") 電子元器件脆裂問(wèn)題的成因及確保可靠性的解決方案
電子元器件脆裂問(wèn)題的成因及確保可靠性的解決方案

電子組件向無(wú)鉛焊料的轉(zhuǎn)變促使制造商在電子元器件或電路基板上使用純錫或軟金等材料來(lái)替代錫-鉛可焊端接精飾。金有焊點(diǎn)脆裂風(fēng)險(xiǎn),這就可能會(huì)降低焊點(diǎn)的機(jī)械壽命。對(duì)于脆裂材料及其機(jī)理,我們采用了特寫和橫截面圖片,并顯示其在SEM/EDS組成成分信息。文中還給出了金的重量百分比為3.0%和4.0%的焊料量和金的量的表,并探討了脆裂問(wèn)題的成因及確保可靠性的解決方案。這些數(shù)據(jù)對(duì)改進(jìn)鍍金工藝、避免焊點(diǎn)脆裂具有啟發(fā)意義。
1 引言
可靠的雷達(dá)電子硬件的制造有賴于在電子元器件和互連基板上生成高質(zhì)量的表面鍍層。可焊性和引線錨固強(qiáng)度是生產(chǎn)中評(píng)判表面金屬鍍層質(zhì)量高低的兩項(xiàng)參數(shù)。為了增強(qiáng)可焊性和引線的錨固強(qiáng)度,金和鈀廣泛地應(yīng)用于表面鍍層的設(shè)計(jì)中。增強(qiáng)引線的錨固強(qiáng)度可以采用厚的純金鍍層。不過(guò),可充分滿足引線錨固強(qiáng)度要求的金鍍層厚度對(duì)于可焊性而言又可能顯得太厚,導(dǎo)致焊點(diǎn)脆裂。此外,表面的金屬鍍層可能會(huì)被用作元器件的插合表面或磨損表面,這會(huì)導(dǎo)致金鍍層設(shè)計(jì)得過(guò)厚或雜質(zhì)過(guò)多,難以達(dá)到理想的焊接效果。
在液相焊料合金轉(zhuǎn)化形成焊點(diǎn)的過(guò)程中,如果過(guò)多的金或鈀溶入焊點(diǎn),那么,所形成焊點(diǎn)的元素組成和機(jī)械性能與原來(lái)的焊料合金相比就會(huì)大不相同。通常需要依照電子組件的設(shè)計(jì),用特定焊料合金將它們焊接起來(lái)才能使它們正常地工作。因此,焊點(diǎn)元素組成的變化會(huì)影響其機(jī)械性能,并將導(dǎo)致其耐用性下降或發(fā)生未知的變化。
無(wú)論是按照完工狀態(tài)原樣保存還是讓其受到環(huán)境應(yīng)力的作用,焊接好的電子產(chǎn)品都有可能產(chǎn)生逐漸劣化的現(xiàn)象。如果金或鈀金屬在焊接過(guò)程中的溶解并不完全,那么在所殘留的金鍍層或鍍鈀層和焊點(diǎn)之間就會(huì)發(fā)生固態(tài)擴(kuò)散,在硬件的使用壽命中產(chǎn)生冶金學(xué)范疇的變化,并帶來(lái)可靠性方面的隱患。
在理解了上述內(nèi)容的基礎(chǔ)上,焊點(diǎn)脆裂現(xiàn)象就可以定義為焊點(diǎn)耐用性因?yàn)楸砻驽儗?金或鈀等)溶解和/或與焊點(diǎn)組分產(chǎn)生反應(yīng)而產(chǎn)生的變化。在使用錫基焊料進(jìn)行焊接過(guò)程中,金或鈀鍍層上會(huì)相應(yīng)出現(xiàn)AuSn4或PdSn4的金屬間化合物。這種化合物可能會(huì)大量出現(xiàn)在焊點(diǎn)或在表面鍍層的界面上,或兩者兼有。與軟焊料合金相比,這些金屬間化合物更脆,故在承受機(jī)械應(yīng)變時(shí),焊點(diǎn)的牢固度就會(huì)下降。在焊點(diǎn)成型過(guò)程中,隨著焊點(diǎn)中金屬間化合物成分的增加,諸如沖擊強(qiáng)度和應(yīng)變率敏感度等焊點(diǎn)的基本機(jī)械性能也會(huì)相應(yīng)發(fā)生變化。
如果在富含金屬錫的焊點(diǎn)中所產(chǎn)生的金屬間化合物并不是上述含錫最多的Sn4型的金錫化合物或鈀錫化合物,那么,這表明焊點(diǎn)在其成型的過(guò)程中尚未到達(dá)平衡的狀態(tài)。因此,該焊點(diǎn)在冶金學(xué)范疇上的可靠性仍然存疑。焊接點(diǎn)性能會(huì)隨著其在電子硬件使用壽命中逐漸趨向平衡狀態(tài)而發(fā)生改變。
2 問(wèn)題的描述與方法
由于人們擔(dān)憂錫鉛表面鍍層中的鉛(Pb)會(huì)從廢棄的電子產(chǎn)品滲入到供水系統(tǒng)中,因此禁止在諸如電話和照相機(jī)等關(guān)鍵性較低的應(yīng)用中使用這種表面鍍層。
這種禁令促使人們更多地使用金和純錫作為表面鍍層。但是,缺少了阻止晶須生長(zhǎng)的鉛元素,純錫的表面鍍層會(huì)生長(zhǎng)出晶須狀的細(xì)絲,并因此導(dǎo)致短路或熔斷。
而使用金、鈀和金屬銅的挑戰(zhàn)則是這些元素會(huì)導(dǎo)致軟焊點(diǎn)發(fā)生脆裂。因此,為了避免過(guò)多產(chǎn)生這樣的脆裂,我們需要知道表面金鍍層的最大厚度。同樣,我們還需要確定金鍍層的最小厚度,以免產(chǎn)生過(guò)多的孔隙,影響焊接質(zhì)量。圖1顯示熱氰化鍍金工藝中孔隙率和金鍍層厚度的關(guān)系。
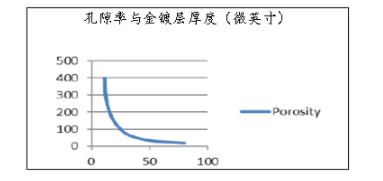
圖1 孔隙率與金鍍層厚度(11.4~80微英寸)關(guān)系圖
在通常情況下,金鍍層被視作高度可焊的表面鍍層。接下來(lái)本文給出了焊點(diǎn)脆裂的多種主要原理,并對(duì)各項(xiàng)原理的焊點(diǎn)脆裂提出了基于已有的行業(yè)標(biāo)準(zhǔn)和其他有報(bào)道的研究工作的、制造或設(shè)計(jì)層面的解決方案。
我們將常見的鍍金、鍍鈀和焊料的量輸入重量百分比計(jì)算公式中得到相應(yīng)的結(jié)果,并對(duì)重量百分比計(jì)算公式進(jìn)行了回顧和總結(jié),然后提出了一些對(duì)標(biāo)準(zhǔn)的改進(jìn)建議。
本文旨在避免焊點(diǎn)脆裂,并使表面金鍍層和表面鍍鈀層在焊接和導(dǎo)線鍵合過(guò)程中的使用變得簡(jiǎn)單方便起來(lái)。
3 案例研究1-金錫化合物在界面上析出
3.1 案例研究1-數(shù)據(jù)
這里使用到的連接器插針的表面鍍層設(shè)計(jì)是先鍍鎳然后再鍍金,鍍后再將這樣的連接器插針蘸上熔融狀態(tài)下的Sn63Pb37焊料合金。根據(jù)相關(guān)文獻(xiàn),金鍍層很快就在熔融的錫鉛焊料中溶解了。
將插針以側(cè)面焊接至電路板上的、同樣是先鍍鎳再鍍金鍍層設(shè)計(jì)的焊盤上。由于焊盤的金鍍層很薄,完全可以避免在焊點(diǎn)中產(chǎn)生過(guò)多的脆裂,因此焊盤沒(méi)有蘸上熱熔的焊料。接點(diǎn)在焊接后在插針處開裂的情況如圖2所示,對(duì)該焊點(diǎn)進(jìn)行失效分析,其橫截面如圖3所示。
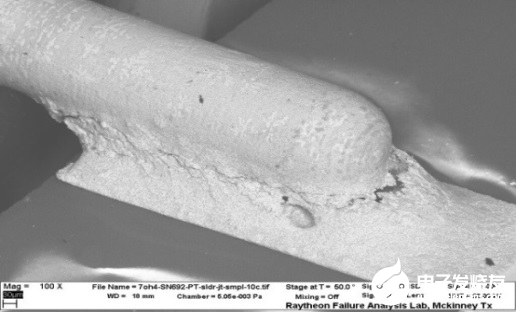
圖2 從針到表貼電路板焊盤的焊點(diǎn)顯露出一條裂縫
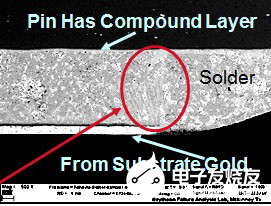
圖3 金從電路板基底的焊盤上溶解,并且在接點(diǎn)(請(qǐng)參見橢圓部分)和插針(頂部黑色層)上可見
對(duì)電路板焊盤進(jìn)行檢查,發(fā)現(xiàn)存在如圖4所示的、缺少鍍鎳擴(kuò)散邊界層的周緣部分。需要說(shuō)明的是,按照對(duì)鍍層的設(shè)計(jì),鍍鎳層是用來(lái)完全覆蓋住一層較厚金鍍層的,在這樣的鍍鎳層上還涂覆一層較薄的可焊金鍍層。
圖4 電路板焊盤俯視顯示鎳鍍層并未覆蓋住厚金層周邊
3.2 案例研究1-結(jié)果
基底焊盤的表面鍍層設(shè)計(jì)是外表面的金鍍層覆蓋住下面的鍍鎳層,但是鍍鎳的區(qū)域并未完全蓋住鍍鎳層下的、較厚的金鍍層。厚金層的邊緣與焊點(diǎn)發(fā)生了接觸。
在焊接過(guò)程中,邊緣區(qū)域的金大量溶解到熔融焊料中并形成金錫化合物。當(dāng)焊料固化時(shí),大量金錫化合物在焊點(diǎn)靠插針的那一面析出。隨著焊點(diǎn)開始冷卻和凝固,AuSn4(凝固點(diǎn)為217℃)首先在插針上和焊點(diǎn)中析出,然后錫鉛焊料(凝固點(diǎn)為183℃)在AuSn4上析出,并在插針上形成強(qiáng)度較低的界面。
在插針上析出的金錫化合物使焊點(diǎn)的強(qiáng)度較低,并在插針處開裂。圖5顯示我們?cè)诶斫饬松鲜鲈砗髮?duì)總結(jié)出來(lái)的經(jīng)驗(yàn)的應(yīng)用。我們用鍍鎳層完全覆蓋住焊盤上的厚金層。結(jié)果,焊點(diǎn)強(qiáng)度很高,并且沒(méi)有發(fā)生脆裂現(xiàn)象。
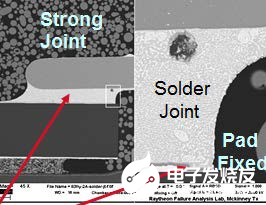
圖5 左邊是改進(jìn)后焊盤電鍍?cè)O(shè)計(jì)的橫截面,右邊是特寫圖
如圖5右邊的箭頭符號(hào)所示,當(dāng)厚金層的邊緣被圖中暗灰色的鎳薄鍍層完全遮蓋時(shí),在焊點(diǎn)中就看不到金錫金屬間化合物的出現(xiàn);而根據(jù)Bester的觀測(cè)結(jié)果,在Sn63Pb37焊料合金中至少要有重量百分比為1%~2%的金元素,才會(huì)看得到針尖狀或薄片狀的金錫化合物。
我們通過(guò)改進(jìn)焊盤的設(shè)計(jì)解決了焊接界面在插針處發(fā)生分離的問(wèn)題。采用新的設(shè)計(jì)后,焊盤處不再形成大量的AuSn4,在插針上或焊點(diǎn)中也檢測(cè)不到AuSn4的存在。最重要的是,插針處不存在強(qiáng)度較低的界面。
4 案例研究2 - 軟焊接接頭中金過(guò)多
4.2 案例研究2-數(shù)據(jù)
焊接上的表面貼裝連接器并不是總能順利插拔。圖6所示的連接器在圖7所示的情況下會(huì)遇到插針焊點(diǎn)失效的問(wèn)題。

圖6 表貼連接器中心插針有時(shí)無(wú)法插入插孔或從插孔中拔出
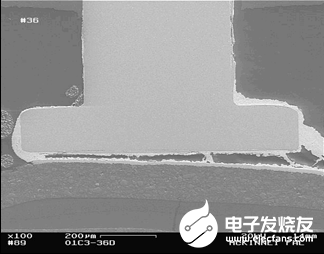
圖7 失效插針焊點(diǎn)的橫截面
圖9是圖8左邊角焊縫的特寫圖片。圖10顯示類似的特寫圖片,并使用SEM/EDS測(cè)量該區(qū)域元素構(gòu)成。這一批的檢視包括了焊點(diǎn)區(qū)域的絕大部分,這其中含有重量百分比為10%的金元素;此過(guò)程所使用的焊料合金為SnAg3.7。對(duì)另一處焊點(diǎn)區(qū)域進(jìn)行的類似測(cè)量顯示其中含有重量百分比為11%的金元素。
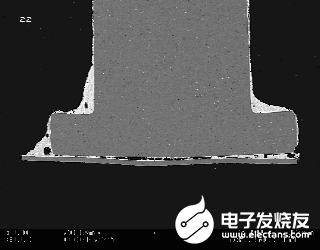
圖8 插針焊點(diǎn)橫截面圖片
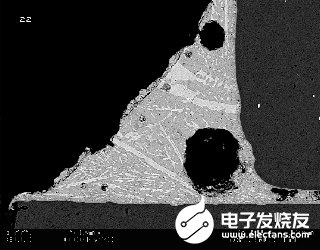
圖9 圖8左側(cè)角焊縫特寫圖
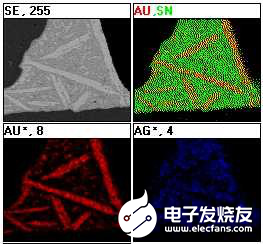
圖10 與圖9類似的角焊縫,顯示金(Au)、錫(Sn)和銀(Ag)的分布形態(tài)
依照不同的焊點(diǎn)預(yù)成型體的量、浸錫過(guò)程和三種焊接工藝溫度因素,我們進(jìn)行了32組試驗(yàn)。各組試驗(yàn)對(duì)插針焊點(diǎn)組件的制造過(guò)程所涉及的獨(dú)特設(shè)備和工藝都有針對(duì)性。
4.2 案例研究2-結(jié)果
在各項(xiàng)因素最優(yōu)化之后,插針拉拔強(qiáng)度顯著提高,數(shù)據(jù)見圖11,實(shí)際效果見圖12~14所示。
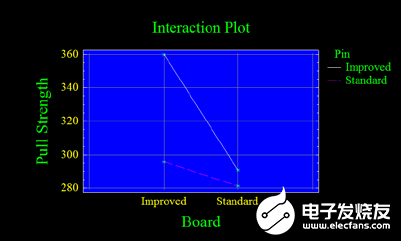
圖11 減少插針和電路板上的金,增加電路板上的焊料量,良好地相互作用以增加插針的拉拔強(qiáng)度(克)
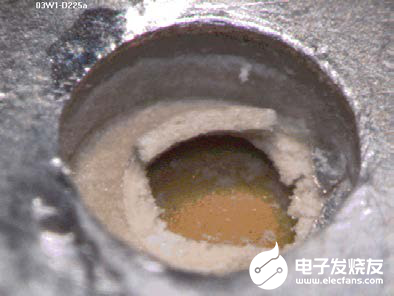
圖12 在插針拉拔試驗(yàn)中,插針到電路焊點(diǎn)的強(qiáng)度很高,使得電路焊盤和電路板材料也被扯出電路板
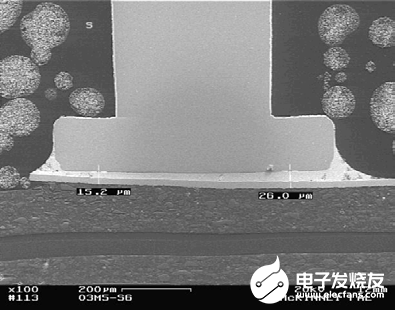
圖13 從金含量的減少和氣泡的減少來(lái)看,焊點(diǎn)質(zhì)量的改善得到了驗(yàn)證
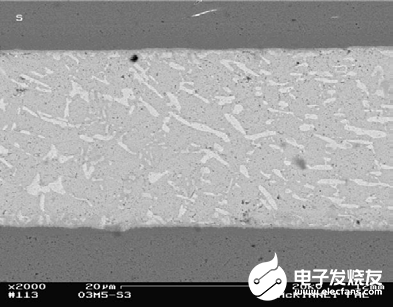
圖14 圖13中焊點(diǎn)的特寫圖片顯示在采用試驗(yàn)性設(shè)計(jì)的最優(yōu)化設(shè)置后,去除了焊盤和插針上殘留的、未溶解的金鍍層
按照一種預(yù)定的試驗(yàn),我們通過(guò)一項(xiàng)試驗(yàn)性設(shè)計(jì)(包括預(yù)裝配除金步驟)除去了軟焊點(diǎn)中過(guò)量的金元素,并進(jìn)行驗(yàn)證。
5 案例研究3 - 高溫手工焊接
5.1 案例研究3-數(shù)據(jù)
對(duì)如圖15所示的焊接安裝的表面貼裝連接器的一項(xiàng)失效分析顯示焊點(diǎn)開裂與原本組成為Sn63Pb37的焊料合金中過(guò)多的金和鎳元素有關(guān)。對(duì)圖15前景中水平方向上的開裂的接點(diǎn)進(jìn)行切橫截面檢查,結(jié)果如圖16所示。此外,我們還用SEM/EDS對(duì)橫截面某些微觀結(jié)構(gòu)金相進(jìn)行了分析。
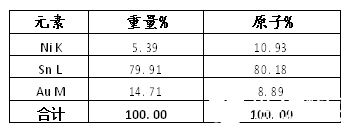
表1顯示圖16所示的焊點(diǎn)在總體上的元素組成。在進(jìn)行測(cè)量時(shí)并沒(méi)有將如圖16位點(diǎn)Spectrum 1所示的界面區(qū)域包括在內(nèi),這是為了避免其附近的鎳元素信號(hào)致使測(cè)量出現(xiàn)誤差。我們對(duì)不同的橫截面進(jìn)行了4次測(cè)量,測(cè)量結(jié)果如表1所示。其中,金元素平均重量百分比為3.6%,鎳元素平均重量百分比為1.3%。表2顯示圖16中標(biāo)記為Spectrum 2的中灰色金相的組成成分。這樣的金屬間化合物金相按其原子百分比數(shù)據(jù)確定為(Au0.45Ni0.55)Sn4。圖16中標(biāo)記為Spectrum 3和Spectrum 4的位點(diǎn)分別確定為富錫金相和富鉛金相。
此外,還獲得了連接器的制成金鍍層厚度。它的金鍍層厚0.70微米(28微英寸)。電路板表面處理方式為化學(xué)鍍鎳浸金。
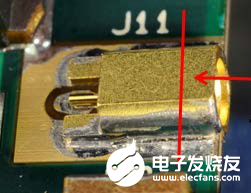
圖15 焊接上的表貼連接器,其接點(diǎn)有裂痕。箭頭指向橫截面所在位置
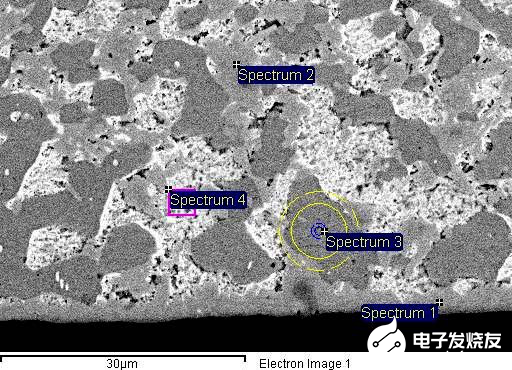
圖16 開裂接點(diǎn)橫截面,焊料與電路板焊盤相接處特寫圖
表1 圖16中整個(gè)焊點(diǎn)組成成分
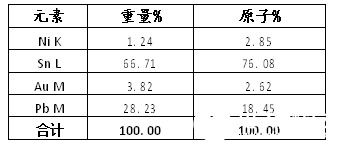
表2 圖16中標(biāo)為“光譜2”的金相組成成分
5.2 案例研究3-結(jié)果
一個(gè)多功能小組按照如下所示的類目檢查了可能的失效原因:
(1)材料;
(2)加工設(shè)備;
(3)工藝;
(4)環(huán)境;
(5)人員;
(6)方法。
在材料類目下有兩項(xiàng)原因,在工藝和方法類目下各有一條原因。材料類目下的兩項(xiàng)原因是金鍍層厚度和所使用的助焊劑。金鍍層過(guò)厚導(dǎo)致焊點(diǎn)中金元素的重量百分比達(dá)到了規(guī)范IPC-AJ-820A所規(guī)定的3%到4%的金元素重量百分比上限。在手工焊接過(guò)程中,助焊劑的使用會(huì)使產(chǎn)品在焊接高溫下的持續(xù)時(shí)間更長(zhǎng)。
工藝類目下的原因是比預(yù)期低的產(chǎn)出量,這就導(dǎo)致其返工量高于預(yù)期。方法類目下的原因是散熱不足的焊接安排,這樣的焊接安排導(dǎo)致手工焊接時(shí)的溫度更高。手工焊接溫度過(guò)高的結(jié)論是從已確定的含鎳金相(Au0.45Ni0.55)Sn4推導(dǎo)出來(lái)的。與化合物AuSn4常見的針尖狀或薄片狀結(jié)構(gòu)相比,圖16中標(biāo)記為Spectrum 2所示的(Au0.45Ni0.55)Sn4的形態(tài)就顯得很不規(guī)則。
手工焊接溫度過(guò)高問(wèn)題可以通過(guò)四項(xiàng)改進(jìn)措施來(lái)修正:
1)使SMT連接器的表面金鍍層更薄;
2)使手工焊接用的助焊劑更適用于批量生產(chǎn);
3)改進(jìn)焊接工藝使加工零件一次性通過(guò)、產(chǎn)出量也更高;
4)改進(jìn)返工流程、采用散熱效果更好的焊接工藝。
目前,對(duì)手工焊接過(guò)程中焊接溫度過(guò)高問(wèn)題的分析顯示,過(guò)高的焊接溫度不僅使金鍍層發(fā)生溶解,還讓鍍鎳層的很大一部分也發(fā)生了溶解。現(xiàn)在,業(yè)界認(rèn)可金錫化合物會(huì)導(dǎo)致焊點(diǎn)脆裂,并對(duì)金元素的重量百分比上限進(jìn)行了規(guī)定,用以避免此類脆裂現(xiàn)象的發(fā)生;但對(duì)于金鎳錫化合物而言,業(yè)界目前尚未有類似規(guī)定。
6 案例研究4-表面硬金鍍層
6.1 案例研究4-數(shù)據(jù)
圖17顯示一枚表面鍍鎳后再鍍硬金的插針用成分為Sn63Pb37的焊料合金焊接到電路板的電鍍通孔中。圖18顯示在角焊縫處出現(xiàn)了一條裂紋。對(duì)焊點(diǎn)的橫截面進(jìn)行分析,發(fā)現(xiàn)在角焊縫區(qū)域中插針上的金鍍層在焊接的過(guò)程中并未完全溶解。對(duì)一個(gè)類似的焊點(diǎn)進(jìn)行更嚴(yán)格的檢查,發(fā)現(xiàn)開裂處特定地出現(xiàn)在插針上所金鍍層的殘留物和AuSn2金屬間化合物層之間,如圖19所示。在AuSn2旁邊是連續(xù)的AuSn4層。在整個(gè)角焊縫中都分布有典型的AuSn4化合物。
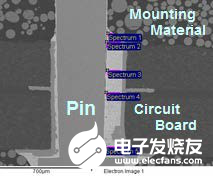
圖17 插針在電鍍通孔焊點(diǎn)中的橫截面視圖
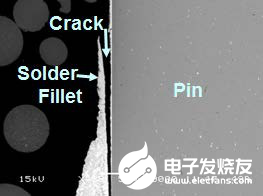
圖18 與針腳分離狀況的角焊縫裂縫特寫圖
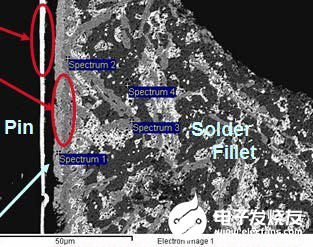
圖19 裂縫的微觀結(jié)構(gòu)顯示在角焊縫中有殘存的金鍍層、裂縫和AuSn2/AuSn4雙組分化合物層
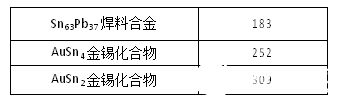
表3所示的焊料和化合物的熔點(diǎn)作為參考資料十分有用。在焊接的過(guò)程中不會(huì)達(dá)到AuSn2的熔點(diǎn)。有人提出,高熔點(diǎn)的AuSn2化合物是通過(guò)固態(tài)擴(kuò)散形成的。與此相對(duì),在焊料仍處于熔融狀態(tài)時(shí),金鍍層溶解并與錫產(chǎn)生反應(yīng),形成AuSn4。在焊點(diǎn)凝固成型并冷卻下來(lái)的過(guò)程中,在金鍍層的殘留物與AuSn4之間發(fā)生了快速擴(kuò)散。這種擴(kuò)散形成了與金鍍層的殘留物相鄰的AuSn2層。注意:AuSn2只在金鍍層的殘留物和AuSn4之間產(chǎn)生,是AuSn2/AuSn4化合物界面層的一部分,并不散布在整個(gè)角焊縫中。
這樣的擴(kuò)散減弱了金到AuSn2界面的強(qiáng)度,而因此被集中起來(lái)的角焊縫的收縮產(chǎn)生了足以導(dǎo)致角焊縫裂開的剝離應(yīng)力。鑒于鍍層可能會(huì)包含高達(dá)20%的空缺,這樣的固態(tài)擴(kuò)散可能會(huì)使這樣的空缺進(jìn)一步加劇,并因此導(dǎo)致鍍層強(qiáng)度下降或出現(xiàn)中空現(xiàn)象。此外,我們知道,固態(tài)擴(kuò)散和反應(yīng)速率取決于表面鍍層在電鍍過(guò)程中所形成的應(yīng)力狀態(tài)。
表3 焊料和化合物熔點(diǎn)(℃)
6.2 案例研究4-結(jié)果
分析確定AuSn4在焊接的過(guò)程中形成,并與金鍍層的殘留物相接觸。在焊點(diǎn)固化后的冷卻過(guò)程中,在AuSn4和金鍍層的殘留物之間的界面上形成了新的金屬間化合物AuSn2,并因此導(dǎo)致開裂。形成AuSn2(及由此所致的開裂)的原因可能是硬金表面鍍層;這不僅因?yàn)檫@是金鍍層,同時(shí)還因?yàn)檫@樣的硬金鍍層含有鎳或類似的硬化元素。如表4所示,硬金的雜質(zhì)水平比軟金要高出3到10倍。盡管硬金中的雜質(zhì)也能以一定的速率在熔融的焊料中溶解,但其速度比金的溶解速度要慢得多。
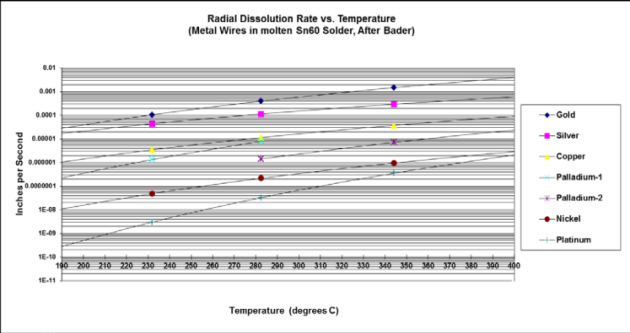
如圖20所示,在230℃、組分為Sn60Pb40熔融的焊料浴中,金屬鎳的溶解速率為0.05微英寸每秒,金的溶解速率則高達(dá)100微英寸每秒。金的硬化降低了金的溶解速率,并在焊點(diǎn)固化后致使更多的/殘留的金鍍層形成,固體擴(kuò)散出更多的金元素,形成了更多的AuSn2,并由此導(dǎo)致開裂。
表4 金硬度和純度的規(guī)范
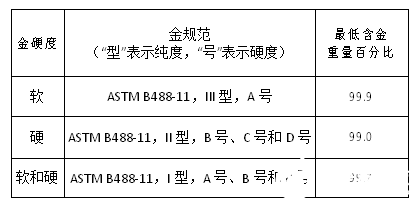
圖20 熔融Sn60Pb40合金中徑向浸出率與金屬引線溫度關(guān)系
因此,針對(duì)硬金表面鍍層的解決方案就應(yīng)當(dāng)是以一種受控方式來(lái)讓插針蘸上熱熔的焊料以達(dá)到完全溶解硬金表面鍍層的目的。這樣,插針就有了一層可焊且基本不含金的表面鍍層,脆裂的問(wèn)題也因此得到解決。在此項(xiàng)案例研究中所得到一個(gè)經(jīng)驗(yàn)是,對(duì)焊點(diǎn)進(jìn)行橫切面檢查以確認(rèn)金鍍層在焊點(diǎn)成型的過(guò)程中完全溶解的試驗(yàn)手段是很有幫助的。
特別是當(dāng)金鍍層的硬度和純度均未知時(shí),這樣的橫切面檢查就顯得更重要了,因?yàn)橐_保避免焊點(diǎn)的脆裂問(wèn)題,有必要先確定在焊點(diǎn)成型的過(guò)程中金鍍層已完全溶解。
8 總結(jié)
J-STD-001F主張金鍍層脆裂應(yīng)當(dāng)被視作焊接制成電氣和電氣組件的一種缺陷,凸顯我們對(duì)以下內(nèi)容有清晰理解的需要:
(1)焊點(diǎn)脆裂的機(jī)理;
(2)經(jīng)過(guò)實(shí)踐驗(yàn)證的解決方案;
(3)確立具體標(biāo)準(zhǔn)的可行性。
本論文闡述了針對(duì)焊點(diǎn)脆裂問(wèn)題的四項(xiàng)案例研究;其中,三項(xiàng)使用了Sn63Pb37合金,一項(xiàng)使用了SnAg3.7合金。
本論文在每項(xiàng)案例研究中都給出了解決方案,并提出了這些解決方案對(duì)無(wú)鉛合金和標(biāo)準(zhǔn)的適用性問(wèn)題。
在第一項(xiàng)案例研究中,一種金錫化合物被現(xiàn)實(shí)析出在原本不含金的表面安裝引線接頭上。覆有厚金鍍層的基底本應(yīng)被鍍鎳層完整包被住,但厚金鍍層的周邊并未被包被住,導(dǎo)致金在焊接的過(guò)程中大量溶解。這一案例研究闡釋了金溶解、接著形成AuSn4金屬間化合物、并向界面和焊點(diǎn)塊上析出的常見脆裂機(jī)理。簡(jiǎn)單地重新設(shè)計(jì)鍍鎳包被層就能解決這一問(wèn)題。
在第二項(xiàng)案例研究中,焊接在一起的表面貼裝連接器插針和基底焊盤都含有太多的金,焊料體積又太小,導(dǎo)致金的重量百分比過(guò)高。我們通過(guò)帶能量分散光譜的掃描電子顯微成像測(cè)量了焊點(diǎn)中的金含量,顯示不必總是得依靠計(jì)算來(lái)獲取這一數(shù)值。我們通過(guò)一項(xiàng)重復(fù)了32次的試驗(yàn)來(lái)為某特定制造設(shè)備優(yōu)化除金過(guò)程工藝、焊料體積和三項(xiàng)溫度設(shè)定。驗(yàn)證樣品的橫截面顯示試驗(yàn)成功。
第一項(xiàng)和第二項(xiàng)案例研究顯示通常所致的脆裂機(jī)理,第三項(xiàng)和第四項(xiàng)案例研究則提供了一些不同的信息。
在第三項(xiàng)案例研究中,對(duì)表面貼裝連接器的焊接是手動(dòng)進(jìn)行的。在進(jìn)行電氣試驗(yàn)時(shí),焊點(diǎn)有開裂現(xiàn)象。多功能小組進(jìn)行了因果調(diào)查,發(fā)現(xiàn)了四項(xiàng)成因。微觀結(jié)構(gòu)分析顯示手工焊接的溫度過(guò)高。金和鎳脆裂導(dǎo)致形成了與AuSn4形態(tài)不同的(Au0.45Ni0.55)Sn4金屬間化合物。我們通過(guò)配備更好的散熱結(jié)構(gòu)降低了焊接溫度。此外,我們還改進(jìn)了熔劑,并使用了金鍍層更薄一些的連接器。
在第四項(xiàng)案例研究中,插針上的硬鍍金表面導(dǎo)致電鍍通孔應(yīng)用中的焊點(diǎn)發(fā)生開裂。橫截面圖像分析顯示在角焊縫區(qū)域中,并不是所有的金都自插針上溶解掉。AuSn4開始時(shí)附著于金鍍層的殘留物上。AnSn2在擴(kuò)散后形成,導(dǎo)致產(chǎn)生AuSn2/AuSn4雙組分化合物層;該雙組份化合物層從金鍍層上脫落。與純金相比,硬化后的金在焊料中的溶解速率十分緩慢。對(duì)金的硬化降低了金的溶解速率,導(dǎo)致了焊點(diǎn)硬化后金鍍層的殘留和AuSn2的形成,并因此成為開裂的一項(xiàng)成因。
【作者簡(jiǎn)介】
聞春國(guó),譯審,西南科技大學(xué)外國(guó)語(yǔ)學(xué)院特聘產(chǎn)業(yè)教授。
編輯:hfy
-
電子元器件
+關(guān)注
關(guān)注
134文章
3894瀏覽量
113925
發(fā)布評(píng)論請(qǐng)先 登錄
振動(dòng)測(cè)試:AEC-Q102標(biāo)準(zhǔn)下汽車電子可靠性的關(guān)鍵驗(yàn)證

什么是高可靠性?
汽車電子元器件AEC認(rèn)證的必要性:從標(biāo)準(zhǔn)到實(shí)踐的全方位解析

基于推拉力測(cè)試機(jī)的PCBA電路板元器件焊點(diǎn)可靠性評(píng)估與失效機(jī)理探討

影響保護(hù)元器件的可靠性以及保護(hù)響應(yīng)時(shí)間的關(guān)鍵要素有哪些?
CDM試驗(yàn)對(duì)電子器件可靠性的影響

【技術(shù)指南】提升嵌入式數(shù)據(jù)可靠性,從元器件選型開始!

實(shí)戰(zhàn)分享:推拉力測(cè)試機(jī)如何確保汽車電子元件的剪切可靠性?

元器件可靠性領(lǐng)域中的 FIB 技術(shù)
電子元器件可靠性檢測(cè)項(xiàng)目有哪些?
電機(jī)微機(jī)控制系統(tǒng)可靠性分析
電機(jī)控制器電子器件可靠性研究
富捷科技打造高可靠性車規(guī)級(jí)電阻解決方案

揭秘元器件立碑現(xiàn)象:成因解析與預(yù)防策略
集成電路可靠性試驗(yàn)項(xiàng)目匯總




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論