 鋁質焊盤的鍵合工藝
鋁質焊盤的鍵合工藝

共讀好書
姚友誼 吳琪 陽微 胡蓉 姚遠建
(成都西科微波通訊有限公司)
摘要:
從鋁質焊盤鍵合后易發生欠鍵合和過鍵合的故障現象著手,就鋁焊盤上幾種常見鍵合方式進行了探討,得出鍵合的優先級為硅鋁絲超聲楔形鍵合、金絲熱聲球形鍵合、金絲熱壓楔形鍵合。對層狀結構的焊盤在熱聲和熱壓鍵合的應力仿真對比分析,得出鍵合各因素的重要性排序為超聲功率、鍵合壓力、襯底加熱溫度和劈刀溫度。通過正交試驗設計,找到鋁焊盤上較為適宜的鍵合方式及參數范圍,可大幅減小鋁焊盤鍵合后失鋁現象的發生。同時,對于鍍金小焊盤的鍵合,也可參考本方法來解決焊盤起層的問題。
0 引言
引線鍵合是半導體集成電路封裝中被廣泛應用的一種互聯工藝,引線鍵合的質量直接影響電子電路的穩定性和可靠性。內引線材料主要有金絲、硅鋁絲、銅絲,一般軍品主要采用機械強度高、結合性好及物理性能穩定的金絲,大功率器件和民品由于成本等原因主要采用摻雜硅的鋁絲 [1-2] 。目前,國內集成電路芯片焊盤金屬化層基本上是鋁金屬層 [3] 。不同用戶在鋁焊盤上的引線互聯應用有三種主要的方式:硅鋁絲楔焊、金絲球焊、金絲楔焊。本文從鋁焊盤上內引線鍵合工藝方式出發,結合焊盤的結構,對上述鍵合方式分別進行了探討。
1 機理分析
1.1 鍵合類別
在多芯片組件裝配過程中,內引線鍵合工藝按照工作原理可分為熱壓鍵合、超聲鍵合及熱超聲鍵合,三種鍵合方式的區別主要在于鍵合能量方式不同,熱振動、機械振動,或是兩者結合 [4] 。
1.2 鋁焊盤結構
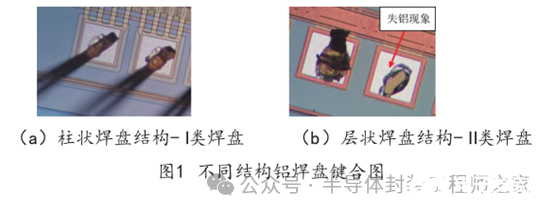
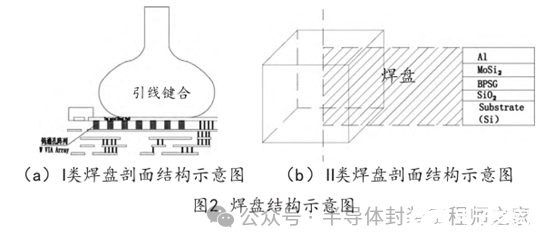
通常鋁焊盤的結構依據芯片生產廠家的制備工藝方式不同略有不同,一種為Al/TiN/Ti/Si內部填充W柱的立體結構,另一種為Al/MoSi 2 /BPSG(Borophosphorosilicate Glass,硼硅酸鹽玻璃)/SiO 2 /Si的層狀結構,后者焊盤結構在鍵合時較為容易產生失鋁的故障 [5-6] 。兩種不同結構的焊盤楔形鍵合后示意圖如圖1所示,焊盤結構如圖2所示,焊盤材料及厚度見表1。
1.3 鍵合方式
1.3.1 硅鋁絲楔焊
硅鋁絲鍵合屬于超聲鍵合類別,即被鍵合件與鍵合引線均不需要加熱,采用超聲和壓力共用作用下完成的一種內引線鍵合。由于微波組件內使用不同種類的芯片,其焊盤材質的特點也不盡相同,當芯片的焊盤材質為鋁時,必然會存在兩種狀態(鋁-鋁系統和鋁-金系統)。有研究證明:在鍵合金屬系統中,鋁-鋁系統特別可靠,無金屬件化合物和界面
腐蝕的問題。在鋁焊盤芯片的鍵合互連中采用硅鋁絲是具有一定優勢的,尤其是針對大功率高散熱、特殊使用環境和高可靠要求的情況。
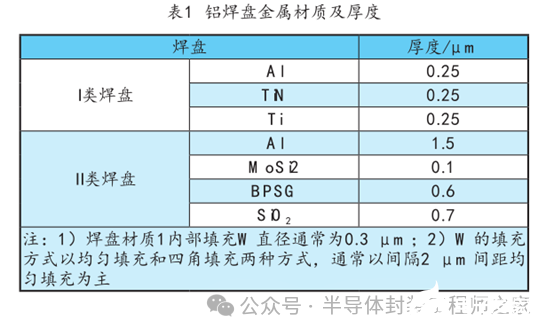
芯片廠商在制作鋁金屬化層時,采用的工藝不同,鋁金屬層與其底層的黏附性能就會有差別,這就出現了有些工藝制作電路的鋁金屬化層在硅鋁絲超聲楔焊時容易出現失鋁的現象,如圖3所示。
1.3.2 金絲球焊
金絲球焊鍵合的優點是鍵合速度快,從球的任意角度可以進行鍵合,即第二鍵合點位置可以在第一鍵合點的任意方向。同時,金絲球焊對焊盤的沖擊作用較小。對熱超聲金絲球焊的研究表明 [7-8] :開始鍵合階段,彈性鍵合金球在瓷嘴的垂直位移作用下與焊盤開始接觸,瓷嘴尖端的金球在壓力下成一個圓環分布式應力,圓環中心部分應力最大,外圍應力最小。隨著鍵合過程逐步進展,瓷嘴垂直向下位移的增加,中心最大壓應力區域慢慢向外擴展,圓環外圍壓應力也在逐漸變大,同時金球與焊盤的接觸面積也漸漸增大。在鍵合的最后階段,金球底部壓應力受振動的影響幾乎為零,壓應力大小隨圓環半徑的增加而減小。但是,如果鍵合參數設置不合理,金絲球焊鍵合過程也出現失鋁的現象,如圖4所示。

1.3.3 金絲楔焊
金絲楔焊主要分為熱聲鍵合和熱壓鍵合兩種類別,目前熱聲鍵合應用較為廣泛 [9] 。微波組件內的部分芯片使用金絲熱聲鍵合時,其產品數據手冊上對鍵合條件比較特殊,具體要求表現為:1)劈刀尖端溫度高達180 ℃;2)襯底溫度160 ℃。通常情況下,鍵合設備劈刀刀尖的溫度很難達到,以WESTBOND MODEL 7476E型設備為例,劈刀尖端溫度最高溫度為131 ℃。由于微波組件裝配過程的溫度梯度設計,鍵合工序中產品襯底溫度一般為150 ℃。上述條件均難以達到芯片數據手冊中的鍵合條件的要求。
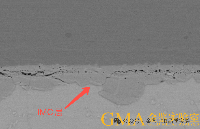
與此同時,部分芯片使用手冊中建議在使用金絲楔形鍵合時需采用盡可能小的超聲波能量,但并未對其進行大致范圍的量化。這就容易造成在實際鍵合過程中,鋁焊盤上易發生欠鍵合或過鍵合的故障 [10] 。有研究表明,當超聲功率設置較小和溫度較低時,鋁焊盤上金絲楔形鍵合強度很小,此時的鍵合屬于欠鍵合。當超聲功率設置較大和溫度較高時,鍵合強度下降甚至導致鋁焊盤剝離,此時的鍵合屬于過鍵合,典型的鋁焊盤金絲楔形鍵合故障如圖5所示。

1.4 鍵合因素的影響分析
匯總上述三種鍵合工藝的主要特點,見表2。
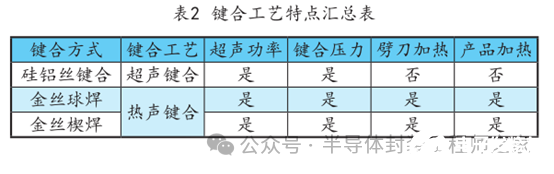
由表2可知,熱聲鍵合的因素涉及較為全面,可作為研究對象開展上述各因素重要性的研究。
1.4.1 熱聲楔形鍵合分析
本著簡化設計和減少計算量的角度出發,選擇對鋁焊盤上的金絲熱聲楔形鍵合開展仿真分析,選擇II類焊盤結構進行建模。焊點變形量依據GJB548B方法2017.1 內部目檢(混合電路)3.1.5.2楔形鍵合的外觀要求:鍵合寬度小于引線直徑的1.2倍或大于3.0倍,或者其長度小于引線直徑的0.5倍,或者沒有工具壓痕,均不得接受。材料參數見表3。
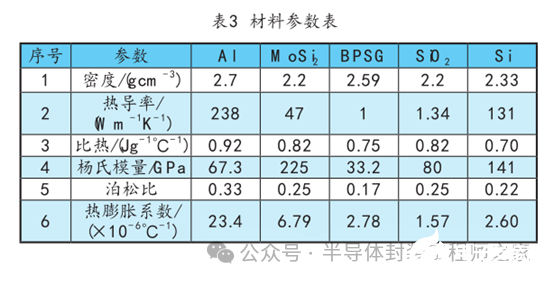
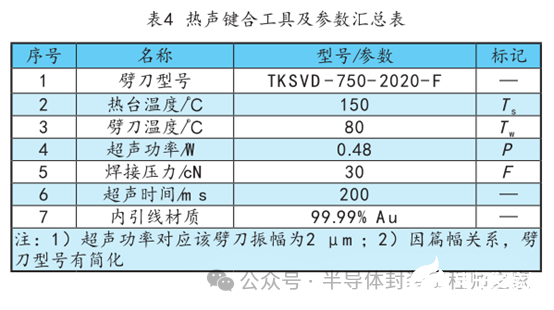
以常用的熱聲鍵合參數進行仿真分析,工具及材料等參數見表4。
熱聲鍵合后焊盤XY方向應力如圖6所示,劈刀機械振動方向為X方向。
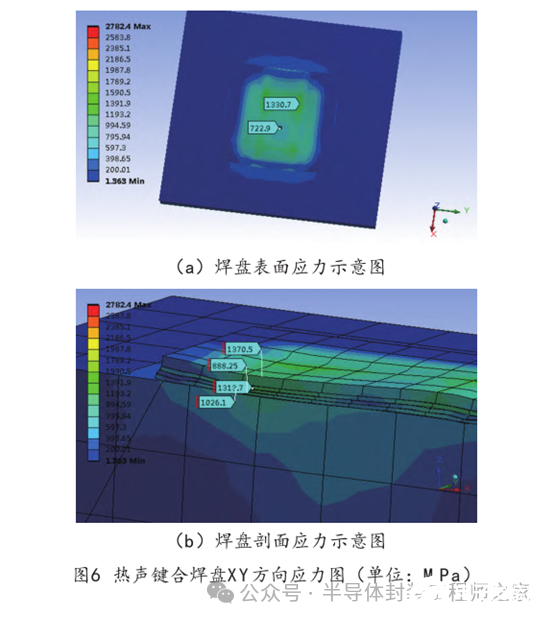
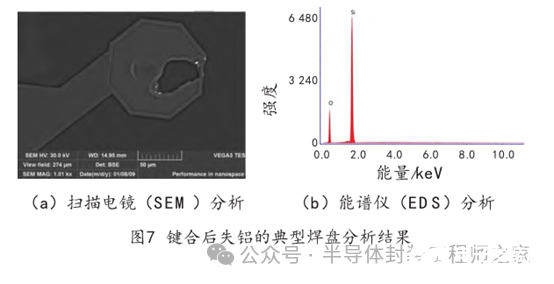
熱聲鍵合過程中,焊盤表面承受的應力并不均勻,呈現四周大于中間的現象,尤其沿劈刀機械振動方向;焊盤受金絲變形的壓力作用產生較大的應力,沿著Z軸方向逐漸減小;當焊盤受到較大應力作用時,裂紋極易從內部鵬硅酸鹽邊緣或外部鋁層的高應力集中區域產生、擴展;當焊盤受到極大應力作用后,裂紋直接在高應力集中區產生,導致整個焊點失鋁的現象發生。典型故障現象如圖7所示。
1.4.2 熱壓楔形鍵合分析
取消超聲功率的作用,其余參數固定不變但逐漸增加壓力參數直至其原有設定值的2.5倍,焊點變形量達圖6,仿真結果如圖8所示。
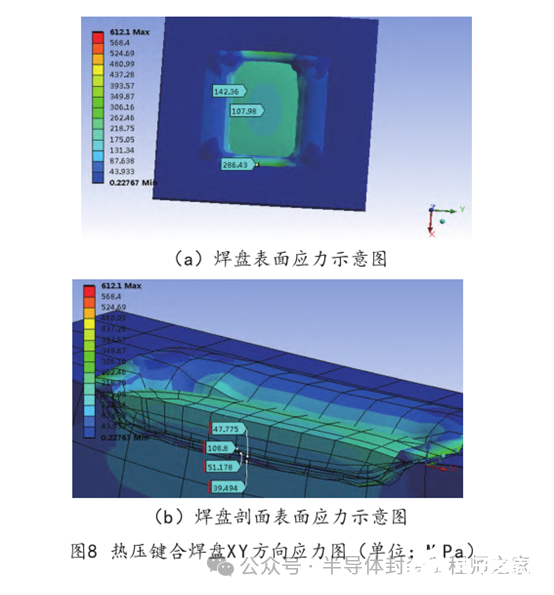
對比圖6和圖8可知:1)熱壓鍵合后焊盤受到的應力分布與熱超聲鍵合類似,四周應力大于中心部位;2)熱壓鍵合后焊盤受到的應力分布僅是熱聲鍵合的10.7%。
基于上述仿真參數設置并進一步仿真計算,得出鍵合三個主要因素(壓力 F 、熱臺溫度 T s 和劈刀溫度 T w )。在固定兩因素后,剩余因素帶來的焊點變形量對應關系,如圖9所示。
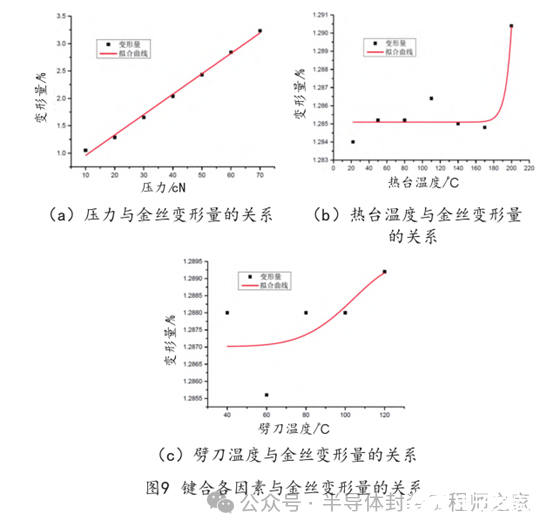
壓力 F 的增加導致金絲變形量巨大且呈線性關系,曲線斜率較大;熱臺溫度 T s 的增加會適當增加金絲變形量,但其在170 ℃前變化不明顯,170~200 ℃變化較大,但整體依然不明顯;劈刀溫度 T w 的增加會適當增加金絲變形量,但不明顯。
1.4.3 小結
綜上所述,鍵合各因素的增加均會帶來金絲變形量的增加,其影響大小分別為 P > F
> T s > T w 。
2 試驗與結果
2.1 硅鋁絲超聲鍵合
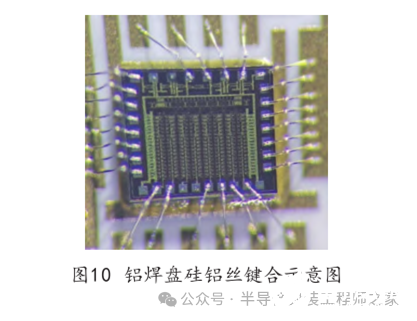
由于鋁金屬層存在不同的厚度(不同的廠家生產),超聲功率和壓力等引線鍵合機的參數就必須做出相應的調整,以生產出有相同鍵合強度和焊點尺寸的鍵合引線。以線徑25 μm的硅鋁絲為例,通過對焊接參數的調整(超聲功率為1.2~1.5 W、壓力為23~45 cN),鍵合后如圖10所示。
2.2 金絲球形熱聲鍵合
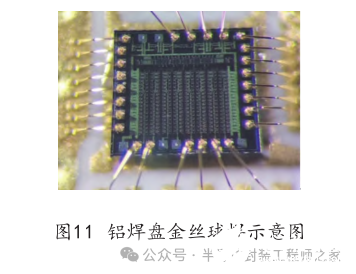
以線徑25 μm的金絲為例,通過對其主要的鍵合參數進行調整,超聲功率控制在1.3~1.6 W、焊接時間控制在80~150 ms、焊接壓力在20~40 cN,鍵合后如圖11所示。
2.3 金絲楔形熱壓鍵合
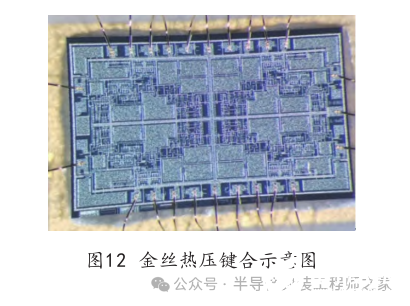
去除超聲功率的作用,在襯底加熱溫度設置為150 ℃、壓力增加約95%的基礎上,鋁焊盤鍵合金絲無異常,鍵合示意圖如圖12所示。
2.4 應用擴展
同理,對于鍍金小焊盤(焊盤直徑≤25 μm)的鍵合,也可采用上述鍵合的方式來有效解決焊盤起層這一問題,鍵合后如圖13所示。

3 結論
本文從鋁質焊盤鍵合后易發生欠鍵合和過鍵合的故障現象著手,就鋁焊盤上幾種常見鍵合方式進行了探討,得出鍵合的優先級為硅鋁絲超聲楔形鍵合、金絲熱聲球形鍵合、金絲熱壓楔形鍵合。對層狀結構的焊盤在熱聲和熱壓鍵合的應力仿真對比分析,得出鍵合各因素的重要性排序為超聲功率、鍵合壓力、襯底加熱溫度和劈刀溫度。通過正交試驗設計,找到鋁焊盤上較為適宜的鍵合方式及參數范圍,可大幅減小鋁焊盤鍵合后失鋁現象的發生。同時,對于鍍金小焊盤的鍵合,也可參考本方法來解決焊盤起層的問題。
審核編輯 黃宇
-
芯片
+關注
關注
463文章
54316瀏覽量
468493 -
焊盤
+關注
關注
6文章
605瀏覽量
39870 -
鍵合
+關注
關注
0文章
104瀏覽量
8300
發布評論請先 登錄
高頻超聲鍵合技術:引線鍵合工藝優化與質量檢測方法

超聲鍵合技術是什么?芯片封裝的工藝原理與應用解析

一文了解什么是半導體引線鍵合中的彈坑?


氧濃度監控在熱壓鍵合(TCB)工藝過程中的重要性

混合鍵合(Hybrid Bonding)工藝介紹
銀線二焊鍵合點剝離失效原因:鍍銀層結合力差VS銀線鍵合工藝待優化!
什么是引線鍵合?芯片引線鍵合保護膠用什么比較好?
混合鍵合工藝介紹

基于推拉力測試機的化學鍍鎳鈀金電路板金絲鍵合可靠性驗證




 工商網監
工商網監
評論