 粗糙度測量技術解析
粗糙度測量技術解析

引言:
表面粗糙度是決定零部件功能表現的關鍵微觀特性,尤其涉及滑動摩擦、密封配合等典型高要求應用行業中,其數值直接影響產品的功率損耗、疲勞壽命等性能。因此,精確量化并標識表面粗糙度,是確保工業零部件滿足設計功能的基礎保障。
一、表面粗糙度的定義及影響因素
定義:表面粗糙度是指加工表面上具有的較小間距和微小谷峰的一種微觀幾何形狀誤差。它是衡量零件表面微觀不平度的重要指標。

影響因素:它是在機械加工過程中,由于刀具或砂輪切削后留下的刀痕,切屑分離時的塑形變形,工藝系統的高頻振動,及刀具和被加工表面摩擦等原因所產生的。
二、常用粗糙度參數定義:
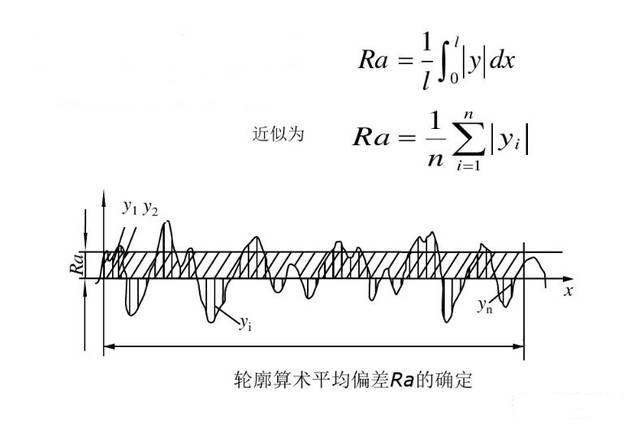
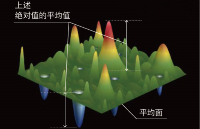
- 輪廓算術平均偏差 (Ra):在一個取樣長度lr內,縱坐標值Z(x)的絕對值的算術平均值。



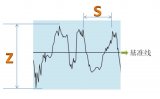
- 輪廓最大高度 (Rz):在一個取樣長度lr內,最大輪廓峰高Zp和最大輪廓谷深Zv之和的高度。


三、表面粗糙度常用的測量方法
1. 比較法
適用于車間現場測量,常用于中等或較粗糙表面的測量。方法是將被測量表面與標有一定數值的粗糙度樣板比較來確定被測表面粗糙度數值的方法。
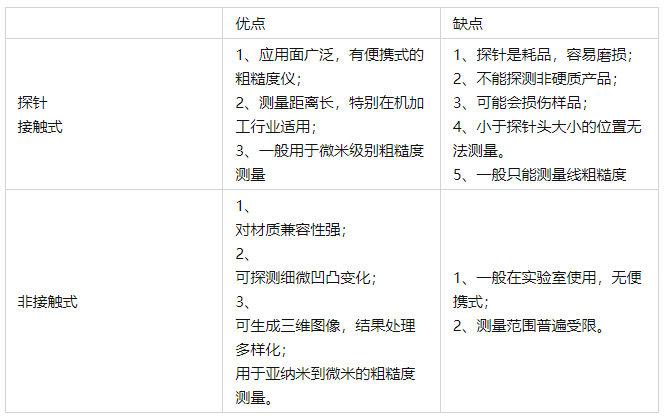
2. 針描法
定義:
針描法是利用觸針直接在被測表面上輕輕劃過,從而測量出表面粗糙度。
測量注意事項:
1.調整工件時一般保證測量方向垂直于加工方向

2.截止波長的選擇是由工件表面粗糙決定的

3.粗糙度為高精密測量,現場環境需達到計量室標準:
- 室內周圍應無影響測量的灰塵、振動、噪音、氣流、腐蝕性氣體和較強磁場
- 振源:地面振動最大RMS:<50HZ 2.5um/s />50HZ 5.0um/s
- 電源:AC 220V±10% 50HZ 單獨地線
- 功率要求:500W
- 溫度:理想溫度20±2℃
- 相對濕度:30%~60%
四、表面粗糙度儀的構成
表面粗糙度的評價在制造業中越發被重視。要研究表面粗糙度,需要使用專用的機器,即表面粗糙度測量儀。針描法粗糙度測量儀的部件構成有:
機械部分:
軟件部分:完成數據采集和功能實現。
電氣系統:

五、威爾儀器介紹
威爾粗糙度儀系列基于自研高精度無導頭傳感器與智能RMW測量系統,覆蓋專用粗糙度儀、輪廓粗糙度一體機及復合機全產品形態,為工業精密檢測提供多場景解決方案。
其核心技術有:
- 無導頭電感式粗糙度傳感器:
徹底取消機械導頭結構,采用差分電感與先進的繞線技術,消除傳統導頭帶來的測量誤差;全量程最高可達±620μm。
- 納米級噪聲控制:
最高殘值噪聲≤2nm,滿足超精密表面檢測需求,符合國際標準。
- 復雜曲面直接測量:
支持斜面與圓弧的粗糙度、波紋度、輪廓度同步測量,測針接觸力小,杜絕工件表面損傷。
- 工業級穩定性設計:天然大理石底座高效防振。
- 智能分析系統:RMW系統實時處理數據,原始數據永久存儲,支持回溯分析。



-
測量
+關注
關注
10文章
5671瀏覽量
116855 -
粗糙度
+關注
關注
0文章
16瀏覽量
8317 -
表面輪廓儀
+關注
關注
0文章
81瀏覽量
1246
發布評論請先 登錄
SJ5701粗糙度輪廓一體式測量儀可以評定的表面粗糙度、外輪廓參數
CAD中如何使用塊標注粗糙度?
白光干涉儀可以測曲面粗糙度嗎?
什么是表面粗糙度?如何測量表面粗糙度?
怎么選擇適用的測量粗糙度儀器
什么是表面粗糙度?
粗糙度儀工作原理詳解

怎么選擇適用的測量粗糙度的儀器設備
表面粗糙度的評選及測量詳解



 工商網監
工商網監
評論