 電子發(fā)燒友App
電子發(fā)燒友App



連接層材料能夠吸收超聲波,提高焊接接頭材料的軟化和熔融程度,能夠焊接取向材料以及不同類型的高分子材料。
取向聚丙烯在超聲波焊接過程中使用了熔融指數(shù)為0.03~30的五種連接層材料,使用低熔融指數(shù)的連接層材料,接頭材料的峰值溫度高,焊接區(qū)域有很大變化;使用高熔融指數(shù)的連接層材料時,焊接區(qū)域尺寸變化小,可以形成均勻透明的焊接接頭。
連接層材料的引入能夠擴大工藝參數(shù)的選擇范圍,但輕微地降低了焊接后剪切強度,而且增加了剪切強度值的分散程度,在焊接區(qū)域邊緣容易出現(xiàn)飛邊,造成焊接外觀質(zhì)量不佳。
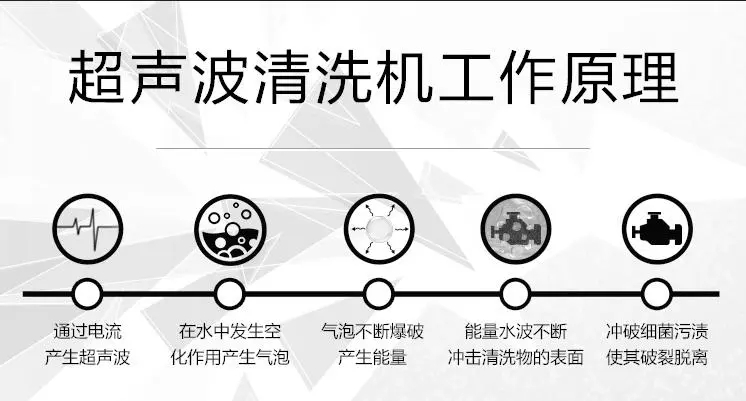
一、同種塑料材料的超聲波焊接
超聲波焊接機
工藝復(fù)雜,焊接質(zhì)量受眾多因素影響,對材料進行焊接時應(yīng)考慮:
1.可焊性,低熔點、高表面摩擦系數(shù)的材料可得到較優(yōu)焊接質(zhì)量,在適宜的工藝參數(shù)下,增強材料能夠提高焊接質(zhì)量。
2.超聲波的振幅、焊接時間、焊接壓力是影響焊接質(zhì)量的主要工藝參數(shù),得到較佳焊接質(zhì)量的三個工藝參數(shù)都存在一定的范圍。
3.在焊接界面引入導(dǎo)能筋和連接層能夠提高焊接強度,使用導(dǎo)能筋能夠連接高熔點的熱塑性聚合物,使用連接層能夠使取向材料及不同類型材料進行焊接。
二、不同塑料材料的超聲波焊接
隨著多種不同特性的塑料之間相互連接要求的增加,需要在以下幾個方面加強超聲波焊接技術(shù)的研究:
(1)深入研究焊接區(qū)域的狀態(tài),包括熔融區(qū)厚度、結(jié)晶度、取向程度、化學(xué)組分等,深入研究塑料超聲波焊接技術(shù)的原理;
(2)進一步完善塑料超聲波焊接質(zhì)量的檢測手段,尤其是完善實時跟蹤監(jiān)測方法;
(3)利用有限元法模擬焊接過程焊接區(qū)域溫度、應(yīng)力變化規(guī)律,為實驗起指導(dǎo)作用;
(4)研究新的導(dǎo)能機構(gòu)和連接層材料,擴大焊接技術(shù)的應(yīng)用范圍;
(5)建立焊接設(shè)備、工藝參數(shù)、常用材料的對應(yīng)關(guān)系規(guī)律,減少實驗次數(shù),降低成本。
靈高超聲波,更高精密度超聲波焊接設(shè)備品牌 ,集于研發(fā)、制造、銷售、服務(wù)、全產(chǎn)業(yè)鏈自制的工業(yè)超聲波技術(shù)機器和系統(tǒng)供應(yīng)商。公司擁有104臺CNC加工設(shè)備,為客戶供應(yīng)珠海超聲波焊接配套、中山超聲波焊接機、江門超聲波塑焊機、陽江超音波設(shè)備配件等,可 根據(jù)廠家需求定制非標(biāo)設(shè)備。
審核編輯:符乾江























































 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論