 表面粗糙度測量方案
表面粗糙度測量方案

表面粗糙度您了解多少?表面粗糙度,是指加工表面具有的較小間距和微小峰谷不平度,其兩波峰或兩波谷之間的距離(波距)很小(在1mm以下),它屬于微觀幾何形狀誤差。表面粗糙度越小,則表面越光滑。
表面粗糙度的評定方法
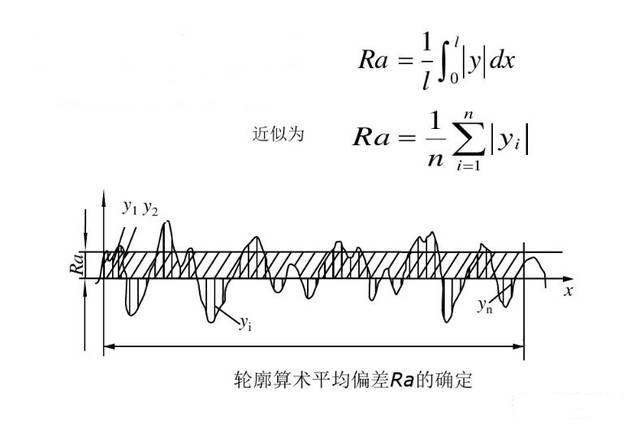
1.二維粗糙度評定
在常規工業加工領域中,Ra是常用的表面粗糙度評定參數,其定義為在取樣長度L內,輪廓偏距的絕對值的算術平均值。
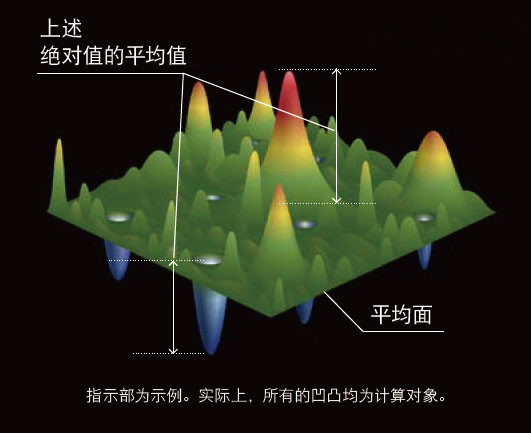
2.三維粗糙度評定
隨著工業制造越來越精密化,特別是半導體和3C電子行業,傳統的粗糙度評定為二維參數評定,評定的時候在一條線上進行評定,不能夠完整地反映整個表面的全部信息,無法滿足行業發展需求。
表面形貌的三維評定方法是利用區域表面獲得所需要的相關信息,給出表面形成機理信息和研究表面的直觀圖像,三維評定從整體上對零件表面特征進行描述,具有全局性。Sa為常用的三維表面粗糙度評定參數。
Sa為表面算術平均高度,指輪廓表面內的點與中心面距離的算術平均或幾何平均值,在取樣區域D上,被測量的輪廓面和建立的基準面之間的z坐標距離的算術平均,即表面粗糙度曲面方程z坐標絕對值的算術平均,數學表達式如下。

表面粗糙度測量方案
中圖儀器擁有豐富多樣的粗糙度測量解決方案,可滿足各行業測量需求。
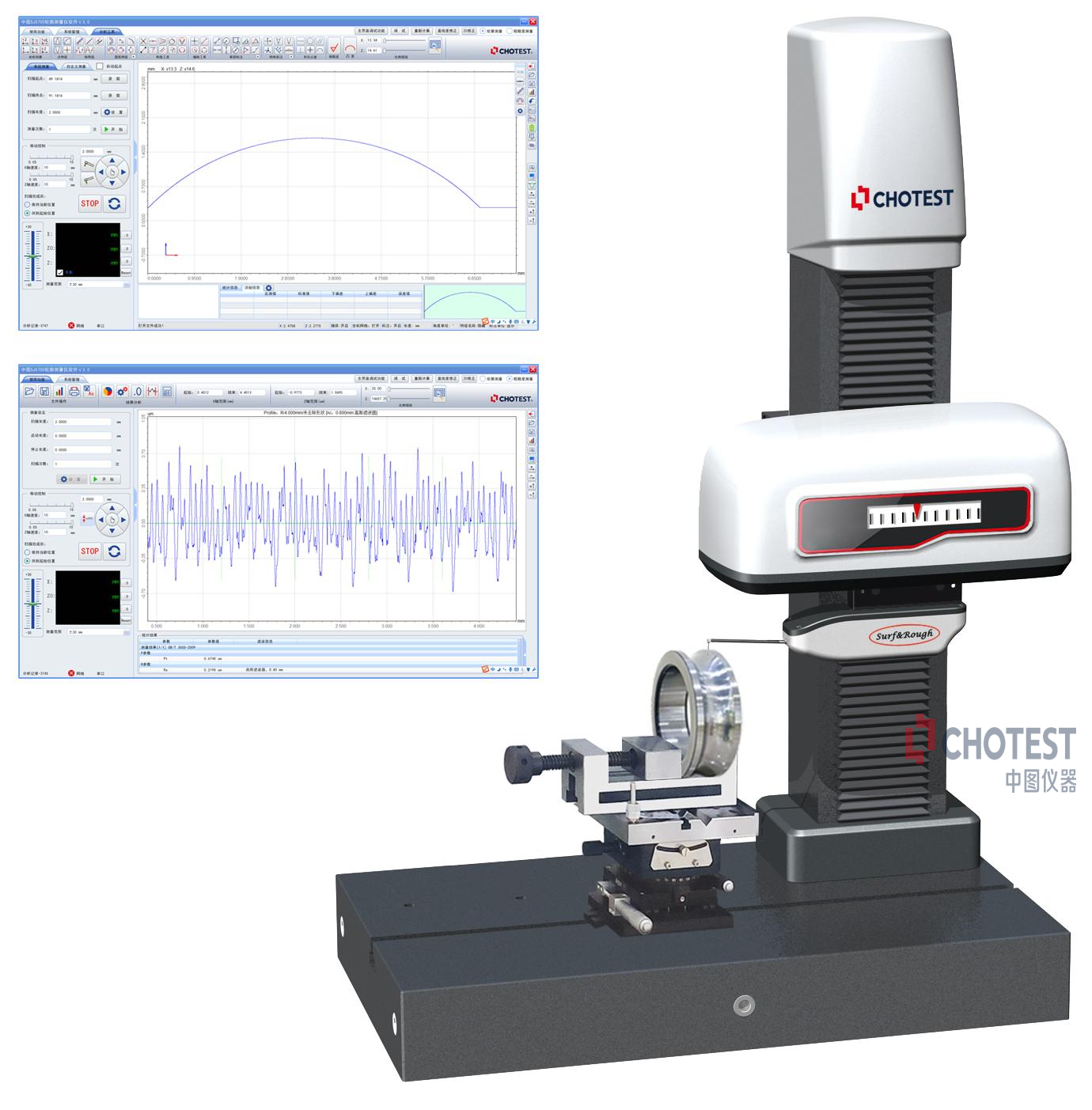
1、SJ5760-R大量程粗糙度測量儀
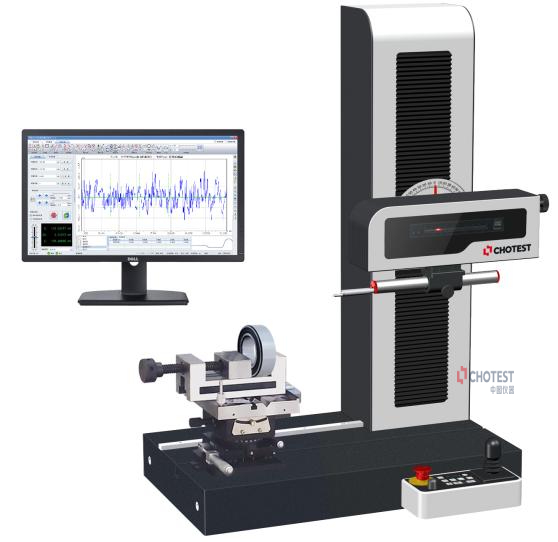
SJ5760-R大量程粗糙度測量儀Z0軸行程±20μm~±400μm,粗糙度測量范圍Ra0.1μm~Ra64μm,可進行R參數、P參數、W參數、Motif參數等多種參數評定,應用非常廣泛。
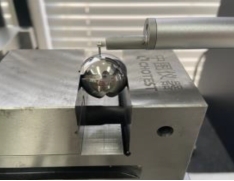
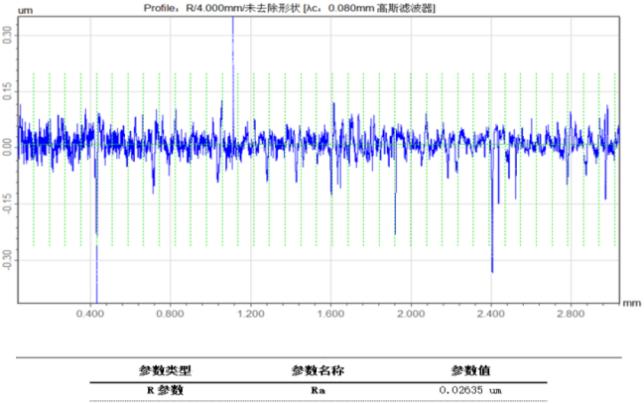 SJ5760-R用于軸承鋼球的表面粗糙度測量
SJ5760-R用于軸承鋼球的表面粗糙度測量2、SJ5730高精度粗糙度輪廓測量儀
SJ5730高精度粗糙度輪廓測量儀一次測量可同時評定粗糙度及輪廓參數,具有14mm大量程粗糙度測量范圍,分辨率高達到次納米級,系統殘余誤差極小(<2nm),非常適合測量大曲面(軸承、關節、精密模具、齒輪、葉片、非球面)的超高精度表面粗糙度及微觀Pt輪廓。
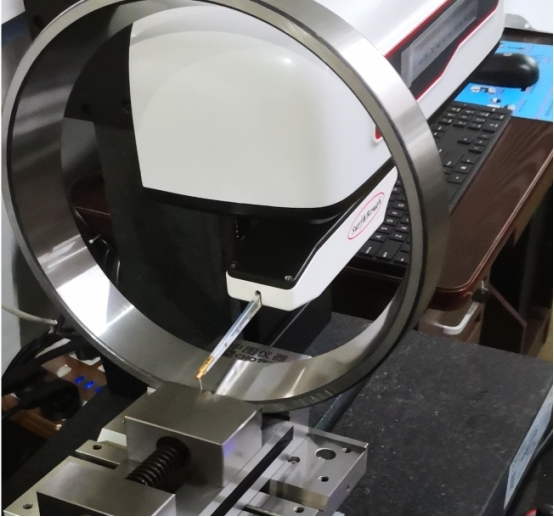
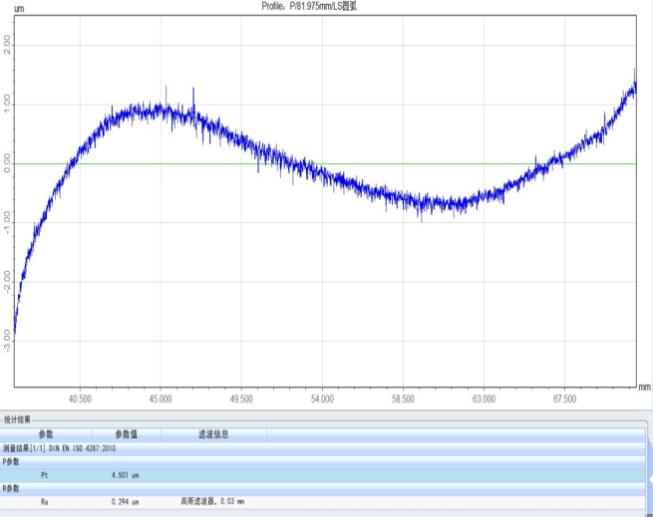 SJ5730用于圓錐滾子軸承表面微觀輪廓Pt及粗糙度測量
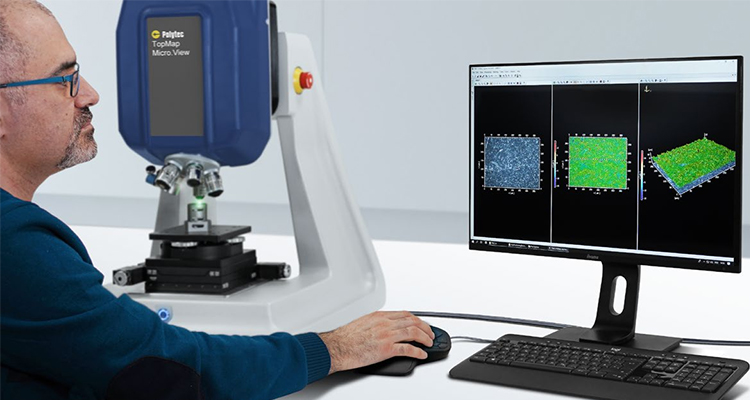
SJ5730用于圓錐滾子軸承表面微觀輪廓Pt及粗糙度測量3、SuperView W1光學3D表面輪廓儀
SuperView W1光學3D表面輪廓儀,以白光干涉技術為原理、結合精密Z向掃描模塊、3D 建模算法等對器件表面進行非接觸式掃描并建立表面3D圖像,廣泛應用于半導體制造及封裝工藝檢測、3C電子玻璃屏及其精密配件、光學加工、微納材料及制造等領域,可測從納米到微米級別工件的粗糙度。
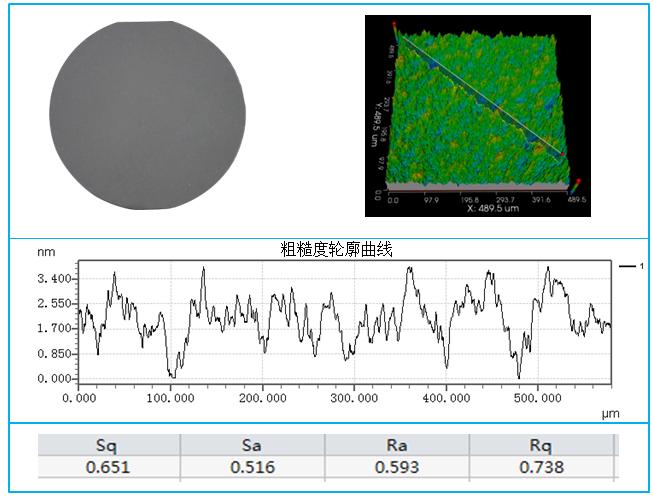 硅晶圓粗糙度測量
硅晶圓粗糙度測量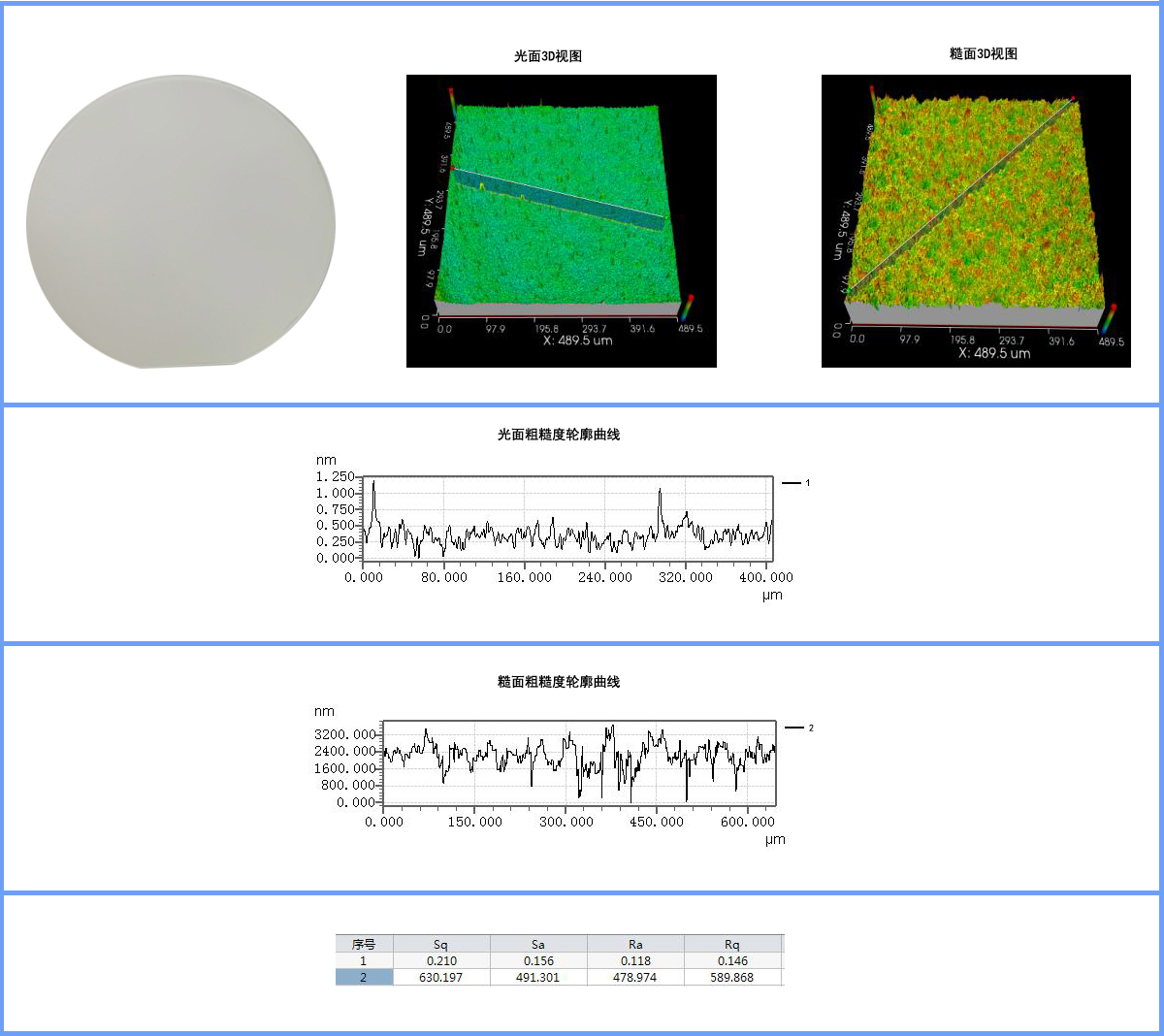 藍寶石粗糙度測量
藍寶石粗糙度測量 -
測量
+關注
關注
10文章
5632瀏覽量
116720
發布評論請先 登錄
半導體QFN的IC 引線框架表面處理粗糙度分析

硅基光波導表面粗糙度與光損耗的關聯分析
芯片晶片低于0.3nm的表面粗糙度測量-3D白光干涉儀應用

脈沖激光加工后,表面形貌與粗糙度如何測量?
共聚焦顯微鏡測量材料表面粗糙度的參數探究
粗糙度測量技術解析

NIST研究院:表面粗糙度與臺階高度校準規范

白光干涉儀與原子力顯微鏡測試粗糙度的區別解析
【新啟航】碳化硅 TTV 厚度與表面粗糙度的協同控制方法

【新啟航】碳化硅襯底 TTV 厚度測量中表面粗糙度對結果的影響研究
增材制造工藝參數對表面粗糙度的影響及3D顯微鏡測量技術研究
臺階儀在3D打印中的應用:精確測量物體表面粗糙度
粗糙度的濾波值是怎么設置的?
大量程粗糙度輪廓儀適用于哪些材質和表面?
大量程粗糙度輪廓儀適用于哪些材質和表面?



 工商網監
工商網監
評論