 電子發燒友App
電子發燒友App



以靈科超聲波為例剖析超聲波焊接原理及超聲波技能運用方法,從超聲波焊接塑料產品其質料熔點、密度、超聲波可溶性等著手,為超聲波焊接塑料熔合做出選擇與適用范圍,提高生產效益。
1. “超聲波焊接”的發展與運用領域。1950 年,超聲波焊接技能在美國創造誕生,該技能作為一種高效塑料制品銜接方法在工業上可以縮短產品生產時刻,提高產品效益因此遭到廣泛運用。隨著年代的發展,超聲波塑焊產品從原來單一的塑料制品逐漸發展到塑料、無紡布、包裝、打印耗材、醫療、電子、電器、 轎車、文具玩具、生活用品等各個領域。
2. “超聲波焊接原理”及技術特色(以塑料焊接產品為例)
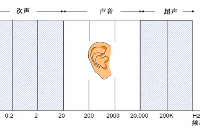
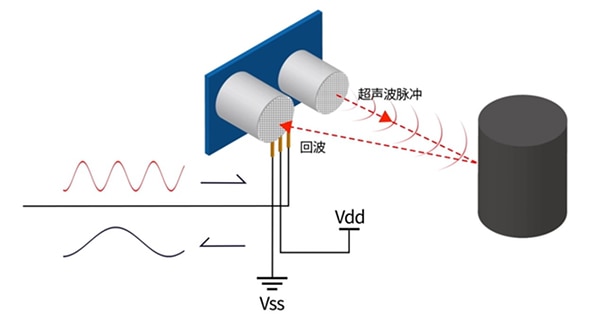
2.1 超聲波焊接原理。超聲波焊接是一種高科技,全部熱熔性塑料制品皆可運用。在超聲波焊接過程中,不用增加溶劑、粘貼劑或者其他輔助制品。超聲波焊接是經過供電箱將市電 AC(200-240V,50/60Hz)轉化為高頻高壓信號,再經過換能器系統將高頻率高壓信號轉化為高頻機械振動加在塑料制品上,使塑料制品兩 部分之間發生高速摩擦,溫度上身,當溫度到達制品本身熔點時,使制品接口迅速熔化,并在一定的壓力作用下冷卻成型,從而完成焊接。
2.2 超聲波焊接技術充分利用超聲波焊接技能的特色,在運用超聲波塑焊之前要對產品做出選擇。首先,需求選用一些熔點低的塑料,小心考慮制品及其產品的焊線規劃。其二,當選擇塑料時,應該考慮到該塑料的特點,無論是無定型的,或者是結晶體的,對于焊接效果是否安穩可靠,塑料能否再用, 選用適宜塑料及良好的規劃是不容忽視的。最終,在焊接后需求注意塑料件的狀態。成型塑定要安穩性,不該有變形、氣泡或縮水等問題。
3. 超聲波焊接方法及剖析
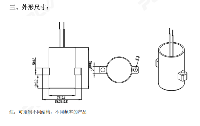
3.1 超聲波焊接。典型超聲波焊接面的規劃必須具有以下兩個功能:其一,舌榫的規劃確保在焊接周期中對位便利。其二,韓先規劃纖細,但必須有滿足的可溶化資料令焊接面熔合。具體規劃方法要視運用在焊接何種工件設備中。焊接壓力、震 幅等參數可調,確保焊頭能接觸到焊接面并施壓,下工件為接受壓力部分,置于底模中不動。焊頭因發生超聲波高頻轟動,令上塑料工件轟動生熱,因而能與下工件熔合,焊頭停止轟動后,壓力保持,令熔解位置冷卻成型,整個焊接時刻大多 少于一秒。
3.2 “超聲波鉚接”。此焊接方法用于兩種不同資料的塑料件,一方為一塑料鉚釘貫穿另一件資料,焊頭焊接面規劃成鉚釘包覆狀。高頻轟動發熱使塑料釘熔解成型包覆在另一件資料上。
3.3 “超聲波點焊”。兩件平面塑料件,無舌榫亦無鉚釘,焊頭規劃成手槍狀,將一端焊穿而熔合另一平面中。長處在于焊接面不需任何特別規劃,針對大型平面工件,焊頭 震幅高,焊頭面的規劃要視最終要求而規劃。
3.4 “超聲波埋插”。指埋插金屬及螺絲與塑料件上。焊頭接觸金屬釘,因振動生熱,令釘子埋植與塑料件中。
4. 塑膠特性焊接數據剖析。超聲波焊接塑料產品應根據塑料成分剖析是否對超聲波熔接適性再進行超聲波焊接及機器的選擇。
5. 由于超聲波焊接資料有所不同,質量熔點紛歧,我們在選擇塑料制品焊接時需求根據產品質料選用適宜的超聲波塑料焊接機。只要把握超聲波焊接原理常識,才能更好運用這項技能,提高產品效益。
以上就是全部超聲波焊接原理及超聲波技術運用方法的內容,更多超聲波焊接相關知識歡迎點贊關注靈科超聲波。
責任編輯:tzh





















































 工商網監
工商網監
評論