 等離子弧焊的種類
等離子弧焊的種類

等離子弧焊的種類
(1)非轉移型等離子弧
鎢極接電源負端,噴嘴接電源正端,等離子弧體產生在鎢極與噴嘴之間,在等離子氣體壓送下,弧柱從噴嘴中噴出,形成等離子焰。
(2)轉移型等離子弧
鎢極接電流負端,焊件接電流正端,等離子弧產生在鎢極和焊件之間。因為轉移弧能把更多的熱量傳遞給焊件,所以金屬焊接、切割幾乎都是采用轉移型等離子弧。
(3)聯合型等離子弧
工作時非轉移弧和轉移弧同時并存,故稱為聯合型等離子弧。非轉移弧起穩定電弧和補充加熱的作用,轉移弧直接加熱焊件,使之熔化進行焊接。主要用于微束等離子弧焊和粉末堆焊。
等離子弧焊接的分類
1、小孔型等離子弧焊
小孔型焊又稱穿孔、鎖孔或穿透焊。利用等離子弧能量密度大、和等離子流力強的特點,將工件完全熔透并產生一個貫穿工件的小孔。被熔化的金屬在電弧吸力、液體金屬重力與表面張力相互作用下保持平衡。焊槍前進時,小孔在電弧后方鎖閉,形成完全熔透‘的焊縫。
穿孔效應只有在足夠的能量密度條件下才能形成。板厚增加:所需能量密度也增加。由于等離子弧能量密度的提高有一定限制,爵因此小孔型等離子弧焊只能在有限板厚內進行。
2、熔透型等離子弧焊
當離子氣流量較小、弧抗壓縮程度較弱時,這種等離子弧在焊接過程中只熔化工件而不產生小孔效應。焊縫成形原理和鎢極氫弧焊類似,此種方法也稱熔入型或熔蝕法等離子弧焊。主要用于薄板加單面焊雙面成形及厚板的多層焊。
3、微束等離子弧焊
15-30A以下的熔入型等離子弧焊接通常稱為微束等離子弧焊接。由于噴嘴的拘束作用和維弧電流的同時存在,使小電流的等離子弧可以十分穩定,現已成為焊接金屬薄箔的有效方法。為保證焊接質量,應采用精密的裝焊夾具保證裝配質量和防止焊接變形。工件表面的清潔程度應給予特別重視。為了便于觀察,可采用光學放大觀察系統。
-
等離子
+關注
關注
2文章
273瀏覽量
31470 -
弧焊
+關注
關注
2文章
39瀏覽量
16106
發布評論請先 登錄
智能電網終端設備防護等級不夠?研潔等離子清洗設備來提高

等離子清洗機的工藝流程是什么樣的呢?
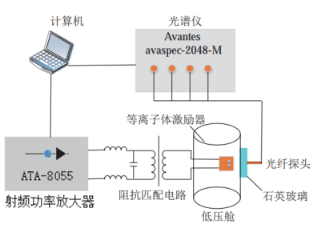
射頻功率放大器在等離子體激勵及發射光譜診斷系統中的應用
使用簡儀科技產品的等離子體診斷高速采集系統解決方案

用于聚焦阿秒脈沖的等離子透鏡

從傳感器到Micro LED:解碼AI智能眼鏡的等離子技術鏈
等離子技術為汽車行業提供質量與可持續性雙重支撐
如何遠程采集監控等離子清洗機PLC數據

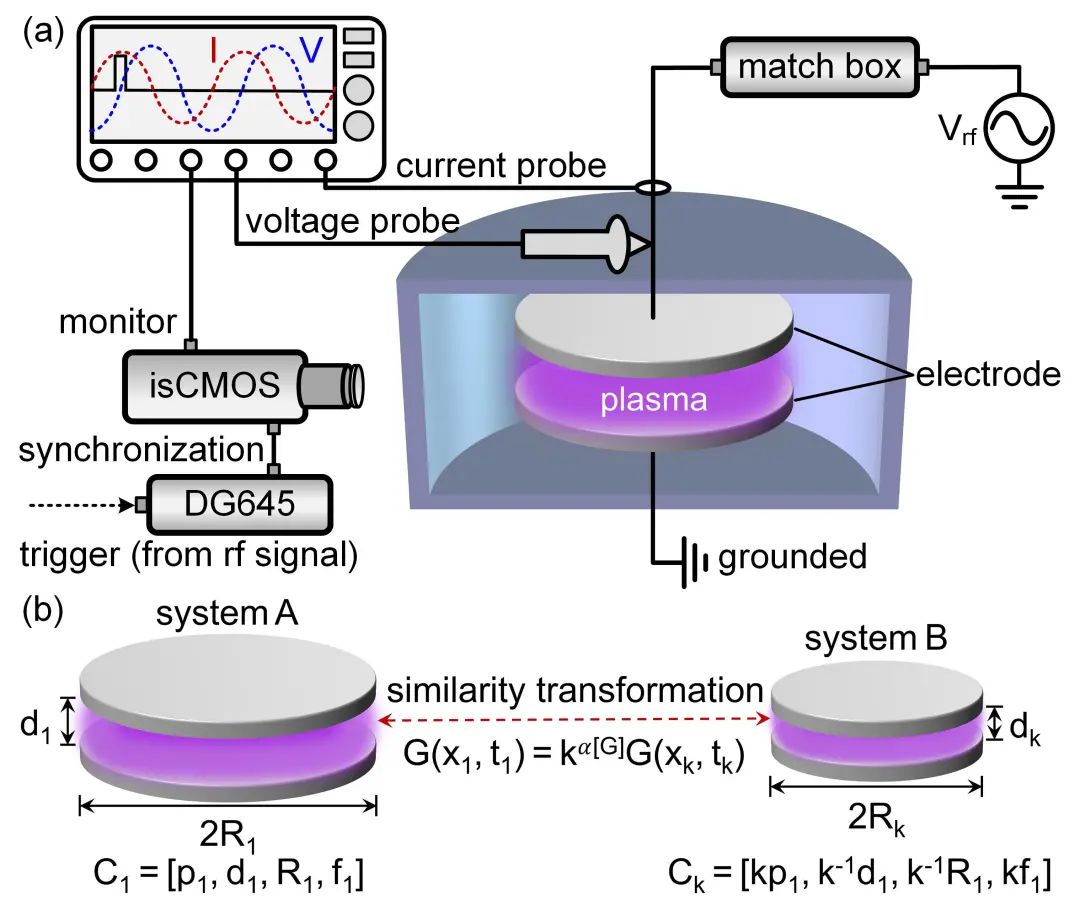
高端芯片制造裝備的“中國方案”:等離子體相似定律與尺度網絡突破
遠程等離子體刻蝕技術介紹

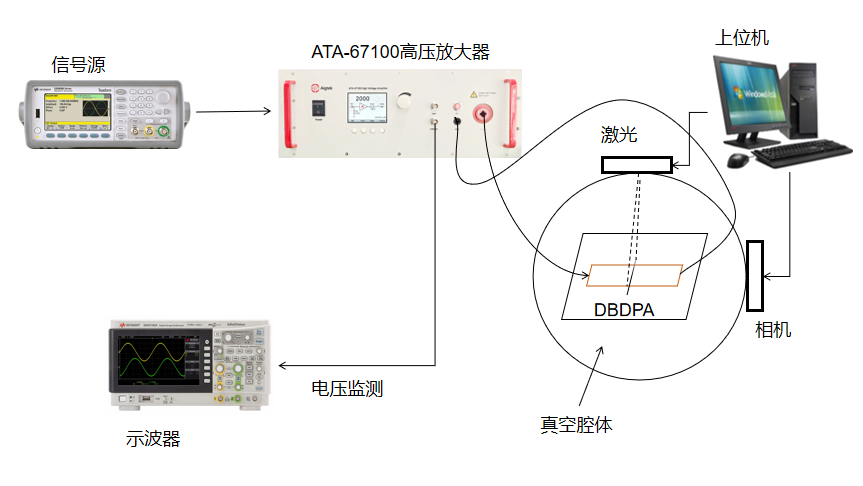
安泰高壓放大器在等離子體發生裝置研究中的應用
上海光機所在多等離子體通道中實現可控Betatron輻射
等離子清洗機PLC數據采集遠程監控系統方案



 工商網監
工商網監
評論