 一文搞懂焊點金脆性問題的成因與破解方案
一文搞懂焊點金脆性問題的成因與破解方案

在電子封裝焊接中,有一種隱蔽卻致命的故障——焊點金脆性。很多時候,焊點看似成型良好,卻在溫循、振動測試中突然開裂,甚至在實際使用中毫無征兆失效,追根溯源往往是金脆性在作祟。尤其在汽車電子、工業功率器件等需要長期穩定運行的場景中,金脆性堪稱焊點可靠性的隱形殺手。今天就用通俗的語言講透:金脆性到底是什么?是如何產生的?如何從根源上避免?
一、金脆性問題到底是什么?
簡單說,金脆性是指焊點中因過量金元素存在,形成脆性金屬間化合物(IMC),導致焊點韌性下降、脆性增加,在熱應力、振動或機械沖擊下極易開裂的現象。
正常焊點的微觀結構以韌性良好的焊料合金(如Sn-Ag-Cu)為主,搭配均勻細小的IMC層(如Cu6Sn5、Ag3Sn),既能保證焊接強度,又能抵御溫循帶來的熱脹冷縮。但當金元素過量進入焊點后,會快速與錫(Sn)等元素反應,生成 AuSn4、AuSn2等脆性 IMC 相——這些脆性相就像在焊點里摻了碎玻璃,破壞了原有韌性結構,讓焊點變得硬而脆。哪怕是輕微的振動或溫度變化,都可能在脆性相處產生裂紋,最終導致焊點失效。
這種問題在高頻溫循、振動場景中更突出,比如汽車發動機艙的IGBT模塊、工業變頻器的功率PCB,長期處于-40℃——150℃的溫循波動中,金脆性焊點的開裂風險會成倍增加。
二、金脆性的罪魁禍首:金元素過量+工藝不當
金脆性的核心成因只有一個:金元素在焊點中的含量超標(通常超過3wt% 就會顯現明顯脆性),而金元素的來源和工藝條件則是關鍵推手,具體可分為三類:
1. 焊盤/器件鍍層:金層太厚或鍍層設計不合理
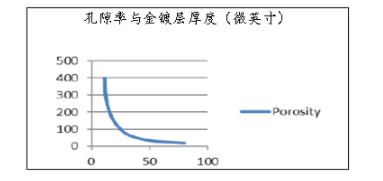
這是最常見的原因。電子器件的焊盤(如BGA焊盤、IC引腳)為了提升可焊性,常會做Ni/Au(鎳金)、Au/Cu(金銅)鍍層,但如果金層厚度超標(超過 0.1μm),焊接時高溫會讓金層快速溶解到熔融焊料中。比如常見的Ni/Au 焊盤,若金層厚度達到0.2μm,焊接后焊點中的金含量很可能超過5wt%,直接觸發金脆性。
另外,部分高端器件會采用Au/Pd/Ni(金鈀鎳)鍍層,若鈀層過薄或金層直接接觸焊料,也會導致金元素過度擴散。
2. 焊料與輔料:帶入多余金元素
一是選用了含金焊料(如早期的Sn-Pb-Au焊料),或焊料中混入了含金雜質;二是焊接工具(如烙鐵頭、焊嘴)表面鍍金,長期使用后金層磨損脫落,進入焊點;三是助焊劑中含有金鹽等雜質,雖然概率極低,但也可能成為金源。
3. 焊接工藝:高溫長時加速金擴散
焊接溫度和保溫時間直接影響金元素的擴散速度。比如回流焊峰值溫度過高(超過250℃)、保溫時間過長(超過60秒),會加速焊盤金層溶解到焊料中,同時促進金與錫的反應,生成更多脆性IMC。尤其二次回流工藝,兩次高溫會讓金擴散更充分,金脆性風險比一次回流高得多。
此外,焊點本身尺寸過小(如細間距BGA 焊點),單位體積內金元素更容易超標,也會加劇金脆性。
三、破解金脆性:從控金、優化工藝、選對材料三方面入手
解決金脆性的核心邏輯是“減少焊點中金含量+抑制脆性IMC生成”,具體可從以下5個實操措施入手,覆蓋設計、材料、工藝全流程:
1. 嚴格控制焊盤金層厚度(最關鍵)
這是從源頭避免金脆性的核心。建議將焊盤金層厚度控制在0.05——0.1μm之間,既能保證可焊性,又能避免金含量超標。對于高可靠場景(如汽車電子),優先選用 Ni/Pd/Au(金鈀鎳)或 Ni/Pd(鎳鈀)鍍層,鈀層能阻擋金與焊料直接接觸,大幅降低金擴散風險。
如果已經使用了厚金層焊盤,可通過預鍍錫處理:先在焊盤上鍍一層薄錫,焊接時錫層先熔化,阻擋金層快速溶解,相當于給金層加了一層防護盾。
2. 選用無金或低金焊料
優先選用不含金的無鉛焊料,如SAC305、SAC0307等,避免焊料本身帶入金元素。同時要注意焊料的純度,避免使用混入含金雜質的劣質焊料。
3. 優化焊接工藝,減少金擴散
控制回流曲線:峰值溫度建議比焊料熔點高20——30℃即可(如SAC305熔點 217℃,峰值溫度控制在235——245℃),保溫時間縮短至30——45秒,避免高溫長時加速金擴散。
二次回流場景:第二次回流的峰值溫度盡量比第一次低10——15℃,進一步減少金元素的二次擴散。
避免反復焊接:同一焊點盡量不超過2次回流,反復高溫會讓金含量持續累積,加劇脆性。
4. 避免焊接過程中的金污染
焊接工具:選用無金烙鐵頭、焊嘴,若必須使用鍍金工具,定期檢查金層磨損情況,及時更換;
器件與輔料:避免將含金器件與普通器件混線生產,助焊劑、清洗液等輔料需選擇無金雜質的合格產品,使用前做好成分檢測。
5. 優化焊點設計,提升韌性
增加焊點體積:在不影響封裝密度的前提下,適當增大焊點尺寸(如調整焊膏印刷量、鋼網開口),稀釋金元素濃度,降低脆性IMC的影響。
選用韌性更好的焊料合金:比如在SAC305中添加少量Ni(鎳)、Sb(銻)元素,能細化IMC晶粒,提升焊點韌性,抵消部分金脆性的影響。
其實金脆性并不可怕,只要抓住控制金元素含量這個核心,從焊盤設計(控金層厚度)、材料選擇(無金焊料)、工藝優化(控溫控時)、生產管理(防金污染)四個維度入手,就能從根源上避免。
尤其對于汽車電子、工業功率器件等對可靠性要求極高的場景,金脆性的防控更是重中之重——一個看似微小的脆性焊點,可能會導致整個設備失效,甚至引發安全事故。焊點的可靠性不是焊好就行,而是要在設計和生產的每一個環節,都避開這些隱形陷阱。
-
功率器件
+關注
關注
43文章
2150瀏覽量
95326 -
錫膏
+關注
關注
1文章
994瀏覽量
18313 -
回流焊
+關注
關注
14文章
540瀏覽量
18598 -
IMC
+關注
關注
1文章
35瀏覽量
5171
發布評論請先 登錄
電子元器件脆裂問題的成因及確保可靠性的解決方案
淺談加密芯片的一種破解方法和加密方案改進設計
波峰焊點拉尖現象的成因與解決策略
一文搞懂波峰焊工藝及缺陷預防
一文搞懂UPS主要內容
一文搞懂開關電源波紋的產生
基于脆性根源的船舶電力系統脆性分析


沉鎳金焊點失效發生的原因是什么

解析PCBA加工中焊點拉尖的成因與解決方案
焊點空洞成因深度解析:傲牛SAC305錫膏的空洞抑制方案




 工商網監
工商網監
評論