 DeviceNet轉EtherNet/IP賦能羅克韋爾PLC與庫卡機器人在汽車零部件焊接多工位協同調度
DeviceNet轉EtherNet/IP賦能羅克韋爾PLC與庫卡機器人在汽車零部件焊接多工位協同調度

案例背景
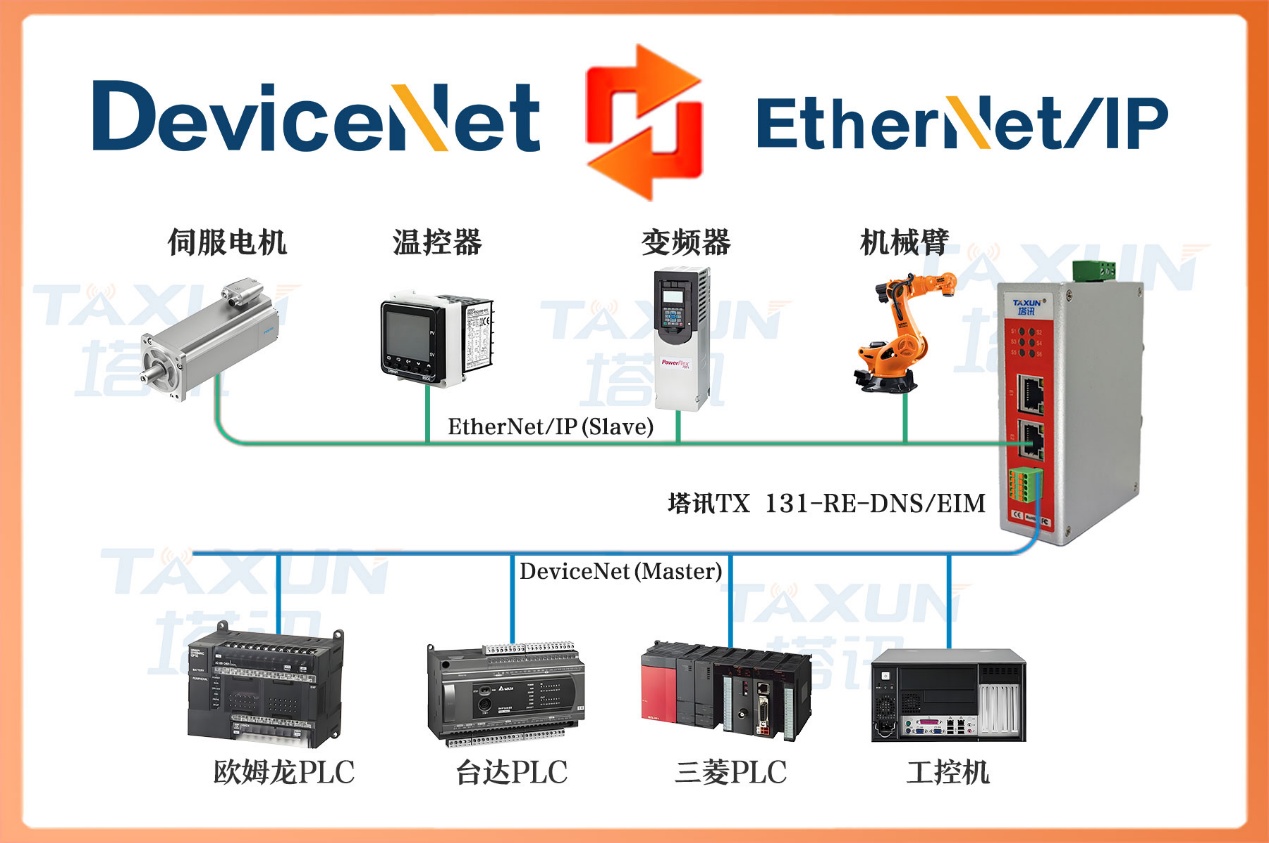
DeviceNet 轉 EtherNet/IP在汽車制造行業,生產線上自動化程度極高,不同設備間的高效通信至關重要。某汽車制造企業在車身焊接環節,采用了基于 EtherNet/IP 主站的羅克韋爾 Allen - Bradley PLC,其具備強大的運算能力與復雜邏輯處理能力,能夠對整個生產線進行宏觀把控。而生產線中的焊接機器人為 DeviceNet 從站設備,品牌為庫卡(KUKA),以高精度、高可靠性的焊接作業聞名。但由于 PLC 與焊接機器人采用不同協議,難以直接通信,嚴重影響了生產效率與協同性。
設備參數
1.羅克韋爾 Allen - Bradley PLC:型號為 ControlLogix 5580,支持 EtherNet/IP 協議,具備多個通信端口,能夠快速處理大量數據,滿足汽車制造復雜生產流程的數據交互需求。
2.庫卡焊接機器人:型號 KR 16,作為 DeviceNet 從站,擁有多個可靈活編程的關節,能實現復雜的焊接軌跡。其 DeviceNet 接口支持 125kbit/s、250kbit/s、500kbit/s 的波特率,可根據實際應用場景選擇。
3.塔訊 TX 131 - RE - DNM/EIS 網關:在 EtherNet/IP 側為從站,在 DeviceNet 側為主站。支持標準 EtherNet/IP 協議,EtherNet/IP 側支持最大輸入字節數為 256 字節,最大輸出字節數為 256 字節;DeviceNet 側支持最大連接數為 63 個從站,單個從站輸入最大 128 字節,輸出最大 128 字節,支持 125kbit/s、250kbit/s、500kbit/s 波特率。
配置過程
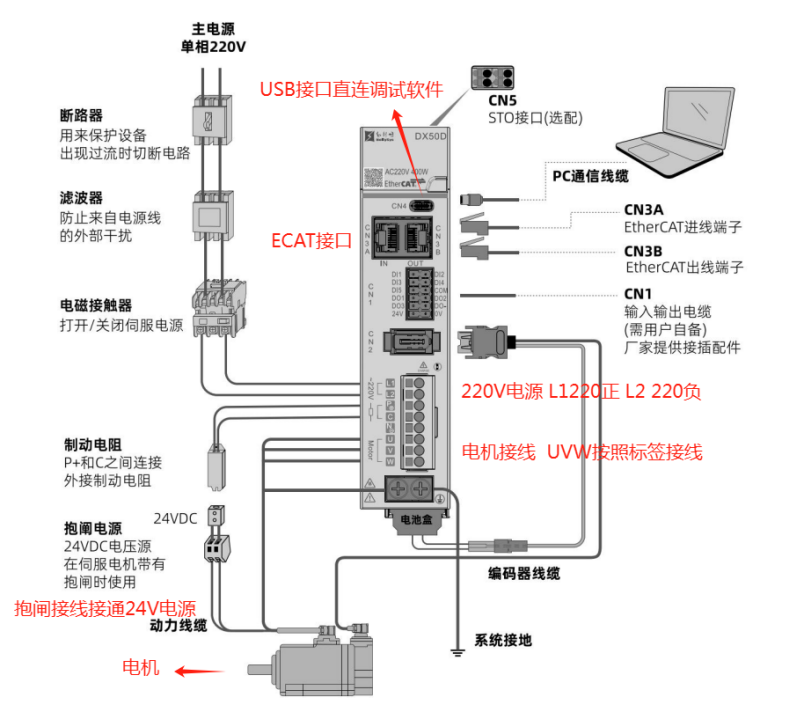
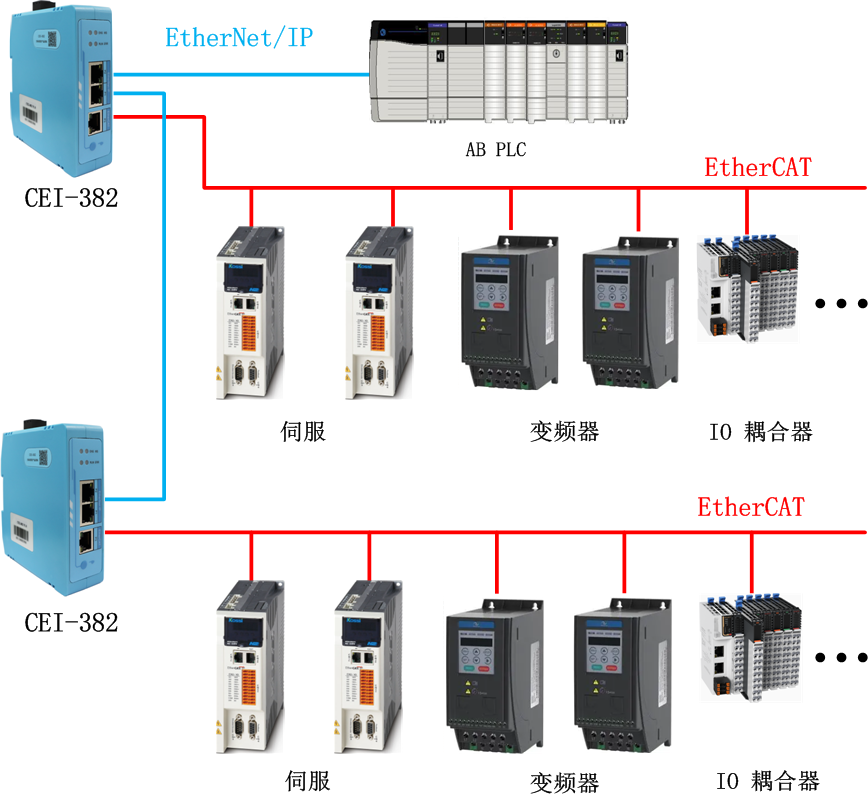
1.硬件連接:首先,將塔訊 TX 131 - RE - DNM/EIS 網關的 EtherNet/IP 端口通過網線連接到羅克韋爾 Allen - Bradley PLC 的 EtherNet/IP 網絡接口,確保網絡鏈路通暢。同時,將網關的 DeviceNet 端口與庫卡焊接機器人的 DeviceNet 接口使用專用電纜連接,設置好機器人的 DeviceNet 節點地址,避免與其他從站沖突。
2.EtherNet/IP 主站(PLC)配置:打開羅克韋爾的 Studio 5000 編程軟件,新建項目并選擇對應的 ControlLogix 5580 PLC 型號。在項目中,右鍵點擊 “EtherNet/IP Devices”,選擇導入DeviceNet 轉 EtherNet/IP塔訊網關的 EDS 文件(電子數據文件,包含設備配置信息)。導入成功后,進行 PLC 與DeviceNet 轉 EtherNet/IP網關的連接設置。在軟件的通訊設置中,選擇連接 PLC 的以太網卡,搜索并測試與網關的連接,確保連接成功。接著,對網關進行自動掃描,掃描完成后選擇對應的網關設備,更新組態信息,并根據實際需求設置輸入輸出數據長度,例如設置輸入 200 字節,輸出 150 字節,以滿足機器人控制與狀態反饋的數據量需求。
3.DeviceNet 從站(焊接機器人)配置:通過庫卡機器人的示教器進入其設置界面,設置 DeviceNet 相關參數,包括波特率(根據實際情況選擇,如選擇 250kbit/s 以平衡傳輸距離與速度)和節點地址(例如設置為 5)。確保機器人的參數與網關的 DeviceNet 主站參數相匹配。
4.網關配置:使用EtherNet/IP轉DeviceNet塔訊提供的專用配置軟件,新建工程并選擇塔訊TX 131 - RE - DNM/EIS 網關型號。在配置界面中,設置 EtherNet/IP 端的 IP 地址、子網掩碼和網關,確保與 PLC 所在的 EtherNet/IP 網絡一致。同時,設置輸入輸出長度,與在 PLC 中設置的對應參數保持一致。在 DeviceNet 主站設置中,設置節點地址(例如設為 1)和波特率(與機器人設置相同)。完成所有設置后,將配置下載到網關中。經過上述配置,羅克韋爾 PLC 能夠通過EtherNet/IP轉DeviceNet塔訊網關實時向庫卡焊接機器人發送焊接任務指令,如焊接軌跡、焊接電流電壓等參數,同時實時接收機器人的工作狀態反饋,如焊接完成信號、故障報警等,極大提高了車身焊接環節的生產效率與質量。
應用效果總結
在汽車制造行業車身焊接環節,羅克韋爾 Allen - Bradley ControlLogix 5580 PLC(EtherNet/IP 主站)與庫卡 KR 16 焊接機器人(DeviceNet 從站)因協議差異無法直接通信,影響生產效率。通過引入塔訊 TX 131 - RE - DNM/EIS 網關進行DeviceNet 轉 EtherNet/IP協議轉換,完成硬件連接、PLC 側導入網關 EDS 文件并設置通信參數、機器人端配置 DeviceNet 波特率和節點地址、網關配置兩端網絡參數及輸入輸出長度。最終實現 PLC 與機器人實時指令交互與狀態反饋,顯著提升焊接生產效率與質量 。
-
機器人
+關注
關注
213文章
31073瀏覽量
222185 -
plc
+關注
關注
5051文章
14592瀏覽量
486882 -
DeviceNet
+關注
關注
1文章
450瀏覽量
17692
發布評論請先 登錄
疆鴻智能ETHERNET IP轉EtherCAT網關:驅動汽車焊接產線高效協同的核心引擎
疆鴻智能?EtherNet/IP轉ETHERCAT網關:打通羅克韋爾與匯川伺服的石材產線

疆鴻智能ETHERNET IP轉ETHERCAT網關實現羅克韋爾PLC與EtherCAT傳感器無縫融合
傳統焊接產線智能升級:基于EtherNet/IP與DeviceNet協議轉換的融合實踐

EtherNet/IP轉Modbus TCP:電機控制器產線羅克韋爾PLC與西門子S7-1200的轉換
DeviceNet 轉 MODBUS TCP:羅克韋爾 ControlLogix PLC 與上位機在汽車座椅裝配生產線物料配送協同的通訊配置案例
EtherNet/IP轉EtherCAT網關,讓羅克韋爾PLC直接操控機械臂

工業網關在汽車沖壓車間的應用:EtherNet/IP轉EtherCAT集成實踐

ProfiNet 轉 Ethernet/IP西門子 S7-400 和羅克韋爾 PLC 在加氫精制環節的協同應用

DeviceNet 轉 EtherNet/IP 實現羅克韋爾 PLC 與 ABB 工業機器人在汽車生產線的跨協議集成方案
如何實現羅克韋爾PLC與和利時伺服電機通訊-EtherCAT轉EtherNet/IP
顛覆智造:profinet轉ethernet ip網關×發那科×西門子的三國殺
EtherCAT轉EtherNet/IP網關CEI-382實現羅克韋爾PLC與和利時伺服電機通訊
焊接工藝革命:CCLink IE轉PROFINET網關在汽車零部件生產線,賦能智能手臂的力量

EtherCAT轉EtherNet/IP協議轉換網關實現羅克韋爾PLC與庫卡機器人連接通訊的配置案例




 工商網監
工商網監
評論