 焊點空洞成因深度解析:傲牛SAC305錫膏的空洞抑制方案
焊點空洞成因深度解析:傲牛SAC305錫膏的空洞抑制方案

焊點空洞作為功率器件封裝焊接中的典型缺陷,其存在會顯著降低焊點導熱導電性能,加劇熱應力集中,最終影響器件長期可靠性。在實際工程應用中,空洞率超標是導致產品可靠性測試失效的核心誘因之一。本文將從錫膏配方、焊接工藝兩大維度,系統拆解空洞形成的核心成因,并詳細闡述傲牛科技帶空洞抑制劑SAC305錫膏的技術原理與應用優勢。
一、焊點空洞的核心成因:氣體殘留的“生成-逸出”失衡
焊點空洞的本質是焊接過程中產生的氣體未能完全從熔融焊料中逸出,最終被凝固的焊料包裹形成的空隙。這些氣體的來源與錫膏配方特性、焊接工藝參數直接相關,具體可分為以下兩類核心成因。
(一)錫膏配方層面:氣體生成的“源頭控制”失效
錫膏由合金焊粉與助焊劑組成,二者的配方設計與性能參數,是決定氣體生成量的關鍵因素,具體失效點可分為三類:
1、助焊劑性能失配
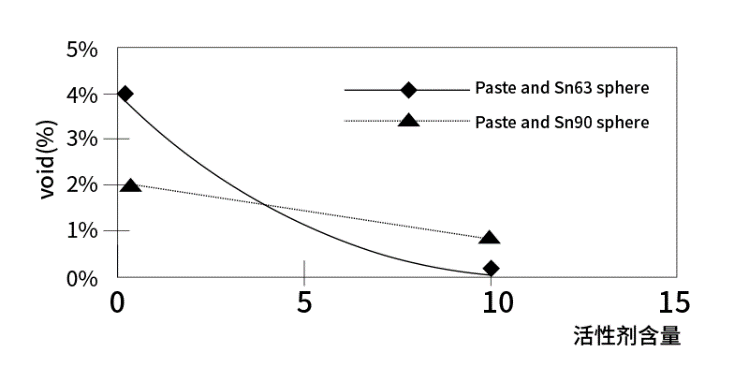
助焊劑的活性、揮發動力學及含量,直接影響氣體生成與排出效率。若助焊劑活性成分(如有機酸)含量不足,無法徹底清除焊粉與焊盤表面的氧化層,氧化層分解產生的CO?等氣體將殘留于焊點。
若助焊劑揮發速度與焊料熔融節奏不匹配——預熱階段揮發過快易形成“爆氣”,回流階段揮發過慢則氣體被熔融焊料包裹。
此外,助焊劑含量低于8%或高于12%,均會導致潤濕性下降或焊料流動性失衡,進一步加劇氣體殘留。某光伏企業曾因使用助焊劑含量僅6%的錫膏,導致IGBT模塊焊點空洞率高達8%,遠超行業標準的5%上限。
2、焊粉質量不達標
焊粉的氧化度、球形度及吸潮性,是氣體生成的重要源頭。行業標準要求焊粉氧化度需控制在0.1%以下,若氧化度超標,焊粉表面的SnO?等氧化層在高溫下會與助焊劑反應,生成大量氣體;超細焊粉(如7號粉,粒徑2-5μm)因比表面積大,儲存過程中易吸收空氣中的水分,焊接時水分蒸發形成水蒸氣,直接轉化為空洞;同時,球形度低于95%的焊粉會導致錫膏填充密度不均,顆粒間的空隙易截留空氣,形成原生氣體殘留。
3、合金配比偏差
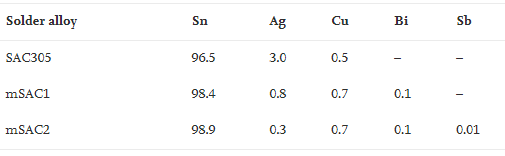
合金元素的精準配比,影響焊料的熔融特性與潤濕性。以SAC305錫膏為例,若銀含量低于3%或銅含量偏離0.5%,會導致焊料熔點波動、潤濕性下降——熔融焊料在焊盤上的鋪展速度減緩,氣體逸出通道被壓縮,進而增加空洞形成概率。此外,合金晶粒細化不足,會導致焊料凝固時晶粒間存在微小空隙,形成“微空洞”聚集。
(二)焊接工藝層面:氣體逸出的“過程控制”失效
即使錫膏配方合格,焊接各環節的工藝參數偏差,仍可能導致空洞率超標,具體集中在三個環節:
1、印刷工藝參數失控
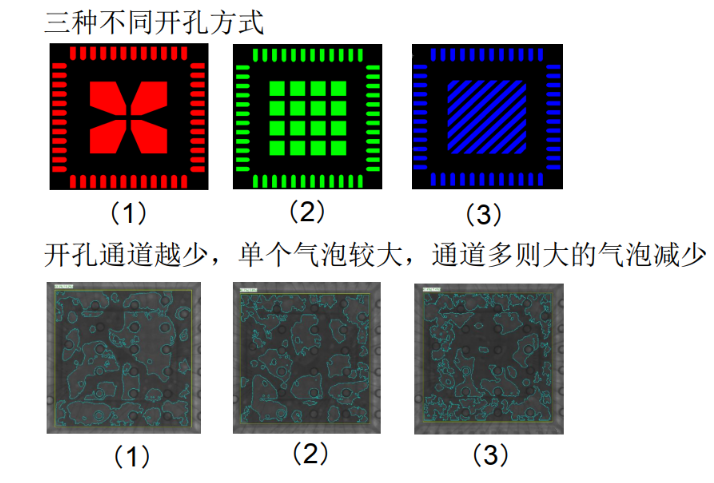
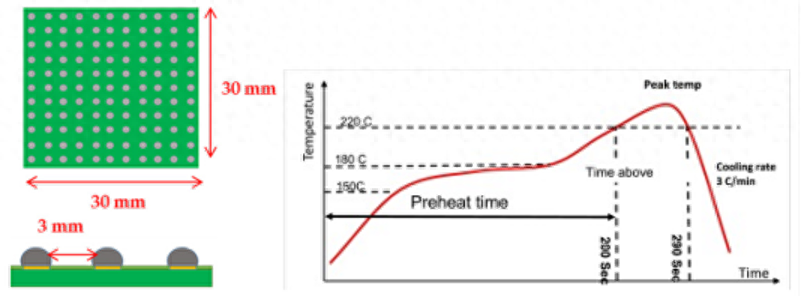
錫膏印刷的核心是保證涂覆量均勻且無氣泡截留。若鋼網開口尺寸與焊盤不匹配——開口過大導致錫膏過量堆積,開口過小則錫膏填充不足;或刮刀壓力失衡(壓力過大刮傷鋼網,壓力過小導致錫膏殘留)、印刷速度過快(5mm/s以上),均會導致錫膏內部形成空氣截留。某消費電子企業曾因鋼網厚度從100μm誤換為150μm,導致MOSFET焊點空洞率從2%升至5%。
2、回流曲線參數紊亂
回流焊的溫度曲線是控制氣體逸出的關鍵,任一階段參數偏差均會引發空洞。預熱段(室溫至150℃)若升溫速率超過2℃/s,助焊劑將快速揮發產生大量氣體,超出熔融焊料的排氣能力;恒溫段(150℃至180℃)若保溫時間不足40秒,助焊劑無法充分活化,氣體未能完全釋放;回流段(180℃至峰值溫度)若峰值溫度低于焊料熔點30℃以下,焊料未能完全熔融,氣體逸出通道不暢;冷卻段若降溫速率過快(超過4℃/s),焊料快速凝固會“鎖閉”未逸出的氣體。
3、焊盤預處理不充分
焊盤表面的氧化層、油污及顆粒雜質,會阻礙焊料潤濕性,形成局部氣體殘留。若焊盤存放時間超過72小時,表面易形成厚度超10nm的氧化層;或PCB清洗后未徹底干燥,表面殘留的水分與清洗劑成分,在焊接時均會轉化為氣體,最終形成空洞。
二、空洞抑制的技術突破:傲牛SAC305錫膏的核心原理
針對上述空洞成因,傲牛科技推出搭載定制化空洞抑制劑的SAC305錫膏,在不改變現有生產設備與工藝參數的前提下,實現空洞率的顯著降低,其核心原理在于通過精準的化學作用引導氣體逸出,具體過程分為三步:
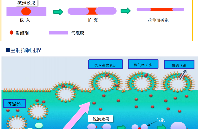
第一步是氣液界面浸潤。
空洞抑制劑的分子結構具有雙親特性,可快速浸入熔融焊料與氣泡形成的泡膜表層,降低氣液界面張力,破壞氣泡的穩定性。
第二步是氣泡凝集與浮游。
抑制劑分子會吸附于氣泡表面,通過分子間作用力推動微小氣泡發生凝集,形成體積更大的氣泡——根據斯托克斯定律,氣泡體積越大,在熔融焊料中的上浮速度越快,從而快速浮游至焊盤表面。
第三步是氣泡膜拉伸破裂。
當氣泡上浮至焊料與空氣的界面時,抑制劑分子會進一步拉伸氣泡膜,使膜厚度均勻變薄,最終在表面張力作用下破裂,實現氣體完全逸出。通過這一過程,氣泡數量大幅減少,焊點空洞率隨之顯著下降。

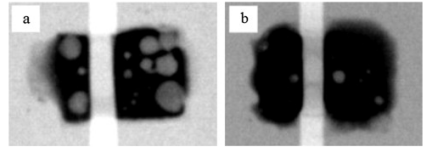
第三方檢測數據顯示,在相同設備與工藝條件下(鋼網厚度100μm、回流峰值溫度245℃±5℃),普通SAC305錫膏的空洞率為5%-7%,而傲牛帶空洞抑制劑的SAC305錫膏可將空洞率穩定控制在3%以下,針對0.3mm細間距焊盤甚至能實現1%-0.5%的超低空洞率。
三、產品應用價值:兼顧可靠性與工藝兼容性
該款錫膏延續了SAC305錫膏的核心優勢——無鉛(Pb含量<0.1%)、零鹵素(Cl?+Br?<0.1%),完全符合RoHS 2.0與車規AEC-Q101標準,可廣泛適配消費電子(手機快充芯片)、工業控制(中功率IGBT)、汽車電子(車載DC/DC模塊)等場景。其最大的應用價值在于“零工藝改動成本”——企業無需更換印刷機、回流爐等設備,無需調整工藝參數,即可實現空洞率的跨越式提升,大幅降低因空洞導致的返工成本與可靠性風險。
目前該產品已正式批量上市,針對有高可靠性需求的客戶,可提供免費樣品與定制化工藝適配方案。如需進一步驗證產品性能,可直接聯系獲取檢測報告與應用案例。
-
消費電子
+關注
關注
10文章
1229瀏覽量
74066 -
IGBT
+關注
關注
1289文章
4339瀏覽量
263300 -
錫膏
+關注
關注
1文章
993瀏覽量
18276 -
助焊劑
+關注
關注
3文章
150瀏覽量
12355
發布評論請先 登錄
【錫膏廠家】如何量化空洞對焊點性能的影響?

錫膏焊接后PCBA焊點產生空洞的原因是什么?

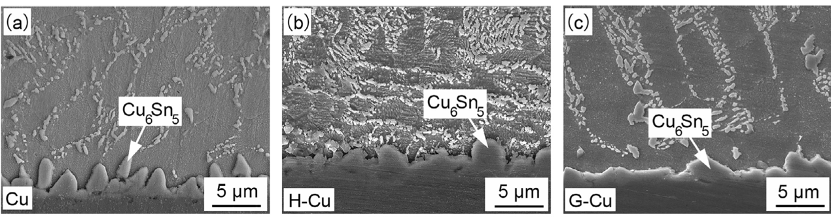
SAC305錫膏在不同銅基板的焊接表現

詳解錫膏產生空洞的具體原因
解析SAC305錫膏及其作用

含鉍錫膏相較于SAC305錫膏有哪些優勢?
無鉛錫膏焊接空洞對倒裝LED的影響




 工商網監
工商網監
評論