可通過焊工(中級)復審考試全真模擬,進行焊工(中級)自測。1、【單選題】下列選項中,( )不是焊條藥皮的組成物。(D)A、穩弧劑B、造氣劑C、造渣劑D、增韌劑2、【單選題】埋弧焊時可以用( )實現焊件的夾緊和定位。(A)A、焊接夾具B、焊接模具C、焊前點焊D、定位焊縫3、【單
2021-09-01 06:24:24
動鐵心式弧焊變壓器是目前應用較廣泛的交流弧焊變壓器,現以BX1-330型為例介紹其構造和工作原理。
2020-04-08 09:02:11
弧焊逆變電源主要由普通直流弧焊電源和逆變器組成主電路,通過逆變器把直流轉變成交流,頻率可調,正負半波通電時間比、正負半波電流比值也可以在一定范圍內自由調節。
2019-09-19 09:01:40
碳納米纖維是指具有納米尺度的碳纖維,依其結構特性可分為納米碳管即空心碳納米纖維和實心碳納米纖維。
2019-09-20 09:02:43
Viking-LR-碳膜無腳電阻 晶圓柱狀電阻 碳膜柱狀電阻Viking – CFS Series –Carbon Film Resistor碳膜無腳/晶圓電阻(CFS系列)光頡的商業用級低功耗碳膜
2012-10-24 12:01:46
、矩形碳棒、連接碳棒、中空碳棒、石墨碳棒等各種規格碳弧氣刨碳棒,圓形碳棒主要用于焊縫的清根、背面開槽及清除焊接缺陷等。矩形碳棒用于刨除構件上殘留的臨時焊道和焊疤、清除焊縫的余高以及碳弧切割。碳膜電阻
2019-06-26 02:26:27
鋅碳電池被描述作為原電池 因為,當釋放細胞,沒有意欲充電它,并且必須放棄。“電池Rejuvenators”通過應用反向潮流曾經銷售恢復部份地被釋放的鋅碳細胞于他們。 然而作用的這樣設備是只臨時和易受的起因細胞漏或破裂。因為陽極是容器,鋅碳細胞是可能漏。
2019-09-20 09:00:37
在進行CAD制圖的過程中經常需要繪制一些圓/圓弧,那么繪制完成圓/圓弧后怎么對其進行弧長標注呢?CAD中弧長的CAD標注快捷鍵是什么?接下來的CAD教程就讓小編來給大家介紹一下浩辰給排水CAD軟件中
2022-05-10 15:05:44
、【單選題】交流正弦波弧焊變壓器具有結構簡單、易造易修、成本低、( )、空載損耗小、噪聲小等優點。(A)A、磁偏吹小***作C、焊接電壓穩定D、電弧穩定性好2、【單選題】防止夾渣,應選用( )焊材。(A)A、脫渣性好的焊條、焊劑B、強度高的焊條C、焊前經保...
2021-09-01 08:43:13
弧重燃后,為了使焊絲的端頭形成新的熔滴,又需要較高的電弧能量,因此在電弧重燃后, 給出一小的脈沖電流,以確保焊絲端頭熔滴的形成。隨后再將電流降到很低的狀態,使熔滴 不再長大。此后又開始了下一個短路過渡周期。
2019-10-17 09:01:20
單片機埋弧焊電源外特性控制的研究
2016-06-22 12:20:01
1. 文章研究主要問題雙弧脈沖 MIG 焊是一種低能量輸入焊接方法, 其原有的雙電源供電系統結構復雜、協同控制困難、易受干擾。2. 結論提出了雙弧脈沖 MIG 焊一體化專用電源的設計方案, 主弧和旁
2021-11-16 09:20:25
弧焊逆變電源(亦稱弧焊逆變器)是一種高效、節能、輕便的新型弧焊電源。目前,采用IGBT作為功率控制器件來提高功率主電路的控制性和穩定性,以8位或16位單片機作為控制核心進行焊接程序控制和焊接參數運算
2011-03-10 14:36:47
本文提出了基于DSP的弧焊逆變電源數字化控制系統,給出了利用單片機和DSP實現弧焊逆變電源數字化控制的解決方案,總結了基于DSP的弧焊逆變電源數字化控制系統優于傳統微機控制系統的諸多方面,并探討了今后的應用前景。
2011-03-07 14:19:00
學院搞了一個無碳小車競賽,13號就要交作品了,以前沒做過,各位幫忙幫忙啊,求指教,,
2013-04-01 21:03:06
1. 文章研究主要問題在雙弧脈沖熔化極惰性氣體保護焊的過程中存主旁弧脈沖電流波形匹配以及耦合電弧穩定性的問題。2. 結論分析了雙弧脈沖 MIG 焊的特點和控制要求,實現雙弧脈沖 MIG 焊方法必須
2021-12-20 06:26:47
模擬考試試題,學員可通過熔化焊接與熱切割證考試全真模擬,進行熔化焊接與熱切割自測。1、【單選題】 登高焊接與熱切割作業是指焊工在墜落高度基準面()m以上。(B)A、1B、2C、42、【單選題】當弧焊變壓器過載變壓器繞組短路時,會造成的故障是:(B)A、弧焊變壓器過熱B...
2021-08-31 06:00:08
項目名稱:手工氬弧一體焊數字直流逆變焊機完整解決方案項目介紹:自主研發項目。目前焊機市場多數都是采用模擬控制方式,這種傳統的控制方式存在很多弊端,如控制方式復雜、所需器件繁多等。針對目前市場現狀
2018-12-03 14:15:04
求老師指導,二維坐標系中,已知弧的起點,終點,半徑, 計算出弧的圓心,起始角,弧度,外切矩形坐標,畫出弧,,可能是順弧逆弧同在一直線等等多種情況,,都要判斷,,求老師指導,,*附件:已知起點終點半徑畫弧.rar
2023-11-04 10:27:36
本文研究了逆變式脈沖弧焊電源獲得脈沖輸出的方法和工作原理,提出了給定脈沖控制電路及逆變器驅動電路。該文提及的關鍵詞有:逆變器,脈沖弧焊電源。
2008-11-19 18:16:42 21
21 等離子弧焊及切割技術
2009-04-17 14:24:0058 研制智能化的測試系統實現弧焊電源性能測試與評價的自動化和智能化,對弧焊電源的研究開發、生產和使用有重要意義。研制了一種用于弧焊電源智能評價與診斷系統的測試
2009-07-18 08:24:2518 產品介紹YF-8801-CO2碳排放在線監測系統,由奕帆科技自主研發生產,適用于連續監測有組織環境中的碳排放,該系統基于煙氣在線監測系統(非分散紅外法),結合污染源智能分析和質控系統及奕帆科技綜合
2023-03-13 16:15:44
本文介紹了軟開關弧焊逆變器的控制技術,研制了一臺弧焊軟開關逆變器。給出了主電路的具體結構及其控制方式,研究了軟開關的實現過程。試驗結果表明,相移PWM軟開關技術能
2009-12-15 15:39:2474 微束等離子弧焊的工藝參數,主要是焊接電流、焊接速度、工作氣體流量、保護氣體流量、電弧長度、噴嘴直徑、噴嘴通道比和鎢極的內縮量等,它們對焊縫的形狀和焊接質量都有
2010-01-12 15:20:3717 熔化極氣體保護電弧焊都是利用短路引弧法進行引弧,鎢極氬弧焊大都采用非接觸引弧法,但也有采用短路引弧法。下面以熔化極氣體保護焊為例說明短路引弧法的原理。
2010-01-26 14:47:4226 埋弧焊(含埋弧堆焊及電渣堆焊等)是一種重要的焊接方法,其固有的焊接質量穩定、焊接生產率高、無弧光及煙塵很少等優點,使其成為壓力容器、管段制造、箱型梁柱等重要鋼
2010-01-26 14:49:5011 埋弧焊(含埋弧堆焊及電渣堆焊等)是一種重要的焊接方法,其固有的焊接質量穩定、焊接生產率高、無弧光及煙塵很少等優點,使其成為壓力容器、管段制造、箱型梁柱等重要鋼
2010-02-01 14:18:347 介紹了將ZX5-250弧焊電源改制為脈沖電源進行鑄鐵冷焊的方法。經實驗試焊證明,改制后的電源能完全滿足鑄鐵冷焊的要求。
2010-02-01 15:04:1524 本文詳細分析了不銹鋼等離子弧(PA)-鎢極氬弧(GTA)雙面弧焊(DSAW)的工藝特點,該工藝可以增加熔深,減小焊后熱變形,尤其適用于中厚板的焊接。與常規電弧相比,雙面弧焊過程中的
2010-02-01 15:59:2311 摘要:通過對IGBT為形狀器件的新一代弧焊逆變器主電路的拓撲結構進行了分析和研究,探討了兩種典型拓撲結構——雙單端逆變呂、全橋逆變器。關鍵詞:弧焊逆變器;拓撲結構
2010-05-27 10:36:4263 本文分析了弧焊電源的傳導騷擾的產生機理,介紹了傳導騷擾測試標準及測試方法,通過對幾種樣機的傳導騷擾測試表明,雖然添加合適的濾波器可以使傳導騷擾低于標準的限值,
2010-08-04 11:45:238 弧焊逆變電源從80年代初期至今已走過了20多年的路程。大功率電器元件的發展,先進的微處理器及數字控制技術的引入為數字化弧焊逆變電源的發展提供了一個廣闊的天地。今天,
2010-10-02 23:45:0437 埋弧焊主要適用于平焊位置焊接,如果采用一定工裝輔具也可以實現角焊和橫焊位置的焊接。埋弧焊時影響焊縫形狀和性能的因素主要是焊接工藝
2010-10-27 15:36:250 自動埋弧焊以其焊接熔深大,生產效率高,機械化程度高 ,在鍋爐、壓力容器行業的中厚板焊接中一直被廣泛應用,并且效果非常好。但焊接Q235Bδ=4 mm的低碳鋼
2010-10-27 15:37:110 《埋弧自動焊焊接施工工藝標準》(以下簡稱“本標準”)是由浙江精工鋼結構建設集團有限公司(以下簡稱“精工”)貫徹了《建筑鋼結構焊接技術規程》(JGJ81-2002)、《埋弧焊
2010-10-27 15:38:0036 摘 要:根據新型LCL諧振軟開關弧焊逆變電源主電路原理,對這種弧焊電源進行了設計,并對電路中主要參數予以了確定。其內容包括:逆變電源輸出電流Io及空載電壓的計算、串聯諧振
2010-11-23 21:18:5441 比較了電流型和電壓型PWM控制器的工作原理的技術特點。介紹了電流型PWM控制器U3845在弧焊逆變電源中的應用。
逆變式弧焊電源.特別是高額化弧焊逆變電掉是電源史上“2ok
2010-12-13 14:52:08187 電弧焊引弧電路 本裝置最大輸入小于100W,采用弱電流引弧技術,能迅速自
2006-04-16 23:17:42 12192
12192 
弧焊變壓器的維護保養
2009-12-15 09:34:09858 弧焊變壓器節能策略及其控制系統研究
摘 要:本文針對弧焊變壓器空載能耗大、功率因數低等問題,提出了一種節能策略,并基于微處
2009-12-15 09:43:371194 弧焊電源保護電路的設計
在電氣技術指標滿足正常使用要求的條件下,為使電源的元器件在各種惡劣環境下能夠安全可靠地工作,必須設計保護電路。設計保護電路的
2010-01-04 08:11:542119 
摘要:本文提出了基于DSP的弧焊逆變電源數字化控制系統,給出了利用單片機和DSP實現弧焊逆變電源數字化控制的解決方案,總結了基于DSP的弧焊逆變電源數字化控制系統優于傳統微機控制系統的諸多方面,并探討了今后的應用前景。 關鍵詞:DSP;弧焊逆變電源;單片
2011-02-22 01:11:4737 基于DSP數字控制技術的雙逆變弧焊電源。
2016-03-28 15:26:1822 逆變弧焊電源低頻磁場輻射的分析,下來看看。
2016-03-30 14:11:178 逆變式弧焊電源的分析與設計,有需要的下來看看。
2016-03-30 14:17:3019 軟開關型逆變弧焊電源研究現狀,下來看看。
2016-03-30 14:48:1211 雙零軟開關逆變弧焊電源的系統建模與仿真。
2016-03-30 15:10:0514 智能化逆變弧焊電源控制策略現狀及發展趨勢。
2016-03-31 10:11:0827 弧焊逆變電源工作的影響因素就是濾波干擾。而濾波干擾不僅影響工作效率,甚至會導致危險情況的發生。所以對弧焊逆變電源中的諧波抑制就尤為重要。本文就來詳述弧焊逆變電源中的有源濾波和無源濾波。
2016-11-05 01:11:121091 GB 15579.1-2013 弧焊設備 第1部分焊接電源
2017-01-08 15:41:2929 基于STM32的脈沖變極性弧焊與控制系統設計
2017-09-25 10:57:247 弧焊逆變電源(亦稱弧焊逆變器)是一種高效、節能、輕便的新型弧焊電源。目前,采用ICBT作為功率控制器件來提高功率主電路的控制 性和穩定性,以8位和16位單片機作為控制核心進行焊接程序控制和焊接參數
2017-10-31 15:39:042 弧焊電源從模擬式到開關式的發展,逐步的縮小體積,減輕重量,提高效率,被廣泛的應用于現代工業和通信技術等重要領域。就目前而言,高頻化、模塊化、數字化、智能化是弧焊電源發展的必然趨勢。伴隨著
2017-11-16 15:40:2815 能量密度高、自適應性強、對接頭裝配精度要求低、成本較低等優點,同時也是航空航天領域普遍采用適合鋁合金的焊接技術。但由于等離子弧隨著焊接工藝和規范參數的改變而變化較大,獲得良好焊接接頭的合理焊接參數范圍較窄、焊縫成型以及穩定性較差。為此,要實現對穿孔等離子弧焊焊
2018-01-23 14:01:494 手弧焊是用手工操作的焊接方法,因此焊縫的質量在很大程度上決定于焊工的操作技術。手弧焊時焊條要做三個方向的運動:朝熔池方向逐漸送進;沿焊接方向逐漸移動:必要時作有規則的橫向擺動。
2019-07-08 14:12:339808 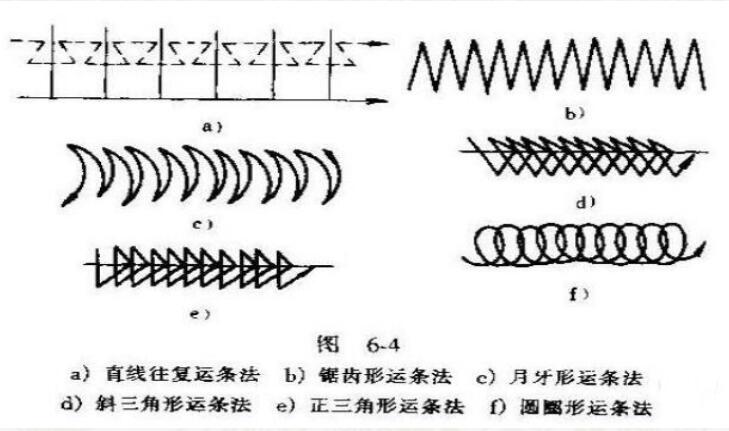
高頻引弧是非接觸引弧方法一種,可以減少引弧使用的鎢極的磨損,有利于氬弧焊的持續進行。即:采用高壓擊穿的引弧方式,先在電極針(鎢針)與工件間加以高頻高壓。引弧時,使鎢極末端與被焊表面之間保持一定的小間隙,然后,接通高頻振蕩器脈沖引弧電路,使間隙擊穿放電而引燃電弧。
2019-07-08 14:29:5639264 等離子弧焊是指利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。等離子弧焊接具有能量集中、生產率高、焊接速度快、應力變形小、電孤穩定且適宜焊接薄板和箱材等特點,特別適合于各種難熔、易氧化及熱敏感性強的金屬材料(如鎢、鉬、銅、鎳、鈦等)的焊接。
2019-07-09 14:13:2921765 等離子弧能量密度大,弧柱溫度高,穿透能力強,實現10~12mm厚度鋼材不開坡口焊接,能一次焊透雙面成形,焊接速度快,生產率高,應力變形小。
2019-07-09 14:15:5920300 鎢極接電源負端,噴嘴接電源正端,等離子弧體產生在鎢極與噴嘴之間,在等離子氣體壓送下,弧柱從噴嘴中噴出,形成等離子焰。
2019-07-09 14:18:1518638 引弧是焊條電弧焊的基本操作之一,尤其在定位焊中,使用引弧更為頻繁。
2019-11-18 10:55:3930511 
埋弧焊(含埋弧堆焊及電渣堆焊等)是一種電弧在焊劑層下燃燒進行焊接的方法。其固有的焊接質量穩定、焊接生產率高、無弧光及煙塵很少等優點,使其成為壓力容器、管段制造、箱型梁柱等重要鋼結構制作中的主要焊接方法。
2019-11-19 15:01:2213634 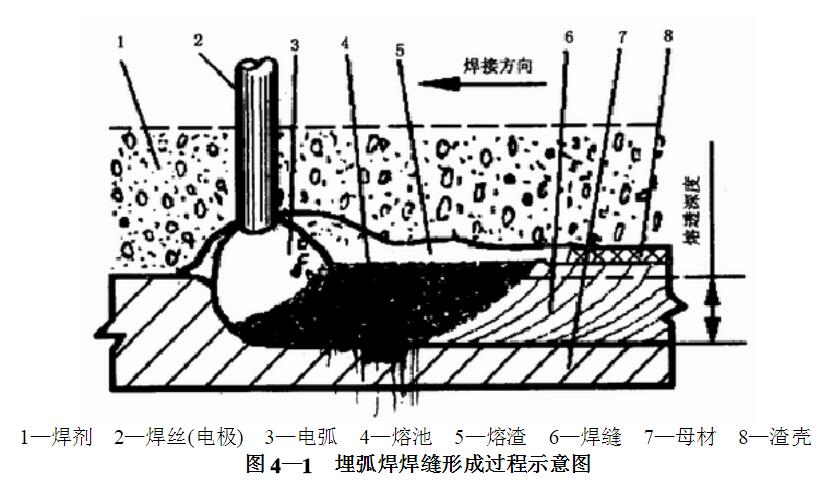
按輸出電流種類分,有直流、交流和脈沖三大弧焊電源類型。按輸出電流種類進行分類,比較便于選用,它在每一大類中又按其工作原理、結構特征或使用的關鍵器件不同細分成若干種類型,弧焊電源的分類如下圖所示。
2019-11-27 14:44:3517046 在硅電源的直流回路中,串入大功率晶體管組,以獲得所需任意類型的外特性和對電流、電壓無級調節的焊機,叫晶體管式弧焊電源,它是由電子控制的弧焊電源。
2019-11-27 14:56:167907 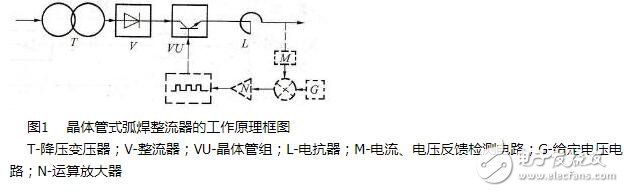
本文主要詳細介紹了晶閘管式弧焊電源常見故障及排除方法,分別有風扇不轉或風力很小、焊機外殼帶電、不能起弧,即無焊接電流。
2019-11-27 15:12:325949 自動埋弧焊機是指采用熔劑層下自動焊接的設備,由電源、焊接小車和控制箱組成,主要用于焊接各種鋼板結構的有或無坡口的直焊、角焊、對焊、搭接焊等,它配用交流焊機作為電弧電源,具有生產效率高、焊縫質量好。
2020-01-17 16:08:197944 弧焊電源是電焊機的主要部分,其種類有直流、交流、脈沖、逆變式弧焊電源四種。
2020-03-15 15:26:0010854 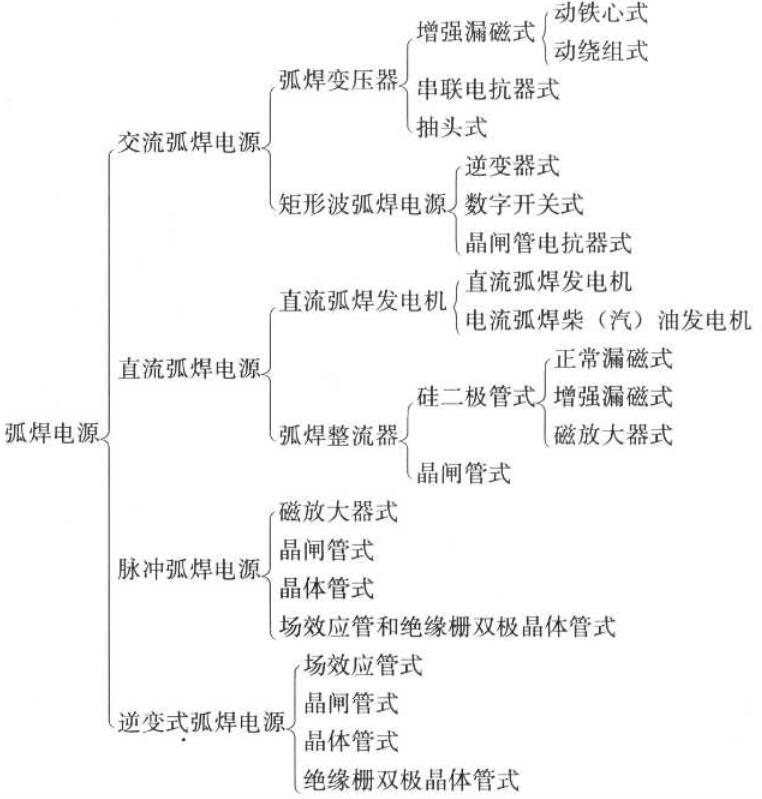
本文檔的主要內容詳細介紹的是MZ-1000埋弧焊電路原理圖免費下載。
2020-04-24 08:00:0019 錫膏回流焊工藝及焊膏要求,要充分把握焊膏的再熔焊工藝,猜測是否會有很多不好的再流焊接。如果再熔焊工藝不熟悉,就很難理解焊膏的再熔焊特性,容易導致批量焊差。下面分享了焊膏的再熔焊工藝和焊膏的再流焊接要求。一起來看看吧。
2020-04-25 11:07:235427 弧焊機器人是指用于進行自動弧焊的工業機器人,其組成和原理與點焊機器人基本相同
2020-12-26 08:34:172600 埋弧焊是利用電弧作為熱源的焊接方法。由于埋弧焊熔深大,生產率高,機械化操作的程度高,因而適于焊接中厚板結構的長焊縫。在造船、鍋爐與壓力容器、橋梁、起重機械、鐵路車輛、工程機械、重型機械和冶金機械、核電站結構、海洋結構等制造部門有著廣泛的應用。
2021-03-02 15:58:3330281 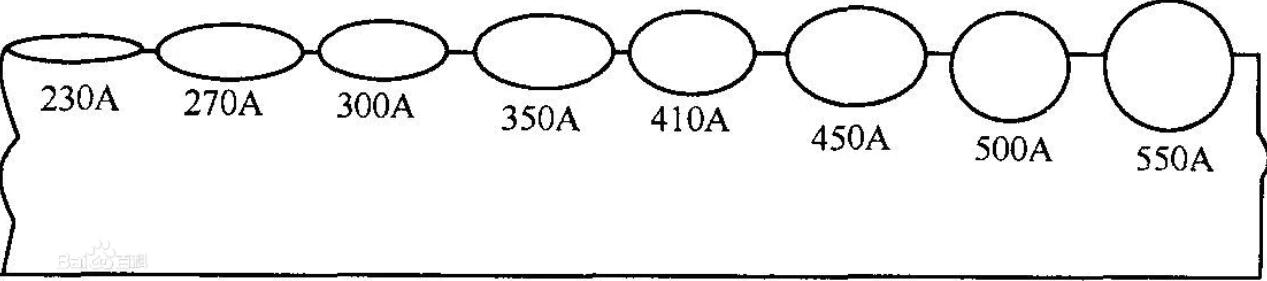
埋弧焊的電流速度一般為b500~600A,電壓速度一般為32~38V。
2021-03-02 16:03:0326872 埋弧焊縫產生氣孔的主要原因是氫,氫氣是由焊材、母材帶入電弧區的水分所造成的。但是電磁偏吹、母材質量不好等也會造成氣孔,應根據實際情況具體分析,采取相應防止措施。
2021-03-02 16:08:2226602 晶閘管可控硅式弧焊整流器的使用與維修(肇慶理工電源技術有限公司)-晶閘管可控硅式弧焊整流器的使用與維修? ? ? ? ? ? ? ? ??
2021-09-24 09:47:5525 ZX7 系列逆變式直流弧焊電源的研制(通信電源技術發表)-研制的
ZX7 系列逆變式直流弧焊電源具有更先進的技術指標和更高的可靠性。
2021-09-29 17:56:0147 1. 文章研究主要問題雙弧脈沖 MIG 焊是一種低能量輸入焊接方法, 其原有的雙電源供電系統結構復雜、協同控制困難、易受干擾。2. 結論提出了雙弧脈沖 MIG 焊一體化專用電源的設計方案, 主弧和旁
2021-11-08 20:51:0211 激光焊接取代真空滅弧連接板的傳統釬焊接工藝和鉚接工藝,真空滅弧室激光焊接機的出現得到客戶認可。真空滅弧室激光焊接機填補激光焊接在真空滅弧斷路器的應用在國內空白,并提產品的生產效率和成本降低。下面介紹
2022-05-23 17:06:161212 
GB 15579.1-2013 弧焊設備 電焊機行業的國家標準
2023-05-29 11:08:447 放線電壓Bleed Voltage 控制在整個線弧成型過程當中,金
線在進行釋放動作時的超音波輸出能量.放線電壓在焊線頭完成
反向位移后開始進行線弧放線動作時被激活,直到焊線頭到達弧
型放線量的最高點,線夾關閉的時候,此時放線電壓才被關閉.
2023-07-03 14:34:342376 
微弧氧化技術工藝流程
主要包含三部分:鋁基材料的前處理,微弧氧化,后處理三部分
其工藝流程如下:鋁基工件→化學除油→清洗→微弧氧化→清洗→后處理→成品檢驗。
2023-09-01 10:50:349728 
弧焊變壓器是用于電弧焊的電源設備,它能夠提供穩定的焊接電流,以確保焊接過程的質量和效率。調節焊接電流的大小對于控制焊接過程至關重要。 1. 弧焊變壓器的基本原理 在開始調節焊接電流之前,了解弧焊
2024-10-10 10:27:352776 弧焊變壓器是用于電弧焊的變壓器,其主要作用是將電網電壓轉換為適合電弧焊的電壓和電流。弧焊變壓器的分類和特點如下: 弧焊變壓器的分類: 弧焊變壓器主要分為以下幾類: a) 交流弧焊變壓器:這種變壓器
2024-10-10 10:29:321269 弧焊變壓器的空載電壓根據不同類型的弧焊電源有所差異。根據GB ∕ T 8118 ― 1995國家標準的規定: 弧焊變壓器(交流焊機) 的最大空載電壓為80V。 弧焊整流器(直流焊機) 的最大空載電壓
2024-10-10 10:31:572413 弧焊變壓器的空載電壓是指在沒有負載的情況下,變壓器輸出端的電壓。這個電壓對于焊接過程至關重要,因為它決定了電弧的穩定性和焊接質量。 1. 變壓器的基本原理 變壓器是一種利用電磁感應原理工作的電氣設備
2024-10-10 10:34:041273 弧焊變壓器是弧焊設備中的一種重要組成部分,它的作用是將電網的交流電壓轉換為適合焊接的電壓和電流。弧焊變壓器的設計和制造涉及到多個學科領域,包括電磁學、機械工程、材料科學等。 1. 概述 弧焊變壓器
2024-10-10 10:38:561085 弧焊變壓器是一種用于電弧焊接的電源設備,它通過將交流電轉換為適合焊接的電壓和電流,以產生穩定的電弧,從而實現金屬的連接。以下是關于弧焊變壓器的介紹: 1. 弧焊變壓器的基本原理 弧焊變壓器的工作原理
2024-10-10 10:40:171767 弧焊變壓器是一種用于電弧焊接的電氣設備,它能夠將輸入的交流電轉換為適合焊接的電壓和電流。以下是關于弧焊變壓器工作原理的介紹: 1. 弧焊變壓器的基本概念 弧焊變壓器是一種特殊設計的變壓器,主要
2024-10-10 10:44:181429 弧焊變壓器 設計目的 : 弧焊變壓器專為電弧焊接設計,提供穩定的電流和電壓,以維持焊接過程中的電弧。 輸出特性 : 弧焊變壓器通常具有較高的輸出電壓和較低的輸出電流,以適應電弧焊接的需求。 電流調節
2024-10-10 10:50:251171 弧焊變壓器是用于電弧焊的一種特殊變壓器,其主要作用是將輸入的交流電轉換為適合電弧焊的電壓和電流。為了確保電弧的連續性和穩定性,弧焊變壓器需要具備一些特定的設計和功能。 弧焊變壓器如何保證電弧連續
2024-10-10 10:53:211299 弧焊變壓器是弧焊電源的一種,主要用于電弧焊過程中,為焊接電弧提供穩定的電壓和電流。弧焊變壓器的設計和制造需要考慮多種因素,包括焊接電流、電壓、電弧穩定性、功率因數等。以下是對弧焊變壓器主要分類的介紹
2024-10-10 10:59:381767 弧焊變壓器是一種用于電弧焊的電源設備,它能夠將電網的交流電壓轉換為適合焊接的電壓和電流。 弧焊變壓器的原理 輸入電壓轉換 :弧焊變壓器將電網的交流電壓轉換為適合焊接的電壓。這通常涉及到降壓和整流
2024-10-10 11:07:171958 1. 弧焊變壓器的基本原理 弧焊變壓器是一種特殊的變壓器,它將輸入的交流電轉換為適合焊接的電壓和電流。其基本原理是利用變壓器的變壓原理,通過調整原副邊的匝數比來實現電壓的變換。在弧焊過程中,電弧
2024-10-10 11:09:111203 金屬之間的連接。在弧焊過程中,焊條或焊絲與工件之間產生電弧,電弧的熱量使焊條或焊絲熔化,形成熔池,熔池中的金屬與工件表面的金屬熔合,形成焊縫。弧焊機主要包括手工電弧焊、氣體保護焊、埋弧焊等類型。 電焊機:電焊機的工
2024-10-22 09:20:192716 創意的顯示形態以及低碳節能等核心優勢,洲明科技以其為交互終端,行業首發COB外弧整箱解決方案,以創新塑造客戶價值。
2025-03-25 18:03:321052
 電子發燒友App
電子發燒友App








 工商網監
工商網監
評論