 Profibus DP?轉 DeviceNet:網關破解汽車焊接車間 DCS?與馬保協議異構難題
Profibus DP?轉 DeviceNet:網關破解汽車焊接車間 DCS?與馬保協議異構難題


在某大型汽車制造企業的焊接車間,20臺焊接機器人組成的自動化生產線承擔著車身框架焊接的關鍵工序。這些機器人的焊接精度直接決定車身強度,而其核心動力源—伺服電機的穩定運行依賴于電機保護裝置(馬保)的實時監控。車間的DCS主站采用 Profibus DP協議,負責統一管控生產線設備,卻因與馬保的DeviceNet協議不兼容,陷入了 “遠程管控失靈” 的困境。

協議壁壘下的生產痛點
焊接機器人的馬保需精準配置過載保護參數(如焊接電流上限設定為 350A、動作延時 0.5秒),參數偏差可能導致電機過載燒毀或焊接質量波動。但受限于協議異構:
?參數配置效率低下:每臺馬保的參數需技術員手持編程器現場調試,單臺耗時 30分鐘,20臺設備全量調試需 10小時,只能在停產間隙進行,嚴重制約產能提升。
?參數一致性差:人工輸入易出現誤差,曾因 3臺馬保的電流閾值誤設為 400A,導致焊接時電機過載跳閘,生產線停線 2小時,返工成本超 5萬元。
?狀態監控滯后:馬保采集的電機溫度(正常范圍 50℃~80℃)、運行時長等數據無法上傳至 DCS,機器人異常停機后需逐臺排查,故障定位平均耗時 45分鐘。
工業物聯網網關的 “雙向翻譯” 解決方案
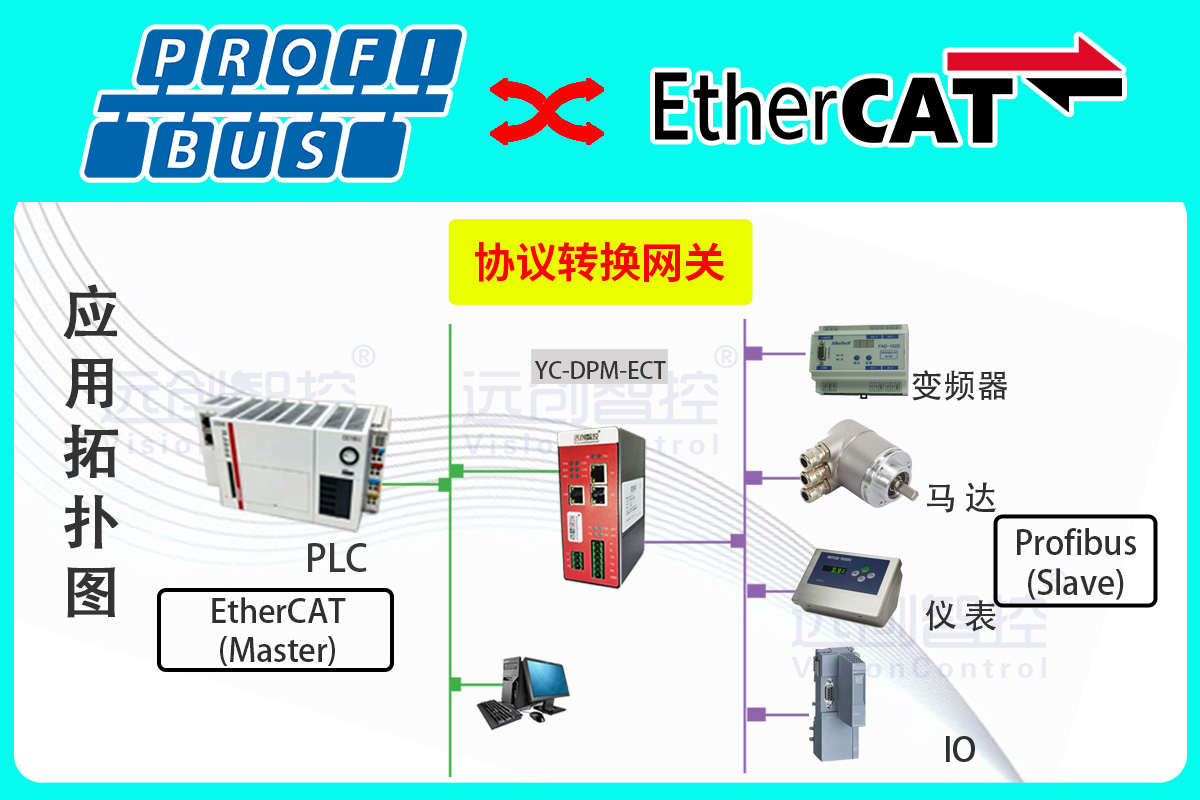
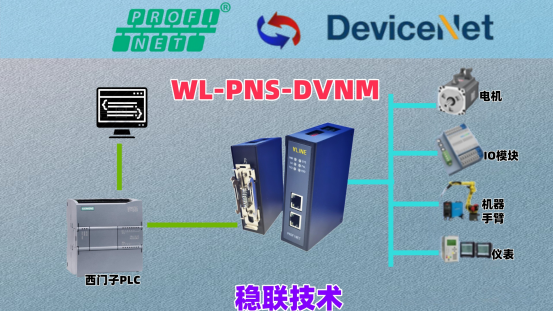
為打通 DCS與馬保的通信鏈路,車間引入Profibus DP轉 DeviceNet協議轉換網關,構建起 Profibus DP與 DeviceNet的實時轉換通道:
?硬件部署:網關采用導軌式安裝,嵌入機器人控制柜內,耐受焊接車間的高頻電磁干擾(符合 EN 61000-6-2抗干擾標準),支持 - 20℃~70℃寬溫運行,適配車間多塵、溫差大的環境。
?數據雙向流轉:
?下行指令:DCS將參數配置指令(如 “修改馬保 1#電流上限至 360A”)通過 Profibus DP協議發送至網關,網關轉換為 DeviceNet顯式報文后,精準下發至目標馬保,指令響應時間<20ms。
?上行數據:馬保每 2秒采集一次電機運行數據,經網關轉換為 Profibus DP格式后上傳至 DCS,在監控界面生成實時曲線,異常時自動彈窗報警(如溫度超 85℃觸發橙色預警)。
?調試優化:通過網關配套的軟件,可批量導入20臺馬保的參數配置表,實現 “一鍵同步”,避免人工輸入誤差。
改造后的效能躍升
網關運行 6個月以來,焊接車間的設備管控能力顯著提升:
?效率提升:單臺馬保參數調試時間從 30分鐘壓縮至 5分鐘,全生產線調試耗時從 10小時縮短至 1.5小時,年減少停產損失約 30萬元。
?質量穩定:參數一致性達標率從改造前的 82%提升至 100%,因參數錯誤導致的停機事故歸零,焊接良品率提高 0.3%。
?運維升級:DCS系統可遠程監測馬保狀態,故障定位時間從 45分鐘縮短至 8分鐘,全年減少非計劃停線12次。
Profibus DP轉DeviceNet工業網關的應用,不僅解決了汽車焊接車間的協議異構問題,更通過數據透明化推動設備管理從 “被動維修” 轉向 “主動預防”,為自動化生產線的高效運行提供了可靠的通信支撐。
審核編輯 黃宇
-
網關
+關注
關注
9文章
6767瀏覽量
56257 -
DeviceNet
+關注
關注
1文章
450瀏覽量
17692 -
PROFIBUS DP
+關注
關注
0文章
140瀏覽量
7529
發布評論請先 登錄
疆鴻智能EtherCAT轉DeviceNet網關:制藥產線異構集成的關鍵樞紐

CCLINKIE轉OPCUA協議!協議轉換網關一鍵破解車間異構設備互聯難題

“關”破壁:PROFINET融合DEVICENET,焊接車間數據全貫通

Profibus DP?轉 DeviceNet:智能網關破解化工廠電機保護系統 DCS?與馬保協議壁壘

Profibus DP轉DeviceNet:工業網關打通化工廠電機保護系統DCS與馬保通信鏈路
Profibus DP轉DeviceNet:智能網關打通汽車焊接車間DCS與馬保通信鏈路
Profibus DP轉EtherCAT 協議轉換網關:破解車身焊接產線變頻器與 PLC 協議異構的通訊方案
一招打通DEVICENET和PROFIBUS,讓車間設備暢聊無阻

Profibus DP轉DeviceNet實現西門子S7–300與羅克韋爾PLC在汽車制造車間的跨協議協同控制案例

汽車涂膠車間的“通信橋梁”:PROFIBUS DP轉ETHERNET/IP網關的應用實踐
Profinet轉DeviceNet網關協議轉換的技術實現與應用分析
焊接車間智能化改造:焊縫跟蹤系統選型評估要點
Modbus TCP轉Profibus DP主站網關:跨協議集成的核心樞紐

Profibus DP轉ModbusTCP網關,輕松搞定DCS通訊!

Modbus TCP轉Profibus DP網關的防撞雷達應用




 工商網監
工商網監
評論