") 共聚焦顯微鏡測量材料表面粗糙度的參數(shù)探究
共聚焦顯微鏡測量材料表面粗糙度的參數(shù)探究

隨著工業(yè)制造精度持續(xù)提升,材料的表面粗糙度成為影響產(chǎn)品性能的關(guān)鍵指標。傳統(tǒng)接觸式測量易損傷材料表面且無法獲取三維形貌,難以滿足現(xiàn)代檢測要求。光子灣科技的共聚焦顯微鏡具備非接觸、高分辨與三維成像優(yōu)勢,可實現(xiàn)快速精確測量。本文以6種多刻線標準樣塊為研究對象,探究物鏡選擇、掃描步長等參數(shù)對測量結(jié)果的影響,為工業(yè)材料表面粗糙度檢測提供技術(shù)支撐。
#Photonixbay.
實驗設(shè)計與方法

6 種不同粗糙度的標準樣塊
本研究選用六種經(jīng)校準的不同粗糙度多刻線標準樣塊(編號包括120028、120054、112494、112454、110768、112421),覆蓋了從亞微米到數(shù)微米的粗糙度范圍。實驗采用共聚焦顯微鏡,配備405 nm固體激光器,并選取5X、10X、20X、50X及100X多檔物鏡進行系統(tǒng)測試。實驗過程中,重點關(guān)注物鏡放大倍數(shù)與掃描步長兩個關(guān)鍵參數(shù)對表面粗糙度Sa值測量結(jié)果的影響,并通過重復(fù)性測試驗證方法的穩(wěn)定性。
#Photonixbay.
共聚焦顯微鏡物鏡選擇對測量精度的影響

共聚焦顯微鏡工作原理
不同倍率物鏡的工作距離與分辨率存在差異,直接影響粗糙度測量準確性。當使用較低放大倍數(shù)(如5X、10X)時,測量值普遍高于校準值,尤其在粗糙度較大的樣塊上偏差更為顯著;而隨著物鏡倍數(shù)的提高,測量值逐漸接近校準結(jié)果。綜合分析表明,對于粗糙度范圍在0.1–0.4 μm的樣品,宜選用50X物鏡;對于粗糙度在0.4–3.2 μm的樣品,則推薦使用20X物鏡。過高倍數(shù)雖能提升分辨率,但可能因視場過小、采樣代表性不足而影響整體評估,因此在實際應(yīng)用中需根據(jù)粗糙度范圍合理選擇。
#Photonixbay.
共聚焦顯微鏡掃描步長對測量效率的影響
在固定物鏡倍率下,掃描步長主要影響測量時間而非測量精度。實驗分別對低粗糙度樣塊與高粗糙度樣塊進行了不同步長下的Sa測量。結(jié)果表明,在所選物鏡下,步長變化對Sa值的影響較小,說明該方法對采樣間隔具有一定可靠性。然而,步長設(shè)置直接影響掃描時間:步長越小,掃描層數(shù)越多,耗時顯著增加。例如在50X物鏡下,步長從0.100 μm減小至0.010 μm時,掃描時間從371秒大幅上升至2515秒。因此,在實際檢測中,應(yīng)在保證測量精度的前提下,合理選擇步長以平衡數(shù)據(jù)質(zhì)量與檢測效率。
#Photonixbay.
三維形貌表征與測量重復(fù)性驗證

共聚焦顯微鏡觀測6 種標準樣塊三維形貌
在優(yōu)化參數(shù)的基礎(chǔ)上,共聚焦顯微鏡成功獲取了各標準樣塊的三維表面形貌,圖像清晰呈現(xiàn)了表面臺階結(jié)構(gòu)與起伏特征,為粗糙度的直觀評價提供了可靠依據(jù)。此外,通過對112454樣塊進行10次重復(fù)測量,所得Sa值的相對標準偏差(RSD)低于5%,平均值與校準值高度吻合,表明該方法具有良好的重復(fù)性與測量穩(wěn)定性,滿足工業(yè)檢測中對結(jié)果一致性的要求。
綜上,共聚焦顯微鏡適用于材料表面粗糙度的快速、準確與非接觸測量。通過系統(tǒng)優(yōu)化物鏡倍數(shù)與掃描步長,可實現(xiàn)對不同粗糙度范圍樣品的高精度三維形貌表征。該方法不僅克服了傳統(tǒng)接觸式測量對樣品表面的潛在損傷,更能提供豐富的三維形貌信息,有助于全面評價材料表面功能特性。在高端制造、微納加工及涂層表面質(zhì)量控制等領(lǐng)域具有廣泛的應(yīng)用潛力。
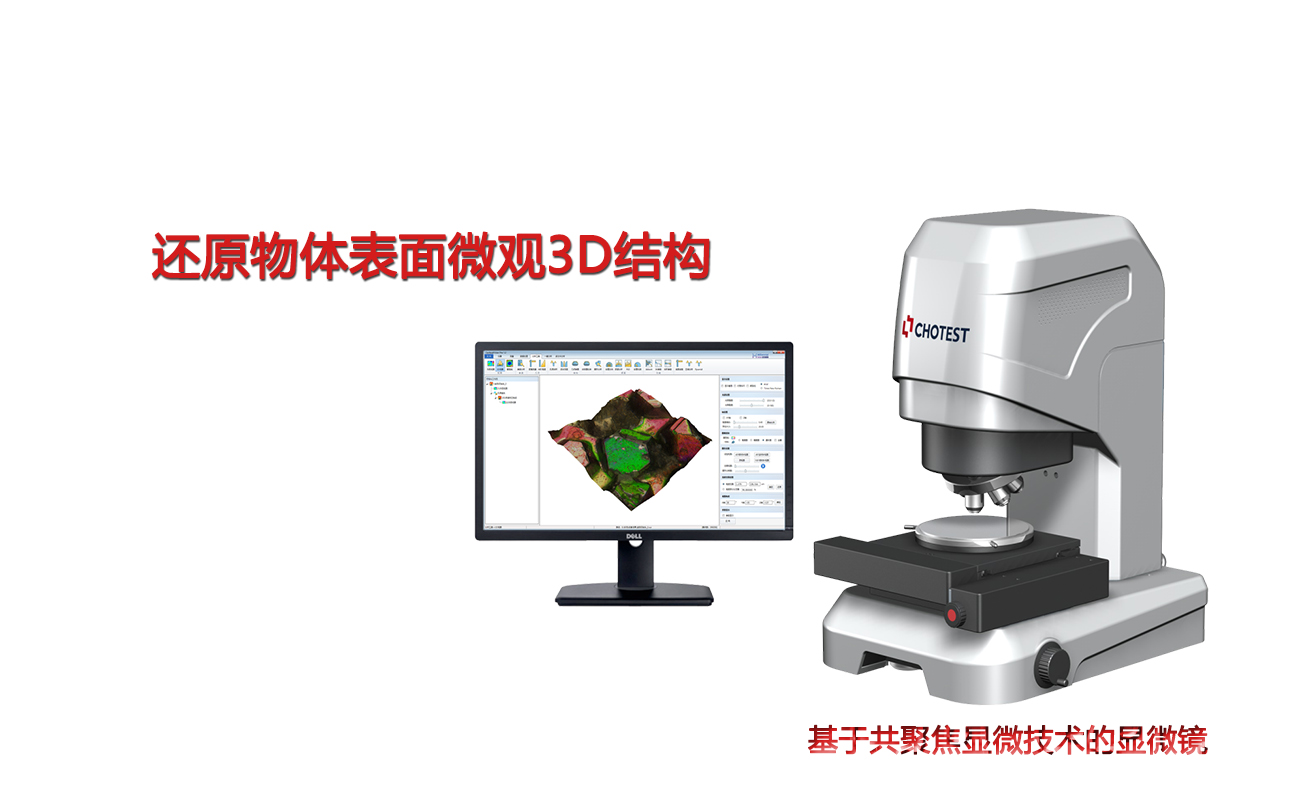
光子灣3D共聚焦顯微鏡
光子灣3D共聚焦顯微鏡是一款用于對各種精密器件及材料表面,可應(yīng)對多樣化測量場景,能夠快速高效完成亞微米級形貌和表面粗糙度的精準測量任務(wù),提供值得信賴的高質(zhì)量數(shù)據(jù)。

超寬視野范圍,高精細彩色圖像觀察
提供粗糙度、幾何輪廓、結(jié)構(gòu)、頻率、功能等五大分析技術(shù)
采用針孔共聚焦光學系統(tǒng),高穩(wěn)定性結(jié)構(gòu)設(shè)計
提供調(diào)整位置、糾正、濾波、提取四大模塊的數(shù)據(jù)處理功能
光子灣共聚焦顯微鏡以原位觀察與三維成像能力,為精密測量提供表征技術(shù)支撐,助力從表面粗糙度與性能分析的精準把控,成為推動多領(lǐng)域技術(shù)升級的重要光學測量工具。
#共聚焦顯微鏡#三維輪廓分析#3d顯微鏡#表面粗糙度#三維成像
感謝您本次的閱讀光子灣將持續(xù)為您奉上更多優(yōu)質(zhì)內(nèi)容,與您共同進步。
-
顯微鏡
+關(guān)注
關(guān)注
0文章
763瀏覽量
25542 -
測量材料
+關(guān)注
關(guān)注
0文章
23瀏覽量
5996 -
工業(yè)制造
+關(guān)注
關(guān)注
0文章
447瀏覽量
28826
發(fā)布評論請先 登錄
深度解析激光掃描共聚焦顯微鏡:揭示材料表面粗糙度的新視角
測量表面粗糙度:白光共聚焦顯微鏡的優(yōu)點

結(jié)構(gòu)深、角度大、反射差?用共聚焦顯微鏡就對啦!
為什么激光共聚焦顯微鏡成像質(zhì)量更好?
基于共聚焦顯微技術(shù)的顯微鏡和熒光顯微鏡的區(qū)別
激光共聚焦顯微鏡的用途


激光共聚焦顯微鏡:材料表面粗糙度的救星
激光共聚焦顯微鏡測粗糙度,解讀表面粗糙度的科技利器
激光共聚焦顯微鏡測粗糙度,解讀表面粗糙度的科技利器
深度解析激光掃描共聚焦顯微鏡:揭示材料表面粗糙度的新視角
測量表面粗糙度:白光共聚焦顯微鏡的優(yōu)點
增材制造工藝參數(shù)對表面粗糙度的影響及3D顯微鏡測量技術(shù)研究




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論