mm 時,網關立即向 PLC 推送數據,避免無效數據占用帶寬。
PLC 控制邏輯開發:
實時監控與精度控制:在臺達 WPLSoft 軟件中開發數據可視化界面,實時顯示各變頻器轉速曲線、編碼器位置數值,設置轉速偏差預警閾值(±1Hz)、位置偏差閾值(±0.05mm),超限時 PLC 自動下發 “降速”“微調” 指令,保障車身定位精度;
工序聯動邏輯:當編碼器檢測到車身到達焊接工位(位置 = 1500mm),PLC 通過網關向變頻器下發 “停機指令”(% QW200=0x03),同時觸發焊接機器人啟動,工序銜接時間從 2 秒縮短至 0.3 秒;
故障診斷與追溯:若變頻器反饋過載狀態(% IX102.1=1),PLC 自動記錄故障時間、電流數據至本地數據庫,并通過車間 MES 系統推送報警信息至運維終端,附帶故障設備編號與排查建議。
冗余與異常處理機制:
兩臺網關配置 “熱備模式”,通過 RS485 通訊實現心跳檢測(每 300ms 交互一次狀態信息),當主網關故障時,備用網關在 10ms 內自動接管所有 Profibus DP設備通訊,無數據丟失;
網關內置 Watchdog 定時器,若 500ms 未收到 PLC 通訊信號,自動將 Profibus DP設備狀態置為 “安全模式”(變頻器停機、步進機鎖死),并通過硬接線輸出信號(DO1)觸發產線急停,避免設備失控導致車身損壞。
三、應用成效與技術價值
遠創智控 YC-DPM-ECT 網關核心優勢
多協議深度兼容:同時支持 Profibus DP 主站與 EtherCAT 從站功能,無需額外添加轉換模塊,適配變頻器、編碼器、機器人等主流Profibus DP設備,滿足汽車產線多場景需求;
工業級可靠性:工作溫度范圍 - 40℃~75℃,具備 IP30 防護等級,抗電磁干擾能力達 EN 61000-6-2 標準,適應焊接車間強電磁、粉塵、振動的復雜環境;
極速轉換性能:協議轉換延遲<1ms,數據更新周期 2ms,滿足汽車制造對實時性的嚴苛要求,支撐毫秒級設備聯動控制。

四、行業延伸與未來拓展
該方案已在汽車涂裝車間(Profibus DP 編碼器與 EtherCAT 工控機通訊)、總裝車間(Profibus DP 機器人與 EtherCAT 控制器聯動)推廣應用,未來可結合以下技術實現升級:
邊緣計算賦能:在網關集成邊緣計算功能,對變頻器電流、編碼器位置數據進行實時分析,提前預警設備磨損(如變頻器軸承老化),實現預測性維護,降低設備故障率 30%;
云端協同管理:通過網關將產線數據上傳至汽車制造云平臺(如華為云 MDC),支持多工廠設備狀態匯總、工藝參數對比,助力集團級生產調度優化;
遠創智控 YC-DPM-ECT 網關模塊以毫秒級協議轉換能力為核心,打破了汽車產線Profibus DP與EtherCAT 設備的通訊壁壘,為車身焊接、涂裝、總裝等關鍵工序的自動化升級提供了可靠支撐,助力汽車制造商實現 “高精度、高效率、高柔性” 的生產目標。
審核編輯 黃宇
-
變頻器
+關注
關注
256文章
7275瀏覽量
155394 -
網關
+關注
關注
9文章
6767瀏覽量
56254 -
ethercat
+關注
關注
19文章
1507瀏覽量
45174 -
PROFIBUS DP
+關注
關注
0文章
140瀏覽量
7529
發布評論請先 登錄
智聯包裝產線:疆鴻智能網關解碼MODBUS TCP轉PROFIBUS協奏曲

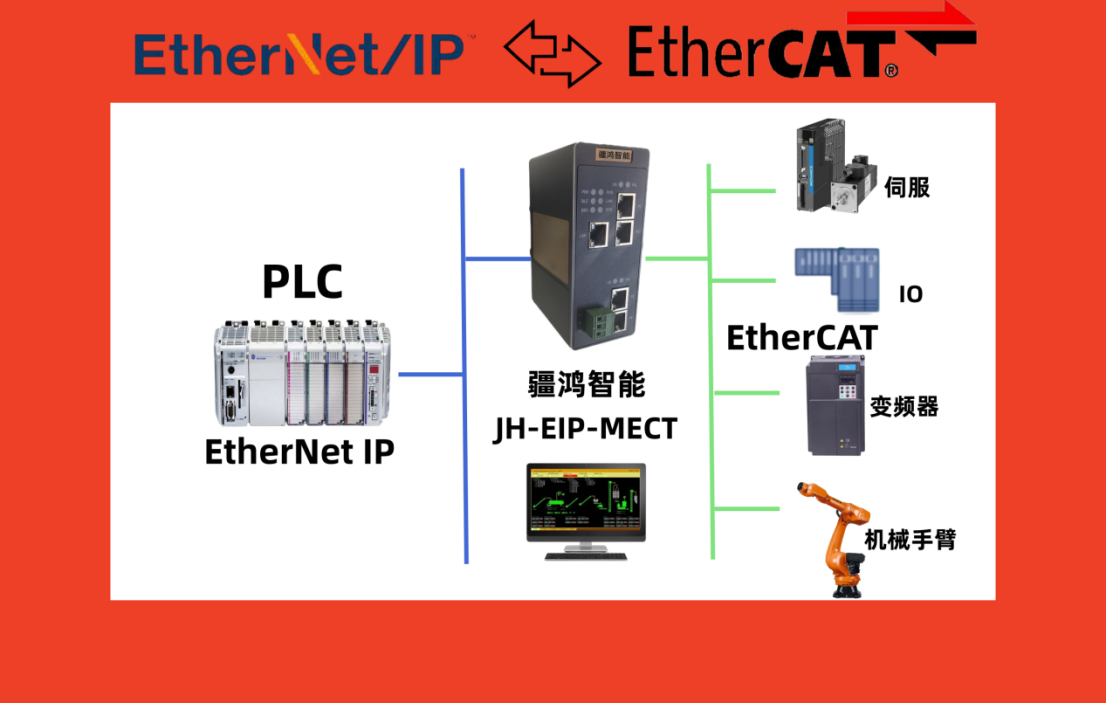
疆鴻智能ETHERNET IP轉EtherCAT網關:驅動汽車焊接產線高效協同的核心引擎
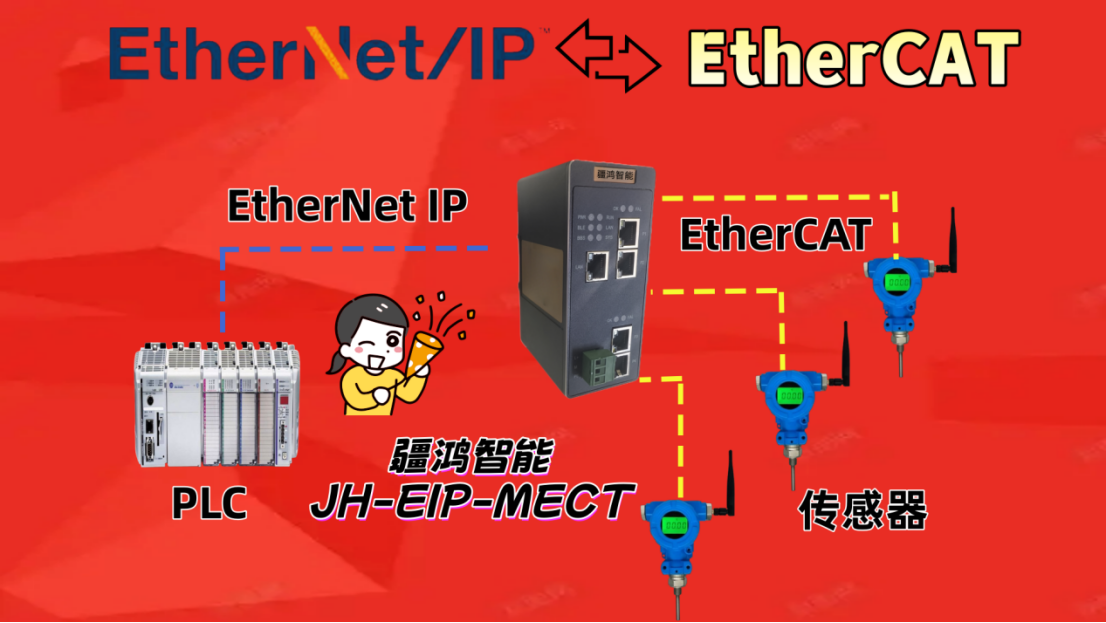
焊接材料生產車間中基于疆鴻智能ETHERNET IP轉ETHERCAT網關的PLC互聯方案
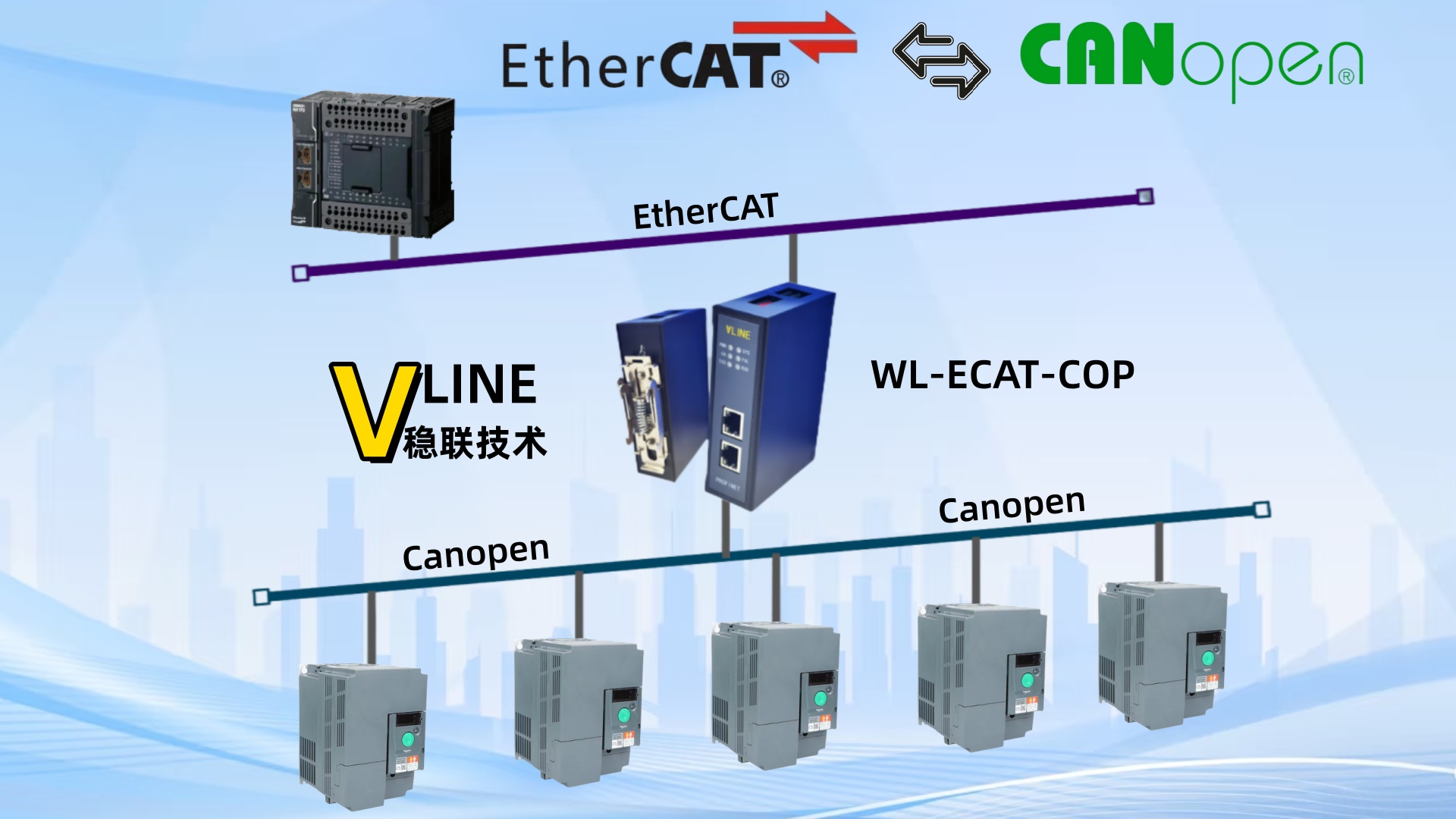
協議橋接新范式:穩聯技術打通EtherCAT與CANopen,賦能施耐德變頻器
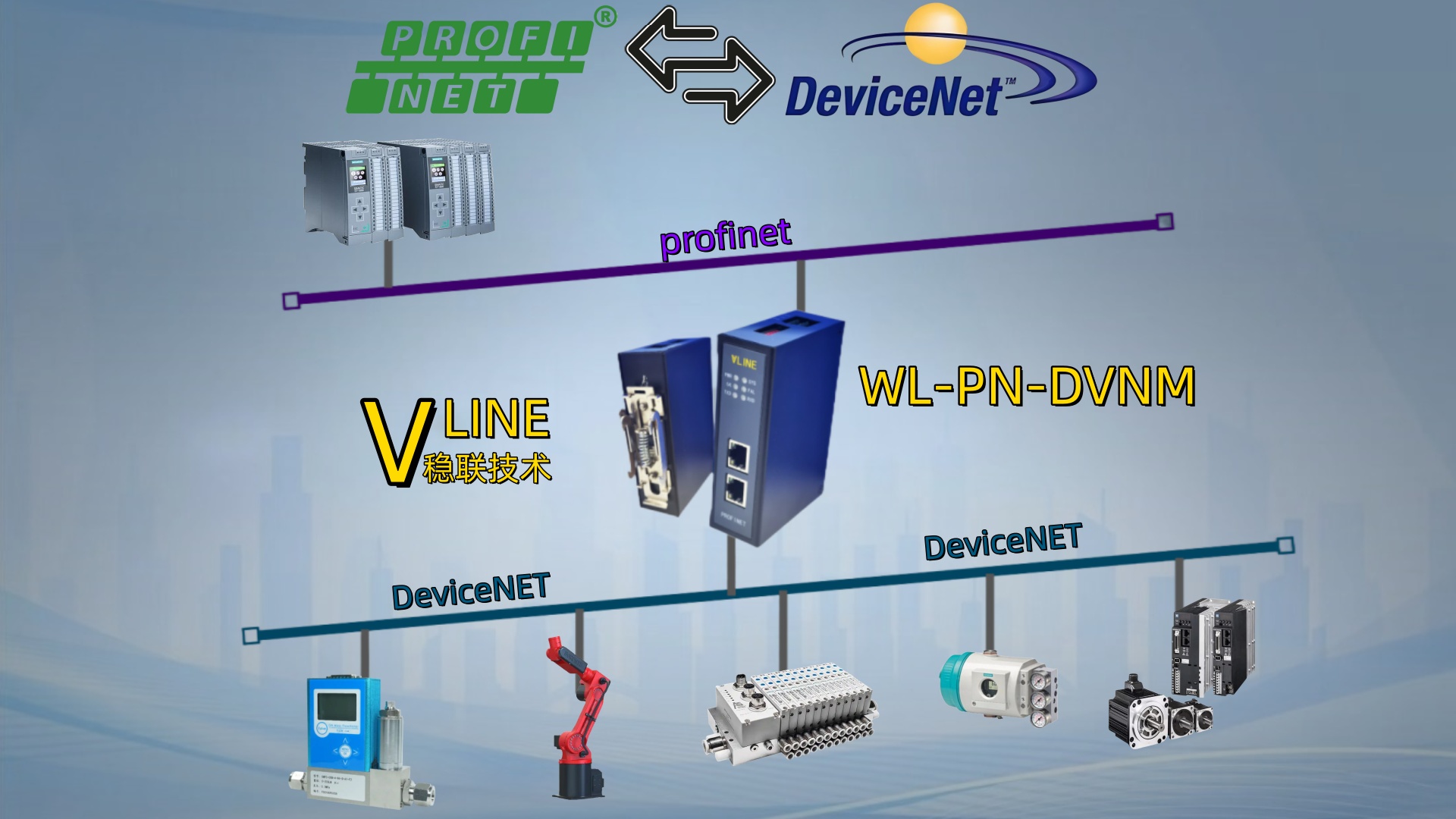
Profinet轉DeviceNet協議轉換網關在丹弗斯變頻器控制集成中的應用方案
DP轉光纖:破解汽車焊接產線DP總線通訊中斷難題的實踐方案
耐達訊CAN轉EtherCAT網關,變頻器通信升級的“真香”指南
通信小能手,Modbus TCP轉Profibus DP網關硬控變送器與PLC通訊方案

Modbus RTU 轉 Profibus DP網關與凱迪華能 CD2000 變頻器快速通訊案例

Profinet轉DeviceNet網關協議轉換的技術實現與應用分析
Modbus轉PROFIBUS DP網關PM-160連接西門子PLC控制ABB變頻器
Modbus轉Profibus-DP:快速上手協議轉換模塊的配置技巧
RS232轉Profibus DP網關接掃碼槍與PLC通訊

Modbus TCP轉Profibus DP網關的防撞雷達應用




 工商網監
工商網監
評論